Potrebbero piacerti anche
- Cost-Effective Pension Planning: Work in America Institute Studies in Productivity: Highlights of The LiteratureDa EverandCost-Effective Pension Planning: Work in America Institute Studies in Productivity: Highlights of The LiteratureNessuna valutazione finora
- Us 5162407Documento9 pagineUs 5162407Juanan LopezNessuna valutazione finora
- United States Patent (191: Choi Et A1. (45) Date of Patent: Oct. 7, 1986Documento15 pagineUnited States Patent (191: Choi Et A1. (45) Date of Patent: Oct. 7, 1986arbeyvillalbaNessuna valutazione finora
- United States Patent: Keady Et Al. (45) Date of Patent: Aug. 7, 2001Documento20 pagineUnited States Patent: Keady Et Al. (45) Date of Patent: Aug. 7, 2001Rodrigo MazzarellaNessuna valutazione finora
- Unlted States Patent (191 (11) Patent Number: 4,753,700: Fant (45) Date of Patent: Jun. 28, 1988Documento5 pagineUnlted States Patent (191 (11) Patent Number: 4,753,700: Fant (45) Date of Patent: Jun. 28, 1988Joe budarNessuna valutazione finora
- United States Patent (19) : Mitchell Et Al. (45) Date of Patent: Feb. 13, 1990Documento7 pagineUnited States Patent (19) : Mitchell Et Al. (45) Date of Patent: Feb. 13, 1990choloqfNessuna valutazione finora
- Us 4432328Documento6 pagineUs 4432328Kristee Ann KellyNessuna valutazione finora
- Us 5356671Documento5 pagineUs 5356671wjzabalaNessuna valutazione finora
- Us 47524704r4r4rDocumento8 pagineUs 47524704r4r4rResti Darojatin HalimaNessuna valutazione finora
- Patente 4.655.879Documento6 paginePatente 4.655.879Yago BoullaudeNessuna valutazione finora
- United States Patent (191: Graves (45) Date of Patent: Oct. 7, 1997Documento6 pagineUnited States Patent (191: Graves (45) Date of Patent: Oct. 7, 1997Anonymous vWSYmPNessuna valutazione finora
- United States Patent 1191: Novice (45) Apr. 20, 1976Documento9 pagineUnited States Patent 1191: Novice (45) Apr. 20, 1976SandraDojčinovićNessuna valutazione finora
- United States Patent (19) : (45) Date of Patent: Dec. 8, 1998Documento6 pagineUnited States Patent (19) : (45) Date of Patent: Dec. 8, 1998nagy_andor_csongorNessuna valutazione finora
- Us 5763720Documento12 pagineUs 5763720RafliNessuna valutazione finora
- US6263664Documento29 pagineUS6263664Erin GokNessuna valutazione finora
- Bentoni̇t SaflaştirmaDocumento6 pagineBentoni̇t SaflaştirmaakramNessuna valutazione finora
- Ulllted States Patent (10) Patent N0.: US 7,259,318 B2Documento11 pagineUlllted States Patent (10) Patent N0.: US 7,259,318 B2trkonjicNessuna valutazione finora
- Uilltgd States Patent (19) (11) Patent Number: 5,758,782: Ru Ert (45) Date of Patent: Jun. 2, 1998Documento9 pagineUilltgd States Patent (19) (11) Patent Number: 5,758,782: Ru Ert (45) Date of Patent: Jun. 2, 1998Leonardo Andres Vargas EspinozaNessuna valutazione finora
- United States Patent (19) 11 Patent Number: 6,011,134: Marks Et Al. (45) Date of Patent: Jan. 4, 2000Documento5 pagineUnited States Patent (19) 11 Patent Number: 6,011,134: Marks Et Al. (45) Date of Patent: Jan. 4, 2000Affinta LorenzaNessuna valutazione finora
- United States Patent (19) : 11 Patent Number: 45 Date of PatentDocumento10 pagineUnited States Patent (19) : 11 Patent Number: 45 Date of PatentFernando SImonelliNessuna valutazione finora
- Us 5218367Documento14 pagineUs 5218367Onyinyeeh ChidolueNessuna valutazione finora
- Us 6251262Documento8 pagineUs 6251262peymanNessuna valutazione finora
- US4817304Documento9 pagineUS4817304Asaf GutmanNessuna valutazione finora
- Halliburton Primary CementingDocumento12 pagineHalliburton Primary CementingLara CitlalliNessuna valutazione finora
- U.S. Pat. 9,601,100, Magnetic Pickup With External Tone Shaper (Noiseless), March 21, 2017.Documento44 pagineU.S. Pat. 9,601,100, Magnetic Pickup With External Tone Shaper (Noiseless), March 21, 2017.Duane BlakeNessuna valutazione finora
- 2-2 Sas' R&DS: % Na4 SixsDocumento12 pagine2-2 Sas' R&DS: % Na4 SixsdfvgdfvdfvdsvsfvNessuna valutazione finora
- US8069593Documento9 pagineUS8069593PUVAN TSTNessuna valutazione finora
- United States Patent (19) : Llllllllllllllllllllllllllllllllllllllllllillll - LL - LLLLLLLLLLLLLLLLLLLLLLLDocumento6 pagineUnited States Patent (19) : Llllllllllllllllllllllllllllllllllllllllllillll - LL - LLLLLLLLLLLLLLLLLLLLLLLthomas cookNessuna valutazione finora
- United States Patent: 73 Assignee: Acrion Technologies, Inc., Valley View, 3. E. em (I. R35Documento10 pagineUnited States Patent: 73 Assignee: Acrion Technologies, Inc., Valley View, 3. E. em (I. R35jeremyhoveNessuna valutazione finora
- Patent US4900048ADocumento26 paginePatent US4900048Aabdul bariNessuna valutazione finora
- LL - LLLLLLLLLLLLLL - LLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLDocumento16 pagineLL - LLLLLLLLLLLLLL - LLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLIrelena RomeroNessuna valutazione finora
- Us4808262 Method For DevolatilizingDocumento12 pagineUs4808262 Method For DevolatilizingBilly FowlerNessuna valutazione finora
- Us5438086 PDFDocumento23 pagineUs5438086 PDFmagicnogaNessuna valutazione finora
- United States Patent (19) (11) Patent Number:: Mueller (45) Date of PatentDocumento14 pagineUnited States Patent (19) (11) Patent Number:: Mueller (45) Date of PatentJoe budarNessuna valutazione finora
- Unite Patent (19) : EnglandDocumento4 pagineUnite Patent (19) : EnglandDoinitaNessuna valutazione finora
- R. E. S. H.E.H.S: (12) United States Patent (10) Patent No.: US 6, 177,600 B1Documento11 pagineR. E. S. H.E.H.S: (12) United States Patent (10) Patent No.: US 6, 177,600 B1Hazeq AzaharNessuna valutazione finora
- Us8316665 PDFDocumento9 pagineUs8316665 PDFnangkarak8201Nessuna valutazione finora
- C D 12 C D: United States Patent (19) 11 Patent Number: 5,122,235Documento7 pagineC D 12 C D: United States Patent (19) 11 Patent Number: 5,122,235sundharNessuna valutazione finora
- Ulllted States Patent (19) (11) Patent Number: 6,118,097: Kaga Et Al. (45) Date of Patent: Sep. 12, 2000Documento27 pagineUlllted States Patent (19) (11) Patent Number: 6,118,097: Kaga Et Al. (45) Date of Patent: Sep. 12, 2000xinfeng HENessuna valutazione finora
- United States Design Patent (10) Patent No.:: US D447,443 SDocumento4 pagineUnited States Design Patent (10) Patent No.:: US D447,443 Sreka1950Nessuna valutazione finora
- Treatment of Wastewater and Sludges 1997 CATABOL US 5616241Documento57 pagineTreatment of Wastewater and Sludges 1997 CATABOL US 5616241miguel_vera6592Nessuna valutazione finora
- U.S. Design Pat. 388,117, Guitar Peghead, Eddie Van Halen, 1997.Documento3 pagineU.S. Design Pat. 388,117, Guitar Peghead, Eddie Van Halen, 1997.Duane BlakeNessuna valutazione finora
- Rheo Diecasting of Al Si PB Immiscible AlloysDocumento16 pagineRheo Diecasting of Al Si PB Immiscible AlloysHERNANDEZ1010Nessuna valutazione finora
- United States Patent (10) Patent No.: US 6,382,943 B1: Metz Et Al. (45) Date of Patent: May 7, 2002Documento8 pagineUnited States Patent (10) Patent No.: US 6,382,943 B1: Metz Et Al. (45) Date of Patent: May 7, 2002DaikinllcNessuna valutazione finora
- United States Patent (10) Patent No.: US 6,282,863 B1: Christian Et Al. (45) Date of Patent: Sep. 4, 2001Documento20 pagineUnited States Patent (10) Patent No.: US 6,282,863 B1: Christian Et Al. (45) Date of Patent: Sep. 4, 2001Munir KadernaniNessuna valutazione finora
- Ulllted States Patent (19) (11) Patent Number: 5,944,123: Johnson (45) Date of Patent: Aug. 31, 1999Documento8 pagineUlllted States Patent (19) (11) Patent Number: 5,944,123: Johnson (45) Date of Patent: Aug. 31, 1999Cường Nguyễn QuốcNessuna valutazione finora
- US10804778Documento8 pagineUS10804778rasoolNessuna valutazione finora
- United States Patent (10) Patent No.: US 6,326,458 B1Documento26 pagineUnited States Patent (10) Patent No.: US 6,326,458 B1Citra Adelina SitorusNessuna valutazione finora
- US6953534Documento13 pagineUS6953534MaboodNessuna valutazione finora
- US5640718Documento6 pagineUS5640718Shweta ChauhanNessuna valutazione finora
- Ulllted States Patent (19) (11) Patent Number: 6,153,168: Seitz Et Al. (45) Date of Patent: Nov. 28, 2000Documento6 pagineUlllted States Patent (19) (11) Patent Number: 6,153,168: Seitz Et Al. (45) Date of Patent: Nov. 28, 2000GraciaVelitarioNessuna valutazione finora
- Iii Iii Iiii: United States Patent (19) 11) Patent Number: 5,531,823Documento10 pagineIii Iii Iiii: United States Patent (19) 11) Patent Number: 5,531,823Shruti raghuvanshiNessuna valutazione finora
- Superalloy Mortartube Us7963202Documento10 pagineSuperalloy Mortartube Us7963202Adnan ColoNessuna valutazione finora
- United States Patent (10) Patent No.: US 8,083,653 B2Documento18 pagineUnited States Patent (10) Patent No.: US 8,083,653 B2Alex MungaiNessuna valutazione finora
- Air To Fuel Ratio Control For Gas Engine and Method of OperationDocumento6 pagineAir To Fuel Ratio Control For Gas Engine and Method of OperationRezaNadianNessuna valutazione finora
- United States Patent (10) Patent No.: US 7,909,748 B2Documento50 pagineUnited States Patent (10) Patent No.: US 7,909,748 B2Alex MungaiNessuna valutazione finora
- Purification of Difluoromethane by Extractive DistillationDocumento13 paginePurification of Difluoromethane by Extractive DistillationMateo VanegasNessuna valutazione finora
- United States PatentDocumento15 pagineUnited States PatentAlexcel CorporalNessuna valutazione finora
- 1 T: Ooi?'Rol: United States PatentDocumento11 pagine1 T: Ooi?'Rol: United States PatentberhaneNessuna valutazione finora
- 30 - Us4711645Documento6 pagine30 - Us4711645Michail GeorgakisNessuna valutazione finora
- Fuel Tank TestDocumento1 paginaFuel Tank TestIvan RuedaNessuna valutazione finora
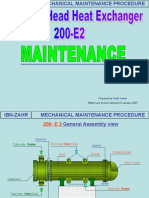
- 200 E 2 Floating Head Heat Exchanger MaintenanceDocumento16 pagine200 E 2 Floating Head Heat Exchanger Maintenancesubha50% (2)
- A Perfect FitDocumento6 pagineA Perfect Fitmostafagoly1358Nessuna valutazione finora
- Alternator Problem - Charging Problem and or Noisy Operation - 3516HDocumento3 pagineAlternator Problem - Charging Problem and or Noisy Operation - 3516Hwagner_guimarães_1Nessuna valutazione finora
- Volvo Error Codes CCMDocumento5 pagineVolvo Error Codes CCMsengottaiyan67% (9)
- ManageriumDocumento1 paginaManageriumCaptain WalkerNessuna valutazione finora
- Book Abstracts Book RedDocumento207 pagineBook Abstracts Book Redankabe100% (1)
- ISC Physics Sample Paper 1Documento9 pagineISC Physics Sample Paper 1amit77999Nessuna valutazione finora
- ISO 14001: Identifying and Evaluating Environmental Aspects: N131206 VERSION OF 14 J U LY 2014Documento34 pagineISO 14001: Identifying and Evaluating Environmental Aspects: N131206 VERSION OF 14 J U LY 2014jaskaran singhNessuna valutazione finora
- CDM - English - Formato Traducci N PblicaDocumento93 pagineCDM - English - Formato Traducci N PblicaGustavo PreciadoNessuna valutazione finora
- FINAL TEST 1 K 2Documento4 pagineFINAL TEST 1 K 2Nguyen Cuong100% (1)
- Maintenance Manual - Scissor LiftsDocumento103 pagineMaintenance Manual - Scissor LiftsStar SealNessuna valutazione finora
- Specifications For Switchboard and Commercial MeteringDocumento7 pagineSpecifications For Switchboard and Commercial MeteringchrisNessuna valutazione finora
- Production of Biodiesel From Hybrid Oil Dairy Waste Scum and Karanja and Characterization and Study of Its Performance On Diesel Engine IJERTV3IS070674 PDFDocumento5 pagineProduction of Biodiesel From Hybrid Oil Dairy Waste Scum and Karanja and Characterization and Study of Its Performance On Diesel Engine IJERTV3IS070674 PDFManish PatilNessuna valutazione finora
- Aes - Mcqs - Unit - 1 To 5Documento9 pagineAes - Mcqs - Unit - 1 To 5KumarJinneNessuna valutazione finora
- Fuel SpecDocumento16 pagineFuel SpechtutsweNessuna valutazione finora
- Blockchain For Electric Vehicles Energy Trading Requirements Opportunities and ChallengesDocumento15 pagineBlockchain For Electric Vehicles Energy Trading Requirements Opportunities and ChallengesMuhammad Akhtar MalikNessuna valutazione finora
- Data Sheet - KM01Documento4 pagineData Sheet - KM01Jose Manuel Carcamo SaezNessuna valutazione finora
- 1997 - Veletsos Et Al - Dynamics of Solid Containing TanksDocumento93 pagine1997 - Veletsos Et Al - Dynamics of Solid Containing TanksmahdiebNessuna valutazione finora
- 7 - DirectionvalvesDocumento48 pagine7 - DirectionvalvesMohamed ZahranNessuna valutazione finora
- Goulds Technical Manual Esv LDocumento87 pagineGoulds Technical Manual Esv LJampier Vidarte RodriguezNessuna valutazione finora
- Biogas Technology in Bangladesh: A Comprehensive Study On History, Present Situation, Technologies and Electricity Generation PotentialDocumento45 pagineBiogas Technology in Bangladesh: A Comprehensive Study On History, Present Situation, Technologies and Electricity Generation PotentialEagleNessuna valutazione finora
- Microprocessor Based Impedance RelayDocumento11 pagineMicroprocessor Based Impedance RelaySuresh100% (1)
- LC1044 LRP14 3PH QRG 0823Documento2 pagineLC1044 LRP14 3PH QRG 0823FlakooNessuna valutazione finora
- EFS KitDocumento13 pagineEFS KitAmalia PrassNessuna valutazione finora
- Physical Chemistry 2nd Edition Ball Solution ManualDocumento17 paginePhysical Chemistry 2nd Edition Ball Solution Manualrobyn96% (27)
- CE F311 Design of Concrete Structures: BITS PilaniDocumento50 pagineCE F311 Design of Concrete Structures: BITS Pilanijs kalyana ramaNessuna valutazione finora
- Class X Social Studies Important QuestionsDocumento17 pagineClass X Social Studies Important QuestionsSai SiddharthNessuna valutazione finora
- 6la-St, Lak-St, Lah-St, Lahk-St, Lah-SteDocumento201 pagine6la-St, Lak-St, Lah-St, Lahk-St, Lah-SteJakewell Joyce Bucol100% (2)
- A Simple Heliodon System For Horizontal Placed ModelsDocumento8 pagineA Simple Heliodon System For Horizontal Placed ModelsJournal of Contemporary Urban AffairsNessuna valutazione finora