Potrebbero piacerti anche
- QC - 06 Surface Preparation & Painting 2Documento6 pagineQC - 06 Surface Preparation & Painting 2mahendraNessuna valutazione finora
- Painting ProcedureDocumento8 paginePainting ProcedureSunday Paul50% (2)
- Procedure For Surface Preparation-Painting - For Storage TankDocumento8 pagineProcedure For Surface Preparation-Painting - For Storage Tankcristinelb50% (2)
- 6.PEB Painting Procedure (P0371) Rev.01Documento22 pagine6.PEB Painting Procedure (P0371) Rev.01MOHAMEDNessuna valutazione finora
- Painting Procedure Template PDFDocumento14 paginePainting Procedure Template PDFjohn100% (1)
- Procedure For Painting of TanksDocumento18 pagineProcedure For Painting of TanksJijesh Arayarath100% (3)
- Structural Steel Blasting and Painting ProceduresDocumento16 pagineStructural Steel Blasting and Painting ProceduresHansel Francis60% (10)
- (AL Shabab) : Painting Procedure P-04Documento12 pagine(AL Shabab) : Painting Procedure P-04Omar Nabil80% (5)
- Blasting and Painting ProcedureDocumento24 pagineBlasting and Painting ProcedureEnabulele Osakpamwan100% (1)
- Procedure For Surface Preparation and PaintingDocumento13 pagineProcedure For Surface Preparation and Paintingwilliamsen50% (2)
- Painting Procedure For Field Erected Tank FINAL (13850)Documento22 paginePainting Procedure For Field Erected Tank FINAL (13850)Parthiban NCNessuna valutazione finora
- 000-A-Ee-0190470 Rev1 Painting Repair ProcedureDocumento34 pagine000-A-Ee-0190470 Rev1 Painting Repair Procedureonur gunes100% (2)
- Painting Procedures ADocumento7 paginePainting Procedures AMaged Lotfy Abdel-aal100% (1)
- Blasting and Painting ProcedureDocumento9 pagineBlasting and Painting Procedureisukuru67% (12)
- Surface Preparation and Painting Procedure Rev.01 PDFDocumento23 pagineSurface Preparation and Painting Procedure Rev.01 PDFSaid Alauddeen Faisz100% (1)
- Aban Constructions Pvt. LTD: Procedure For PaintingDocumento4 pagineAban Constructions Pvt. LTD: Procedure For PaintingAkhilesh KumarNessuna valutazione finora
- Blasting & Painting Ops ProcedureDocumento12 pagineBlasting & Painting Ops ProcedurekolaaruNessuna valutazione finora
- A Complete Guide of Epoxy Coatings For Industrial and Marine ApplicationsDocumento8 pagineA Complete Guide of Epoxy Coatings For Industrial and Marine ApplicationsCông NguyễnNessuna valutazione finora
- ITP Blasting Painting.Documento2 pagineITP Blasting Painting.mohd as shahiddin jafri100% (4)
- Contractor IOT Infrastructure & Energy Services LTDDocumento38 pagineContractor IOT Infrastructure & Energy Services LTDNaveen KurupNessuna valutazione finora
- Blasting Coating Procedure For Fabricated Steel StructureDocumento8 pagineBlasting Coating Procedure For Fabricated Steel StructureSalman Alfarisi100% (1)
- Surfacepreparation StandardDocumento11 pagineSurfacepreparation StandardAri SupramonoNessuna valutazione finora
- Repair Touch-Up Paint ProcedureDocumento10 pagineRepair Touch-Up Paint ProcedureLiyakathalikhan Shahjahan100% (1)
- Blasting and Painting Inspection Report: Achieved Profile Date of Report No: DFT Application DateDocumento3 pagineBlasting and Painting Inspection Report: Achieved Profile Date of Report No: DFT Application DateLOPA THANDARNessuna valutazione finora
- Itp Internal CoatingDocumento4 pagineItp Internal CoatingkamlNessuna valutazione finora
- Itp Concrete CoatingDocumento4 pagineItp Concrete Coatingkaml100% (1)
- Painting Specification for Aegean Refinery ProjectDocumento18 paginePainting Specification for Aegean Refinery Projectraluca_19735597Nessuna valutazione finora
- Blasting & Painting ProcedureDocumento10 pagineBlasting & Painting ProcedurepraksahNessuna valutazione finora
- Site Paint Repair Procedure IntumescentDocumento4 pagineSite Paint Repair Procedure Intumescentrimshadtp100% (3)
- Method Statement Installation Os Static Equipment and InternalsDocumento24 pagineMethod Statement Installation Os Static Equipment and InternalsAjin SNessuna valutazione finora
- 1method Statement For Passivation and PicklingDocumento6 pagine1method Statement For Passivation and PicklinggatoNessuna valutazione finora
- Method Statement For Surface Preparation PaintingDocumento9 pagineMethod Statement For Surface Preparation Paintingjamil100% (3)
- Painting Inspection Grade 2Documento17 paginePainting Inspection Grade 2Midhun K Chandrabose100% (3)
- Painting ProcedureDocumento62 paginePainting ProcedureNdomadu100% (5)
- Painting ReportDocumento1 paginaPainting Reportbaidu1980Nessuna valutazione finora
- Painting Procedure TemplateDocumento15 paginePainting Procedure TemplateMohd Fadzle93% (70)
- Method Statements of Surface Treatment and Painting For Valves Nh3 ProjectDocumento5 pagineMethod Statements of Surface Treatment and Painting For Valves Nh3 ProjectDuongthithuydung0% (1)
- Painting ProcedureDocumento17 paginePainting Procedurestdshop75% (4)
- Painting Repair Isnpection Report FormDocumento2 paginePainting Repair Isnpection Report FormDavid Frizt Siregar100% (3)
- Con-011 Instruction For Painting Work Rev.0Documento11 pagineCon-011 Instruction For Painting Work Rev.0monchai_626Nessuna valutazione finora
- Painting ProcedureDocumento18 paginePainting ProcedurehainguyenbkvhvNessuna valutazione finora
- Itp-Fbe Pipe CoatingDocumento4 pagineItp-Fbe Pipe CoatingpertmasterNessuna valutazione finora
- Coating Application & Inspection Procedure-Rev 0Documento27 pagineCoating Application & Inspection Procedure-Rev 0tinphat100% (1)
- Jotun Resist 86Documento5 pagineJotun Resist 86Ansar AliNessuna valutazione finora
- KNPC tank cleaning and painting proceduresDocumento10 pagineKNPC tank cleaning and painting proceduresMohamed RizwanNessuna valutazione finora
- Coating Procedure - General Rev.03Documento35 pagineCoating Procedure - General Rev.03moytabura96100% (2)
- 2 Painting Insp - Report (PN-001)Documento1 pagina2 Painting Insp - Report (PN-001)Vimin Prakash100% (3)
- Abrasive Sand-Blasting Procedure PDFDocumento5 pagineAbrasive Sand-Blasting Procedure PDFEko Kurniawan100% (5)
- Job Specification Shop & Field PaintingDocumento47 pagineJob Specification Shop & Field PaintingVikash TiwariNessuna valutazione finora
- Coating Procedure GuideDocumento8 pagineCoating Procedure Guidedeva0170% (2)
- Painting ProcedureDocumento23 paginePainting ProcedureAhmad Baihaqi Rosyidi-Abu FachriNessuna valutazione finora
- Surface Preparation & Painting Procedure: List of ContentDocumento20 pagineSurface Preparation & Painting Procedure: List of Contentsherviny50% (4)
- Painting Inspection ReportDocumento1 paginaPainting Inspection Reportsandipthummar1743100% (3)
- Procedure For Surface Preparation and Painting: Spectraa Technology Solutions LTDDocumento4 pagineProcedure For Surface Preparation and Painting: Spectraa Technology Solutions LTDAshokkumar ThangarajNessuna valutazione finora
- Painting Methodology for Two-Storey BuildingDocumento26 paginePainting Methodology for Two-Storey BuildingFleight Vandollin0% (1)
- Work Method ProceduresDocumento37 pagineWork Method ProceduresAnonymous K0fqIO100% (2)
- GAIL Tender For Specification For Painting of PipelinesDocumento13 pagineGAIL Tender For Specification For Painting of PipelinesKumararaja Konikki100% (1)
- Procedure of PaintingDocumento10 pagineProcedure of PaintingMahmoud AymanNessuna valutazione finora
- Blasting and Painting Procedure GuideDocumento6 pagineBlasting and Painting Procedure Guidevishwas salunkheNessuna valutazione finora
- Cisper Paint ProcedureDocumento6 pagineCisper Paint ProcedureMike PrescottNessuna valutazione finora
- Scope Weight Wise For TanksDocumento1 paginaScope Weight Wise For TanksTanveer Rajput EngrNessuna valutazione finora
- Foam FTP Making EquipmentDocumento2 pagineFoam FTP Making EquipmentTanveer Rajput EngrNessuna valutazione finora
- Paints BOQDocumento4 paginePaints BOQTanveer Rajput EngrNessuna valutazione finora
- GN6 Volto TonnesDocumento3 pagineGN6 Volto TonnesTanveer Rajput EngrNessuna valutazione finora
- Drawing Detail Civil Mechanical E&IDocumento10 pagineDrawing Detail Civil Mechanical E&ITanveer Rajput EngrNessuna valutazione finora
- Plates Quantity For TanksDocumento5 paginePlates Quantity For TanksTanveer Rajput EngrNessuna valutazione finora
- S 001 Link 2Documento1 paginaS 001 Link 2wael badawiNessuna valutazione finora
- Contractor ObservationsDocumento1 paginaContractor ObservationsTanveer Rajput EngrNessuna valutazione finora
- Bom MechanicalDocumento104 pagineBom MechanicalTanveer Rajput EngrNessuna valutazione finora
- KANSAI Tank Coating and Piping Material QuoteDocumento4 pagineKANSAI Tank Coating and Piping Material QuoteTanveer Rajput EngrNessuna valutazione finora
- Ethylene CrackerDocumento28 pagineEthylene CrackerAbhinav AjmaniNessuna valutazione finora
- WeightDocumento1 paginaWeightTanveer Rajput EngrNessuna valutazione finora
- Tank Specifications and Part CountsDocumento2 pagineTank Specifications and Part CountsTanveer Rajput EngrNessuna valutazione finora
- RCL Storage Details: Dia (M) Dia Ft. H Ft. Capacity m3 Tank # Height MDocumento2 pagineRCL Storage Details: Dia (M) Dia Ft. H Ft. Capacity m3 Tank # Height MTanveer Rajput EngrNessuna valutazione finora
- BB Line Level 26Documento2 pagineBB Line Level 26Tanveer Rajput EngrNessuna valutazione finora
- BC Line Level After InstallationDocumento1 paginaBC Line Level After InstallationTanveer Rajput EngrNessuna valutazione finora
- EKL-QC-F-0107-A WQT Details ListDocumento1 paginaEKL-QC-F-0107-A WQT Details ListTanveer Rajput EngrNessuna valutazione finora
- P&Id Related: Sr. No. Check Points DoneDocumento5 pagineP&Id Related: Sr. No. Check Points DoneSwapna Priya VattemNessuna valutazione finora
- AMS Power & Industrial Engineering (PVT.) Limited: Section Wise Weld Map F/L Well Head-20 (Sec. # 1A)Documento19 pagineAMS Power & Industrial Engineering (PVT.) Limited: Section Wise Weld Map F/L Well Head-20 (Sec. # 1A)Tanveer Rajput EngrNessuna valutazione finora
- PIPELINE Punch ListDocumento2 paginePIPELINE Punch ListTanveer Rajput EngrNessuna valutazione finora
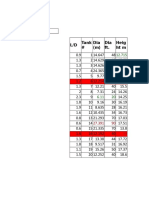
- L/D Tank # Dia (M) Dia Ft. Heig HTMDocumento4 pagineL/D Tank # Dia (M) Dia Ft. Heig HTMTanveer Rajput EngrNessuna valutazione finora
- 12piggging ReportDocumento2 pagine12piggging ReportTanveer Rajput EngrNessuna valutazione finora
- Acceptance Criteria of Weld Defects As Per Different CodesDocumento17 pagineAcceptance Criteria of Weld Defects As Per Different CodesTanveer Rajput EngrNessuna valutazione finora
- Supply, Fabrication, Erection, Testing & Chemical Anchor of Steel Structure at KLM Plant Bin Qasim KarachiDocumento1 paginaSupply, Fabrication, Erection, Testing & Chemical Anchor of Steel Structure at KLM Plant Bin Qasim KarachiTanveer Rajput EngrNessuna valutazione finora
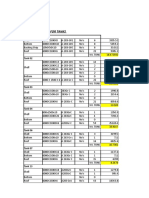
- Tanks Work Scope SummaryDocumento15 pagineTanks Work Scope SummaryTanveer Rajput EngrNessuna valutazione finora
- Guide to Protective Coatings: Inspection and MaintenanceDocumento118 pagineGuide to Protective Coatings: Inspection and MaintenanceAnilkumar Gurram100% (1)
- Matrial Qty CivilDocumento3 pagineMatrial Qty CivilTanveer Rajput EngrNessuna valutazione finora
- General Design Considerations: "Storage Tanks"Documento28 pagineGeneral Design Considerations: "Storage Tanks"mech_nedian9714Nessuna valutazione finora
- Areas For Various Components: 1. Neac ProposalsDocumento12 pagineAreas For Various Components: 1. Neac ProposalsJose RattiaNessuna valutazione finora
- US BoltsDocumento3 pagineUS BoltsTanveer Rajput EngrNessuna valutazione finora
- LM W2340aDocumento52 pagineLM W2340aBruno Alexander MachadoNessuna valutazione finora
- The Italian Restaurant Print 1Documento6 pagineThe Italian Restaurant Print 1Leahu DanielNessuna valutazione finora
- Factory Visit ReportDocumento7 pagineFactory Visit ReporttumuuNessuna valutazione finora
- Multi Axis Milling - Presentation - OdpDocumento44 pagineMulti Axis Milling - Presentation - Odpbranet_adrianaNessuna valutazione finora
- Longitudinal detail section 1-1Documento3 pagineLongitudinal detail section 1-1Mwesigwa DanielNessuna valutazione finora
- Sky Buddy Manual 45Documento2 pagineSky Buddy Manual 45DIEGO BELLONessuna valutazione finora
- 1601352-BFP-046 - Recommended Operational Spare Parts For BFP - Rev.CDocumento2 pagine1601352-BFP-046 - Recommended Operational Spare Parts For BFP - Rev.CMena KamelNessuna valutazione finora
- Investigation Report Mongstad Naphta - 102417Documento24 pagineInvestigation Report Mongstad Naphta - 102417Cepi Sindang KamulanNessuna valutazione finora
- 330-333 Elx PDFDocumento178 pagine330-333 Elx PDFNagendra Kumar PatelNessuna valutazione finora
- SunstoneDocumento8 pagineSunstonePisos PorcelánicosNessuna valutazione finora
- Grade c300Documento1 paginaGrade c300grezmosNessuna valutazione finora
- Training Systems For Renewable Energy in Smart Grids and Microgrids Catalog PDFDocumento28 pagineTraining Systems For Renewable Energy in Smart Grids and Microgrids Catalog PDFJOHN KADANGNessuna valutazione finora
- Service Service Manual Manual: Onan Generator Set For MarineDocumento204 pagineService Service Manual Manual: Onan Generator Set For MarinenajeebabdulkadarNessuna valutazione finora
- Belt Weigh Scale PDFDocumento33 pagineBelt Weigh Scale PDFMohammad AsifNessuna valutazione finora
- What Are The 10 Greatest Inventions of Our TimeDocumento1 paginaWhat Are The 10 Greatest Inventions of Our TimeRenzo jognoNessuna valutazione finora
- Astm, Ks-Jis-Din Material Comparison Tables (Part 1)Documento5 pagineAstm, Ks-Jis-Din Material Comparison Tables (Part 1)Yang WuNessuna valutazione finora
- MGD2004D FL Ybs PDFDocumento10 pagineMGD2004D FL Ybs PDFEverton DoradoNessuna valutazione finora
- Mechanical Assembly - Chapter 33Documento67 pagineMechanical Assembly - Chapter 33xharpreetxNessuna valutazione finora
- Ductless SPLIT SystemsDocumento16 pagineDuctless SPLIT SystemstitomottaNessuna valutazione finora
- PRS Neoweb Load Support Technical Overview v013.01Documento21 paginePRS Neoweb Load Support Technical Overview v013.01Chowdhury PriodeepNessuna valutazione finora
- ESTIMATING COSTSDocumento36 pagineESTIMATING COSTSgovindsinghsolankiNessuna valutazione finora
- Drilling and Mining - Unit1Documento73 pagineDrilling and Mining - Unit1umesh deshmukh0% (1)
- Installation Instructions Rubber Bellows: Engineering AppliancesDocumento2 pagineInstallation Instructions Rubber Bellows: Engineering Appliancessateesh chand100% (1)
- SH1 Dhi P1PCB M M01 Pid 5325Documento1 paginaSH1 Dhi P1PCB M M01 Pid 5325Thanh SonNessuna valutazione finora
- Categorization-Classification Table - 12052017Documento2 pagineCategorization-Classification Table - 12052017Sho Delos AngelesNessuna valutazione finora
- Sheet Piling DesignDocumento30 pagineSheet Piling Designchaichan100% (4)
- ChE 101 - Fundamentals of Chemical Engineering: Drying ProblemDocumento3 pagineChE 101 - Fundamentals of Chemical Engineering: Drying Problemggwp21Nessuna valutazione finora
- Slender Column Moment MagnifierDocumento8 pagineSlender Column Moment Magnifiermotiur basumNessuna valutazione finora
- ME1Documento41 pagineME1Hardik JogranaNessuna valutazione finora
- Nokia 1680 Service Manual Level 1 2Documento13 pagineNokia 1680 Service Manual Level 1 2esausmanNessuna valutazione finora