Potrebbero piacerti anche
- Manual Localizacion Fallas Averias Componentes Sistemas Motores Maquinaria CaterpillarDocumento98 pagineManual Localizacion Fallas Averias Componentes Sistemas Motores Maquinaria Caterpillarangel93% (75)
- 223 Reparacion Perforadora Montabert HC-95Documento9 pagine223 Reparacion Perforadora Montabert HC-95Alexis Leonardo Vega ReyesNessuna valutazione finora
- Scooptram Sandvik LH307Documento13 pagineScooptram Sandvik LH307SheylaVilcapomaApolinarioNessuna valutazione finora
- Sistema Perforacion Boomer 282 FinalDocumento13 pagineSistema Perforacion Boomer 282 FinalSinesio Gomez DueñasNessuna valutazione finora
- Repuestos Perforadoras EsencialesDocumento53 pagineRepuestos Perforadoras EsencialesJorgeAntonioDiazRodriguezNessuna valutazione finora
- Manual Del Huron 5Documento66 pagineManual Del Huron 5leninNessuna valutazione finora
- 5) Manual de Operador EJC 130Documento35 pagine5) Manual de Operador EJC 130Ronal Quispe Huaman100% (1)
- Estado de Equipo R1600HDocumento10 pagineEstado de Equipo R1600HJuanGuerraRojasNessuna valutazione finora
- Scaler 02Documento255 pagineScaler 02wilfredo escobar gutierrezNessuna valutazione finora
- Lista de Piezas de Repuestos.Documento353 pagineLista de Piezas de Repuestos.Edward Jerson Trinidad TolentinoNessuna valutazione finora
- Repuestos de Equipos FinalDocumento89 pagineRepuestos de Equipos Finalvivo por rossyNessuna valutazione finora
- Formato Reporte de Trabajo - FlotaDocumento2 pagineFormato Reporte de Trabajo - FlotaAngel Sanchez Vilca100% (2)
- Area BetDocumento10 pagineArea BetNoemi Rosas MéndezNessuna valutazione finora
- Manual de Partes JMC-303 - Bolte 88 - VolcanDocumento531 pagineManual de Partes JMC-303 - Bolte 88 - VolcanMadrid EspinozaNessuna valutazione finora
- Catálogo Actuadores Hidráulicos Rotatorios HELAC L30Documento12 pagineCatálogo Actuadores Hidráulicos Rotatorios HELAC L30Carlos Nina Ochoa100% (1)
- Service Guide ST3.5Documento32 pagineService Guide ST3.5Edwin VelasquezNessuna valutazione finora
- Tabla de Llantas y AceitesDocumento21 pagineTabla de Llantas y AceitesGustavo De Haro GonzálezNessuna valutazione finora
- Listados Filtros, DD 311 - Act.Documento1 paginaListados Filtros, DD 311 - Act.jhoe marlon huamani caballeroNessuna valutazione finora
- 8997 2503 00 Spare Parts Catalogue PDFDocumento601 pagine8997 2503 00 Spare Parts Catalogue PDFJaime DiazNessuna valutazione finora
- Cot. Cop 1838 HD +Documento1 paginaCot. Cop 1838 HD +Kenny ZinxNessuna valutazione finora
- Precios de Repuestos CriticosDocumento20 paginePrecios de Repuestos Criticosbasicoman100% (1)
- Analisis Req Marzo Uso en MayoDocumento356 pagineAnalisis Req Marzo Uso en Mayodisa kuric0% (1)
- LH203 SN L903D1103 Listado de FiltrosDocumento4 pagineLH203 SN L903D1103 Listado de FiltrosNoelia Apaza0% (1)
- RQ Rodajes Eje r1600g CatDocumento1 paginaRQ Rodajes Eje r1600g CatNicolas Ortega CamposNessuna valutazione finora
- MaintenanceDocumento364 pagineMaintenancesebastian BugueñoNessuna valutazione finora
- ST 1030 Atlas CrucetasDocumento1 paginaST 1030 Atlas CrucetasCesar A Marchant HidalgoNessuna valutazione finora
- R1300G Sist CombustibleDocumento21 pagineR1300G Sist CombustibleJeyner Martel BravoNessuna valutazione finora
- Manual de Partes Toro 0010 No.4Documento18 pagineManual de Partes Toro 0010 No.4cacoman93100% (1)
- Catalogo Crucetas SpicerDocumento4 pagineCatalogo Crucetas SpicerGISSELANessuna valutazione finora
- Manual SL-33 PDFDocumento102 pagineManual SL-33 PDFwalterNessuna valutazione finora
- Flexiroc EspañolDocumento5 pagineFlexiroc EspañolJose Luis Arroyo Mauricio100% (1)
- Filtros para ServiciosDocumento15 pagineFiltros para ServiciosGustavo De Haro GonzálezNessuna valutazione finora
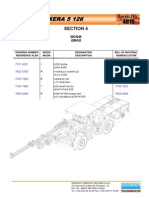
- S04 Boom Axera 5Documento78 pagineS04 Boom Axera 5Miguel Angel Ricapa100% (1)
- DM45Documento2 pagineDM45Pedro Javier Medina CornejoNessuna valutazione finora
- Pautas de Manteniminento Scaler 852Documento12 paginePautas de Manteniminento Scaler 852omarxicotepec100% (1)
- DD311-40 FiltrosDocumento5 pagineDD311-40 FiltrosDionicio Palomino AguilarNessuna valutazione finora
- Catalogo Sky Filters PDFDocumento37 pagineCatalogo Sky Filters PDFMiguel Ola57% (7)
- Jmc-148 Raptor DH MilpoDocumento482 pagineJmc-148 Raptor DH MilpoRoberto Zacarias Orosco RicaldiNessuna valutazione finora
- Padron de ItemsDocumento476 paginePadron de ItemsRuben Azurín Garcia100% (1)
- Troidon 55 Jmc245 ZicsaDocumento16 pagineTroidon 55 Jmc245 ZicsaJH Miguel AngelNessuna valutazione finora
- Adicionales Actualizados para Overhaul Scoop r1300gDocumento21 pagineAdicionales Actualizados para Overhaul Scoop r1300gsfafadfNessuna valutazione finora
- Manual de Partes Tramac EspañolDocumento16 pagineManual de Partes Tramac EspañolJOGE44100% (2)
- Filtro Trackless - UsaDocumento940 pagineFiltro Trackless - UsaJ Carrizales MoreyraNessuna valutazione finora
- LH307Documento3 pagineLH307Diego Pablo González Orrego100% (2)
- Cat Hyd - 160414 PDFDocumento100 pagineCat Hyd - 160414 PDFcarlos amaroNessuna valutazione finora
- SCHOPF SFL 35 (Español) - REV. 190605Documento2 pagineSCHOPF SFL 35 (Español) - REV. 190605Sergej Schlegel100% (1)
- Catalogo de Peças KVM 32XL - Espanhol - Multicontrol - R - 0Documento297 pagineCatalogo de Peças KVM 32XL - Espanhol - Multicontrol - R - 0Jose Luis Diaz100% (1)
- 1 - Especificaciones TécnicasDocumento8 pagine1 - Especificaciones TécnicasJuan Carlos Inga Vasquez100% (1)
- JB77-142 - Small Bolter 77Documento480 pagineJB77-142 - Small Bolter 77Rene Ramos MenesesNessuna valutazione finora
- Catálogo de Productos 2021 - CompressedDocumento250 pagineCatálogo de Productos 2021 - Compressedpaolomoreano88Nessuna valutazione finora
- Filtros y Lubricantes Alpha 20Documento1 paginaFiltros y Lubricantes Alpha 20edwinNessuna valutazione finora
- PV 271Documento1 paginaPV 271Pedro Javier Medina CornejoNessuna valutazione finora
- Relacion de Filtros de Los Equipos El PorvenirDocumento10 pagineRelacion de Filtros de Los Equipos El PorvenirAngelina NIckollNessuna valutazione finora
- 2 - Viga TelescopicaDocumento39 pagine2 - Viga TelescopicaJose Luyo Sanchez100% (2)
- ChasisDocumento48 pagineChasisRaphael Ruiz Ramos100% (1)
- Numeros de Parte de Aceites CatDocumento4 pagineNumeros de Parte de Aceites Cateduardo100% (1)
- SS7+ BOLT - Manual de RepuestosDocumento448 pagineSS7+ BOLT - Manual de RepuestosFrank Ortiz100% (1)
- Componentes Equipos Boomer S1DDocumento7 pagineComponentes Equipos Boomer S1DjavierNessuna valutazione finora
- Manual de Partes Toro 0010 No.5Documento24 pagineManual de Partes Toro 0010 No.5cacoman93100% (1)
- FL04T Manual de Repuestos Del Scoop PDFDocumento339 pagineFL04T Manual de Repuestos Del Scoop PDFFrank Prudencio ObregonNessuna valutazione finora
- Manual de Ensamble PQ IIIDocumento26 pagineManual de Ensamble PQ IIIalancortestecnicoNessuna valutazione finora
- Unidad de Rotación L10-HelacDocumento32 pagineUnidad de Rotación L10-Helaccesar franz napaico perezNessuna valutazione finora
- Preparación y calibración del grupo de presión en máquinas de impresión offset. ARGI0109Da EverandPreparación y calibración del grupo de presión en máquinas de impresión offset. ARGI0109Nessuna valutazione finora
- Analisis de Sistemas Hidráulicos en Equipo Pesado: ObjetivosDocumento2 pagineAnalisis de Sistemas Hidráulicos en Equipo Pesado: ObjetivosAngel Sanchez VilcaNessuna valutazione finora
- Requisitos PDFDocumento1 paginaRequisitos PDFAngel Sanchez VilcaNessuna valutazione finora
- d11t Estrategia de Monitoreo 09-06-2018-1Documento2 pagined11t Estrategia de Monitoreo 09-06-2018-1Angel Sanchez VilcaNessuna valutazione finora
- Relación de Productos Con Código de Stock (Erf #2)Documento5 pagineRelación de Productos Con Código de Stock (Erf #2)Angel Sanchez VilcaNessuna valutazione finora
- Relación de Productos Con Código de Stock (Erf #2)Documento5 pagineRelación de Productos Con Código de Stock (Erf #2)Angel Sanchez VilcaNessuna valutazione finora
- Valvulas DireccionalesDocumento7 pagineValvulas DireccionalesBrian AmarilloNessuna valutazione finora
- Formato AtsDocumento1 paginaFormato AtsRicardo Poémape ChirinosNessuna valutazione finora
- Malla 2018 - Ingeniería MecánicaDocumento2 pagineMalla 2018 - Ingeniería MecánicaAngel Sanchez VilcaNessuna valutazione finora
- Diccionario Inglés-Español CaterpillarDocumento128 pagineDiccionario Inglés-Español Caterpillardiego martinez100% (1)
- Operacion y Mantenimiento RL 852 TSL 2 6 PDFDocumento100 pagineOperacion y Mantenimiento RL 852 TSL 2 6 PDFAngel Sanchez VilcaNessuna valutazione finora
- Ingenieria IndustrialDocumento1 paginaIngenieria IndustrialKenjiroNessuna valutazione finora
- Remate de Herramientas PDFDocumento45 pagineRemate de Herramientas PDFAngel Sanchez VilcaNessuna valutazione finora
- Bases Sede Arequipa MateDocumento10 pagineBases Sede Arequipa MateAngel Sanchez VilcaNessuna valutazione finora
- Carrera Maquinaria Pesada VIRTUAL 1Documento38 pagineCarrera Maquinaria Pesada VIRTUAL 1Angel Sanchez VilcaNessuna valutazione finora
- Formato AtsDocumento1 paginaFormato AtsRicardo Poémape ChirinosNessuna valutazione finora
- Ingenieria IndustrialDocumento1 paginaIngenieria IndustrialKenjiroNessuna valutazione finora
- #2 Hoja Sobre Sustancias Peligrosas (MSDS) - 0 PDFDocumento2 pagine#2 Hoja Sobre Sustancias Peligrosas (MSDS) - 0 PDFAngel Sanchez VilcaNessuna valutazione finora
- Carrera Maquinaria Pesada VIRTUAL 1Documento38 pagineCarrera Maquinaria Pesada VIRTUAL 1Angel Sanchez VilcaNessuna valutazione finora
- Formato AtsDocumento1 paginaFormato AtsRicardo Poémape ChirinosNessuna valutazione finora
- MessengerDocumento59 pagineMessengerAngel Sanchez VilcaNessuna valutazione finora
- Relación de Productos Con Código de Stock (Erf #2)Documento5 pagineRelación de Productos Con Código de Stock (Erf #2)Angel Sanchez VilcaNessuna valutazione finora
- Diccionario Inglés-Español CaterpillarDocumento128 pagineDiccionario Inglés-Español Caterpillardiego martinez100% (1)
- F-001 - Queja o ReclamoDocumento2 pagineF-001 - Queja o ReclamoAngel Sanchez VilcaNessuna valutazione finora
- Idp Ime 030Documento105 pagineIdp Ime 030Benjamin Victor JuradoNessuna valutazione finora
- Manual Usuario - Campus Ferreycorp PDFDocumento3 pagineManual Usuario - Campus Ferreycorp PDFAngel Sanchez VilcaNessuna valutazione finora
- Material Planes Mantenimiento Equipos Caterpillar Construccion Mineria Soluciones FerreyrosDocumento20 pagineMaterial Planes Mantenimiento Equipos Caterpillar Construccion Mineria Soluciones FerreyrosHeber ArcanaNessuna valutazione finora
- F-001 - Queja o ReclamoDocumento2 pagineF-001 - Queja o ReclamoAngel Sanchez VilcaNessuna valutazione finora
- Idp Ime 030Documento105 pagineIdp Ime 030Benjamin Victor JuradoNessuna valutazione finora
- Resumen - Corina Yturbe (2005)Documento4 pagineResumen - Corina Yturbe (2005)ReySalmon100% (2)
- Zombies Faq EsDocumento4 pagineZombies Faq Esfabian5003Nessuna valutazione finora
- Crego Etal 2018 MagallaniaDocumento18 pagineCrego Etal 2018 Magallaniapaula caballero sotoNessuna valutazione finora
- Mapa Conceptual MediciónDocumento1 paginaMapa Conceptual MediciónjoselugoNessuna valutazione finora
- Resumen Ejecutivo - 074606Documento4 pagineResumen Ejecutivo - 074606SpeedCube 69Nessuna valutazione finora
- HD 002GP0668B 300 07 1004 - 0 PDFDocumento6 pagineHD 002GP0668B 300 07 1004 - 0 PDFAldo QuispeNessuna valutazione finora
- Presentacion Fundamentos EpistemologicosDocumento10 paginePresentacion Fundamentos EpistemologicosSOFIA FERNANDA TORO SALAZARNessuna valutazione finora
- Tipos de EventosDocumento33 pagineTipos de EventosFrancisco TorresNessuna valutazione finora
- Criminología Clínica y Criminología GeneralDocumento15 pagineCriminología Clínica y Criminología GeneralSergio Mg100% (3)
- Operaciones UNitarias Ejercicios Resueltos Total 4 EjerciosDocumento25 pagineOperaciones UNitarias Ejercicios Resueltos Total 4 EjerciosCristian Anconeyra0% (1)
- Ensayo FisicaDocumento6 pagineEnsayo FisicaMiguel Ángel VillamaresNessuna valutazione finora
- Recetario Masas LaminadasDocumento10 pagineRecetario Masas LaminadasKOGI Productos y AlimentosNessuna valutazione finora
- Manejo de MaterialesDocumento20 pagineManejo de MaterialesKike AboytesNessuna valutazione finora
- CV Raul Macedo DocumentadoDocumento20 pagineCV Raul Macedo DocumentadoRaúl Macedo AndradeNessuna valutazione finora
- JC NavaDocumento10 pagineJC NavaWilliams BriceñoNessuna valutazione finora
- Carlainforme Globla Test Sds Busqueda AutodirigidaDocumento9 pagineCarlainforme Globla Test Sds Busqueda Autodirigidacarla_rodelaNessuna valutazione finora
- Informe ReunionDocumento4 pagineInforme ReunionMaria Dennisee PavonNessuna valutazione finora
- 4082-Texto Del Artículo-14080-1-10-20211119Documento13 pagine4082-Texto Del Artículo-14080-1-10-20211119Tvbox JiménezNessuna valutazione finora
- G&G DiaclasasDocumento4 pagineG&G DiaclasasDiego IriarteNessuna valutazione finora
- Práctica 8 Presión de Vapor Equipo 3Documento10 paginePráctica 8 Presión de Vapor Equipo 3Sam HernandezNessuna valutazione finora
- Achivo de GachalaDocumento111 pagineAchivo de GachalaAlexha MamaxhithazNessuna valutazione finora
- Ley de DaltonDocumento14 pagineLey de DaltonWendel Js García Sarmiento0% (1)
- Deme - Red Semantica de AccionesDocumento2 pagineDeme - Red Semantica de AccionesAdemia LolNessuna valutazione finora
- Trastornos FacticiosDocumento3 pagineTrastornos FacticiosGustgzNessuna valutazione finora
- U2 - Informe - 5442 - Grupo Nº7Documento11 pagineU2 - Informe - 5442 - Grupo Nº7MARIA EMILIA ROCA ROJASNessuna valutazione finora
- Producto N°1Documento17 pagineProducto N°1Edson Salgueron HuillcaNessuna valutazione finora
- Manual Unidad 2 - Psicología - Social - y - ComunitariaDocumento50 pagineManual Unidad 2 - Psicología - Social - y - ComunitariaMARISOL NOA MENDOZANessuna valutazione finora
- Control de Produccion Curso de Pesaje Dinamico en Correas Transportadoras TCON ChileDocumento3 pagineControl de Produccion Curso de Pesaje Dinamico en Correas Transportadoras TCON ChileDaniel Ernesto Nauduan FloresNessuna valutazione finora
- 1 Diciembre Proyecto de AprendizajeDocumento58 pagine1 Diciembre Proyecto de AprendizajeAnny Torres100% (2)