Potrebbero piacerti anche
- Design and Analysis of Underground Circular & Rectangular Water Tank and Intze Water TankDocumento5 pagineDesign and Analysis of Underground Circular & Rectangular Water Tank and Intze Water TankGRD JournalsNessuna valutazione finora
- GRDJEV06I060005Documento7 pagineGRDJEV06I060005GRD JournalsNessuna valutazione finora
- Image Based Virtual Try On NetworkDocumento4 pagineImage Based Virtual Try On NetworkGRD JournalsNessuna valutazione finora
- Chronic Kidney Disease Stage Prediction in HIV Infected Patient Using Deep LearningDocumento8 pagineChronic Kidney Disease Stage Prediction in HIV Infected Patient Using Deep LearningGRD JournalsNessuna valutazione finora
- Optimization of Xanthan Gum Fermentation Utilizing Food WasteDocumento11 pagineOptimization of Xanthan Gum Fermentation Utilizing Food WasteGRD JournalsNessuna valutazione finora
- Automatic Face Recognition Attendance System Using Python and OpenCvDocumento7 pagineAutomatic Face Recognition Attendance System Using Python and OpenCvGRD Journals100% (1)
- Evaluate The Performance of MongoDB NoSQL Database Using PythonDocumento5 pagineEvaluate The Performance of MongoDB NoSQL Database Using PythonGRD JournalsNessuna valutazione finora
- Design and Simulation of LNA Using Advanced Design Systems (ADS)Documento6 pagineDesign and Simulation of LNA Using Advanced Design Systems (ADS)GRD JournalsNessuna valutazione finora
- Grdjev06i010003 PDFDocumento4 pagineGrdjev06i010003 PDFGRD JournalsNessuna valutazione finora
- Simulation and Prediction of LULC Change Detection Using Markov Chain and Geo-Spatial Analysis, A Case Study in Ningxia North ChinaDocumento13 pagineSimulation and Prediction of LULC Change Detection Using Markov Chain and Geo-Spatial Analysis, A Case Study in Ningxia North ChinaGRD JournalsNessuna valutazione finora
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
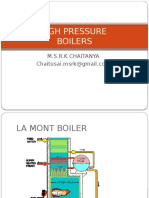
- High Pressure BoilersDocumento15 pagineHigh Pressure BoilersChaitanya MsrkNessuna valutazione finora
- The Conversion of Fluid Flow Into Laminar Flow Device: Prof. Harshal C. KuttarmareDocumento4 pagineThe Conversion of Fluid Flow Into Laminar Flow Device: Prof. Harshal C. KuttarmareVitor OlivettiNessuna valutazione finora
- Boiler Light-Up ProgramDocumento5 pagineBoiler Light-Up Programsaisrikanths5168Nessuna valutazione finora
- Air Driven Hydraulic PumpsDocumento32 pagineAir Driven Hydraulic Pumpsdejanr111Nessuna valutazione finora
- Pumps and Pumping SystemsDocumento59 paginePumps and Pumping SystemssrinuNessuna valutazione finora
- Experiment No: 2: Study of SRM University Supersonic Wind TunnelDocumento16 pagineExperiment No: 2: Study of SRM University Supersonic Wind Tunnelbad guyNessuna valutazione finora
- 3 - Absolute, Effective and Relative PermeabilitiesDocumento34 pagine3 - Absolute, Effective and Relative PermeabilitiesAhmad MammadovNessuna valutazione finora
- HomogenizerDocumento25 pagineHomogenizerDini YobelienNessuna valutazione finora
- Kaynak Gazı Karışımları en 14175Documento4 pagineKaynak Gazı Karışımları en 14175İbrahimErenNessuna valutazione finora
- Chapter 2: Properties of Pure SubstancesDocumento26 pagineChapter 2: Properties of Pure SubstancesÇãłl Mê MęlkãNessuna valutazione finora
- Pipesim User GuideDocumento843 paginePipesim User GuideJesus Guxman100% (4)
- Agarwal-Int J Heat Mass Transfer-2021Documento11 pagineAgarwal-Int J Heat Mass Transfer-2021TOufiqueNessuna valutazione finora
- NINNELT-FASGNS Presentation Correct PreviewDocumento13 pagineNINNELT-FASGNS Presentation Correct PreviewLpg Power SupplyNessuna valutazione finora
- YET-AGRU-EXE-MEB-000-PCMM-PRC-0007-A Fuel Gas ProcedureDocumento14 pagineYET-AGRU-EXE-MEB-000-PCMM-PRC-0007-A Fuel Gas Proceduremohsin moin100% (1)
- Assignment On BoilerDocumento26 pagineAssignment On BoilerARKONessuna valutazione finora
- A Comprehensive Evaluation of A Novel Integrated System Consisting - 2022 - EnerDocumento15 pagineA Comprehensive Evaluation of A Novel Integrated System Consisting - 2022 - EnerJhonathan Leandro Clavijo TrochezNessuna valutazione finora
- 1 s2.0 S0263876299718186 Main PDFDocumento7 pagine1 s2.0 S0263876299718186 Main PDFLeydi PatiñoNessuna valutazione finora
- (API 610-10th) Centrifugal Pump - SI UnitsDocumento2 pagine(API 610-10th) Centrifugal Pump - SI UnitsParaschiv AlexandruNessuna valutazione finora
- Chapter 5 - CombustionDocumento21 pagineChapter 5 - CombustionMohd SuhaimiNessuna valutazione finora
- 750-91 OM Manual ModelCBLE-250-350HP Dec09Documento194 pagine750-91 OM Manual ModelCBLE-250-350HP Dec09randallshNessuna valutazione finora
- Roll CoatingDocumento6 pagineRoll CoatingAhmet Rasim BozkurtNessuna valutazione finora
- Valvulas de Controle Ari Stevi Pro 422 462 - 82Documento20 pagineValvulas de Controle Ari Stevi Pro 422 462 - 82leonardoNessuna valutazione finora
- Calculation of PHRDocumento13 pagineCalculation of PHRSiddhant SatpathyNessuna valutazione finora
- Fombli Y 16-6 For O2 Vacuum PumpsDocumento3 pagineFombli Y 16-6 For O2 Vacuum Pumpslaraujo76Nessuna valutazione finora
- Demonstration of Bernoulli's EquationDocumento27 pagineDemonstration of Bernoulli's Equationmahbub1332100% (5)
- Module 2 Indications of KickDocumento35 pagineModule 2 Indications of KickmadhuriNessuna valutazione finora
- New Product Catalog Dab 2022Documento2 pagineNew Product Catalog Dab 2022Nurdin FahimNessuna valutazione finora
- Steam Injection in Fractured Carbonate Reservoirs PDFDocumento2 pagineSteam Injection in Fractured Carbonate Reservoirs PDFlinda feibe rawisNessuna valutazione finora
- On-Site Installation Guide - Hebeish GroupDocumento3 pagineOn-Site Installation Guide - Hebeish Groupkarim hilalNessuna valutazione finora
- Mig Welding GuideDocumento30 pagineMig Welding GuideFer MinNessuna valutazione finora