Potrebbero piacerti anche
- Asme Section II A Sa-278Documento6 pagineAsme Section II A Sa-278Anonymous GhPzn1xNessuna valutazione finora
- Minfc930 Astm A322 Grade 4140Documento3 pagineMinfc930 Astm A322 Grade 4140Muthazhagan SaravananNessuna valutazione finora
- Asme Section Ii B Sa-494Documento10 pagineAsme Section Ii B Sa-494Monica SuarezNessuna valutazione finora
- 65 45 12 Ductile IronDocumento2 pagine65 45 12 Ductile IronD_D_76100% (1)
- Articulated Trunnion in The RodDocumento6 pagineArticulated Trunnion in The RodEng-CalculationsNessuna valutazione finora
- DS DIN 11864-1 11850 Aseptic Unions PDFDocumento7 pagineDS DIN 11864-1 11850 Aseptic Unions PDFChandhu Kurian ThampiNessuna valutazione finora
- Ab 536 Requirements For The Integrity Management of Grade 91 Steel Used Above Currently Permitted Allowable StressesDocumento17 pagineAb 536 Requirements For The Integrity Management of Grade 91 Steel Used Above Currently Permitted Allowable StressesCarlos Maldonado SalazarNessuna valutazione finora
- Mil-P-24503 Ic4Documento5 pagineMil-P-24503 Ic4Russell Simano100% (1)
- UHV Standard ComponentsDocumento101 pagineUHV Standard Componentschipulino100% (1)
- Valve - Material EquivalentDocumento3 pagineValve - Material Equivalentrenji_dannyNessuna valutazione finora
- T E F A: HE Uropean Oundry SsociationDocumento0 pagineT E F A: HE Uropean Oundry SsociationpkjenaleoNessuna valutazione finora
- Titanium FormingDocumento5 pagineTitanium FormingSiavash IraniNessuna valutazione finora
- Lamellar Graphite Cast Irons FGL 175HB - FGL 215HB - FGL 240HB Technical SpecificationsDocumento4 pagineLamellar Graphite Cast Irons FGL 175HB - FGL 215HB - FGL 240HB Technical Specificationsyusuf tolga öksüz100% (1)
- Aisi 4140 Alloy Steel (Uns g41400)Documento4 pagineAisi 4140 Alloy Steel (Uns g41400)Deepak ChaurasiaNessuna valutazione finora
- Norma 1691 DIN 1691 1985 Flake Graphite Cast Iron Grey Cast Iron PropertiesDocumento13 pagineNorma 1691 DIN 1691 1985 Flake Graphite Cast Iron Grey Cast Iron PropertiesJuan Rivera100% (1)
- Ductile Iron Castings: Standard Specification ForDocumento6 pagineDuctile Iron Castings: Standard Specification ForLuis F. LoachamínNessuna valutazione finora
- What Is NACE - MR0175 - MR0103 - en - Us - 17202Documento1 paginaWhat Is NACE - MR0175 - MR0103 - en - Us - 17202super51214Nessuna valutazione finora
- Garlock GYLON Style 3501 - Spec Sheet - (NA) 2016-12 enDocumento1 paginaGarlock GYLON Style 3501 - Spec Sheet - (NA) 2016-12 ennmosilvaNessuna valutazione finora
- Asme Sa-812 Specification For Steel Sheet, High-Strength, Low-Alloy, Hot-Rolled, For Welded Layered Pressure VesselsDocumento3 pagineAsme Sa-812 Specification For Steel Sheet, High-Strength, Low-Alloy, Hot-Rolled, For Welded Layered Pressure Vesselslucecita1902Nessuna valutazione finora
- IMI Remosa ValvesDocumento4 pagineIMI Remosa ValvesDhananjay B KNessuna valutazione finora
- DIN13 ISO Metric Threads enDocumento1 paginaDIN13 ISO Metric Threads enwagner jrNessuna valutazione finora
- Asme Section II A-2 Sa-453 Sa-453mDocumento10 pagineAsme Section II A-2 Sa-453 Sa-453mAnonymous GhPzn1xNessuna valutazione finora
- Sa 420Documento10 pagineSa 420Widya widyaNessuna valutazione finora
- Cupola Malleable Iron: Standard Specification ForDocumento4 pagineCupola Malleable Iron: Standard Specification Forali ahmedNessuna valutazione finora
- Steel, Strip, High-Carbon, Cold-Rolled, Spring Quality, General Requirements ForDocumento5 pagineSteel, Strip, High-Carbon, Cold-Rolled, Spring Quality, General Requirements ForProduction DepartmentNessuna valutazione finora
- ASTM A192, ASME SA192 American StandardDocumento1 paginaASTM A192, ASME SA192 American StandardXamir Suarez AlejandroNessuna valutazione finora
- Kaiser Aluminum Soft Alloy Tube PDFDocumento31 pagineKaiser Aluminum Soft Alloy Tube PDFgerrzen64Nessuna valutazione finora
- Seamless and Welded Austenitic and Ferritic/Austenitic Stainless Steel Sanitary TubingDocumento6 pagineSeamless and Welded Austenitic and Ferritic/Austenitic Stainless Steel Sanitary Tubingsharon blushteinNessuna valutazione finora
- Asme Sa 106 Grade A PipesDocumento1 paginaAsme Sa 106 Grade A PipesFerroPipENessuna valutazione finora
- VagogyuruDocumento856 pagineVagogyurupsnmyNessuna valutazione finora
- Astm A216-98Documento3 pagineAstm A216-98panap25100% (1)
- Common Requirements For Bolting Intended For Use at Any Temperature From Cryogenic To The Creep RangeDocumento11 pagineCommon Requirements For Bolting Intended For Use at Any Temperature From Cryogenic To The Creep RangeRobNessuna valutazione finora
- Asme II Part D Metric 2019Documento1.262 pagineAsme II Part D Metric 2019José GarcíaNessuna valutazione finora
- Lecture 3 Titanium and Its AlloysDocumento13 pagineLecture 3 Titanium and Its AlloysMarisa RobertsNessuna valutazione finora
- AstmDocumento6 pagineAstmMasih BelajarNessuna valutazione finora
- Astm A53Documento2 pagineAstm A53DeepakNessuna valutazione finora
- Particular Material Appraisal (PMA) and The Pressure Equipment Regulations (PER)Documento4 pagineParticular Material Appraisal (PMA) and The Pressure Equipment Regulations (PER)karanvkNessuna valutazione finora
- Ferrous Metals: General Grade Cast IronsDocumento8 pagineFerrous Metals: General Grade Cast IronskkamalakannaNessuna valutazione finora
- Astm A-240Documento12 pagineAstm A-240Dionatas AlcântaraNessuna valutazione finora
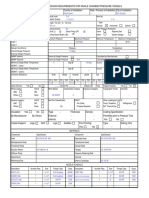
- Form U-Dr-1 User'S Design Requirements For Single Chamber Pressure VesselsDocumento3 pagineForm U-Dr-1 User'S Design Requirements For Single Chamber Pressure VesselsssNessuna valutazione finora
- Pipe SpecificationDocumento14 paginePipe SpecificationAdam NumalNessuna valutazione finora
- Power Tool Cleaning To Bare MetalDocumento5 paginePower Tool Cleaning To Bare MetalBenjamin De Paz100% (1)
- Ansi b36.10 Seamless Pipe SizesDocumento2 pagineAnsi b36.10 Seamless Pipe SizesmohitNessuna valutazione finora
- Sa 299Documento3 pagineSa 299Web LogueandoNessuna valutazione finora
- 1757 1988Documento4 pagine1757 1988Ramesh BNessuna valutazione finora
- Jis - 5k & 16k - Globe Valve - CatalogDocumento53 pagineJis - 5k & 16k - Globe Valve - CatalogRajesh ChoudharyNessuna valutazione finora
- STORAGE AND HANDLING OF ANHYDROUS AMMONIA Part 78Documento10 pagineSTORAGE AND HANDLING OF ANHYDROUS AMMONIA Part 78mah_abdelaalNessuna valutazione finora
- Thermal Linear Expansion CalculatorDocumento4 pagineThermal Linear Expansion Calculatortruong sanh NguyenNessuna valutazione finora
- Astm B62 2009Documento3 pagineAstm B62 2009Renato MassanoNessuna valutazione finora
- LR EN 10204 Type 3 - 1Documento4 pagineLR EN 10204 Type 3 - 1Jym GensonNessuna valutazione finora
- Astm B 265-2010Documento9 pagineAstm B 265-2010bryan wengNessuna valutazione finora
- Summary Fcaw-4Documento4 pagineSummary Fcaw-4Boonnak AmornvuthivornNessuna valutazione finora
- Sa 278Documento5 pagineSa 278ismaelarchilacastilloNessuna valutazione finora
- 042 - Sa-278Documento6 pagine042 - Sa-278javierNessuna valutazione finora
- Astm A 278 - A 278M - 01 (2015)Documento4 pagineAstm A 278 - A 278M - 01 (2015)Nguyễn Như ThếNessuna valutazione finora
- Gray Iron Castings For Pressure-Containing Parts For Temperatures Up To 650°F (350°C)Documento4 pagineGray Iron Castings For Pressure-Containing Parts For Temperatures Up To 650°F (350°C)sharon blushteinNessuna valutazione finora
- Asme Sa268Documento10 pagineAsme Sa268jimmysteelpipeNessuna valutazione finora
- Gray Iron Castings For Pressure-Containing Parts For Temperatures Up To 650°F (350°C)Documento4 pagineGray Iron Castings For Pressure-Containing Parts For Temperatures Up To 650°F (350°C)quiensabe0077Nessuna valutazione finora
- Steel Forgings, Austenitic, For Pressure and High Temperature PartsDocumento7 pagineSteel Forgings, Austenitic, For Pressure and High Temperature PartssarangNessuna valutazione finora
- Welding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesDa EverandWelding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesNessuna valutazione finora
- Astm D 2699 - 01 - Rdi2otktmdeDocumento49 pagineAstm D 2699 - 01 - Rdi2otktmdeSamuel EduardoNessuna valutazione finora
- D 4464 - 00 - RDQ0NJQDocumento4 pagineD 4464 - 00 - RDQ0NJQAnil100% (1)
- C 781 - 96 - Qzc4ms1sruqDocumento10 pagineC 781 - 96 - Qzc4ms1sruqneophymenNessuna valutazione finora
- Core Sampling of Graphite Electrodes: Standard Practice ForDocumento2 pagineCore Sampling of Graphite Electrodes: Standard Practice ForJGD123Nessuna valutazione finora
- D 1977 - 98 - Rde5nzctukveDocumento5 pagineD 1977 - 98 - Rde5nzctukveAnilNessuna valutazione finora
- D 4463 - 96 R01 - RDQ0NJMDocumento3 pagineD 4463 - 96 R01 - RDQ0NJMAnilNessuna valutazione finora
- D 4365 - 95 - RdqznjutotuDocumento5 pagineD 4365 - 95 - RdqznjutotuAnilNessuna valutazione finora
- D 4365 - 95 R01 - RdqznjuDocumento5 pagineD 4365 - 95 R01 - RdqznjuAnilNessuna valutazione finora
- D 1977 - 98 - Rde5nzctotgDocumento3 pagineD 1977 - 98 - Rde5nzctotgAnilNessuna valutazione finora
- D 4284 - 03 - RdqyodqtukveDocumento8 pagineD 4284 - 03 - RdqyodqtukveAnil100% (1)
- D 4284 - 03 - RdqyodqDocumento7 pagineD 4284 - 03 - RdqyodqAnilNessuna valutazione finora
- D 297 - 93 R98 Rdi5ny05m1i5oa - PDFDocumento37 pagineD 297 - 93 R98 Rdi5ny05m1i5oa - PDFMaick Steven Arriaga SandiNessuna valutazione finora
- D 4365 - 95 - RdqznjutotuDocumento5 pagineD 4365 - 95 - RdqznjutotuAnilNessuna valutazione finora
- D 4222 - 98 - RdqymjitukveDocumento8 pagineD 4222 - 98 - RdqymjitukveAnilNessuna valutazione finora
- D 1977 - 03 - Rde5nzc - PDFDocumento3 pagineD 1977 - 03 - Rde5nzc - PDFAnilNessuna valutazione finora
- D 4284 - 03 - RdqyodqtukveDocumento8 pagineD 4284 - 03 - RdqyodqtukveAnil100% (1)
- D 4365 - 95 R01 - RdqznjuDocumento5 pagineD 4365 - 95 R01 - RdqznjuAnilNessuna valutazione finora
- D 613 - 03 - Rdyxmy0wmwDocumento30 pagineD 613 - 03 - Rdyxmy0wmwAnilNessuna valutazione finora
- D 2699 - 01 - Rdi2otktmdfbDocumento50 pagineD 2699 - 01 - Rdi2otktmdfbAnilNessuna valutazione finora
- D 2699 - 03 - Rdi2otktmdmDocumento50 pagineD 2699 - 03 - Rdi2otktmdmAnilNessuna valutazione finora
- D 1977 - 98 - Rde5nzctotgDocumento3 pagineD 1977 - 98 - Rde5nzctotgAnilNessuna valutazione finora
- C 838 - 96 - Qzgzoc05ngDocumento2 pagineC 838 - 96 - Qzgzoc05ngneophymenNessuna valutazione finora
- D 750 - 00 - Rdc1mc1sruqDocumento5 pagineD 750 - 00 - Rdc1mc1sruqAnilNessuna valutazione finora
- D 2699 - 02 - Rdi2otktmdiDocumento49 pagineD 2699 - 02 - Rdi2otktmdiAnilNessuna valutazione finora
- D 909 - 00 - Rdkwos1sruqDocumento95 pagineD 909 - 00 - Rdkwos1sruqAnilNessuna valutazione finora
- D 1053 - 92a R01 - RDEWNTMDocumento9 pagineD 1053 - 92a R01 - RDEWNTMAnilNessuna valutazione finora
- Standard Test Method For Tear Strength of Conventional Vulcanized Rubber and Thermoplastic ElastomersDocumento9 pagineStandard Test Method For Tear Strength of Conventional Vulcanized Rubber and Thermoplastic ElastomersAnish Kumar100% (1)
- D 624 - 98 - Rdyync1sruqDocumento17 pagineD 624 - 98 - Rdyync1sruqAnilNessuna valutazione finora
- D 1415 - 88 R99 - Rde0mtu - PDFDocumento5 pagineD 1415 - 88 R99 - Rde0mtu - PDFGyna SHNessuna valutazione finora
- D 750 - 95 - RDC1MC05NQDocumento3 pagineD 750 - 95 - RDC1MC05NQAnilNessuna valutazione finora
- T Bar Led BrochureDocumento49 pagineT Bar Led BrochureMonica RayosNessuna valutazione finora
- PFP by MorganDocumento20 paginePFP by Morgansajid aslamNessuna valutazione finora
- Austentite Steel Thermal StabilizationDocumento17 pagineAustentite Steel Thermal StabilizationArangamar KumaranNessuna valutazione finora
- Tuff Paver SpecsDocumento7 pagineTuff Paver SpecsHurriyat Ali100% (1)
- DS11S1 - (1970) An Evaluation of The Elevated Temperature Tensile and Creep-Rupture Properties of Wrought Carbon Steel PDFDocumento102 pagineDS11S1 - (1970) An Evaluation of The Elevated Temperature Tensile and Creep-Rupture Properties of Wrought Carbon Steel PDFJacques StrappeNessuna valutazione finora
- Q1-Explain Any 1 System of Water Suppy in High Rise BuildingDocumento19 pagineQ1-Explain Any 1 System of Water Suppy in High Rise Buildingsumeet nanarkarNessuna valutazione finora
- Technical Sheet Vaso Inerziale BuferDocumento2 pagineTechnical Sheet Vaso Inerziale BuferJovisa MaricNessuna valutazione finora
- Power Plant Engineering Lesson PlanDocumento2 paginePower Plant Engineering Lesson PlanDamo Daran GNessuna valutazione finora
- Datos Tecnicos RLNDocumento7 pagineDatos Tecnicos RLNgustavoNessuna valutazione finora
- Alucobond ProductDocumento27 pagineAlucobond ProductYus wantoNessuna valutazione finora
- Type-61 ElastomerSeatedButterflyValves 10 28 2022Documento10 pagineType-61 ElastomerSeatedButterflyValves 10 28 2022viksursNessuna valutazione finora
- Pilecap DesignDocumento23 paginePilecap DesignwaikenNessuna valutazione finora
- K - To - 12 - Electrical - Learning - Module v1Documento178 pagineK - To - 12 - Electrical - Learning - Module v1Jose BundalianNessuna valutazione finora
- Steel Metal Product Supplier Provider All Product Grade ListDocumento20 pagineSteel Metal Product Supplier Provider All Product Grade ListPRAVINNessuna valutazione finora
- Bridge Cost EstimateDocumento11 pagineBridge Cost Estimatesamirbendre1Nessuna valutazione finora
- Bs 6173Documento30 pagineBs 6173Tom50% (2)
- Electrical Properties of Lead Solder AlloyDocumento9 pagineElectrical Properties of Lead Solder AlloyVedant PrustyNessuna valutazione finora
- 03 - Lost Circulation MaterialsDocumento42 pagine03 - Lost Circulation MaterialsandreaNessuna valutazione finora
- Ansi b36 10 1979Documento23 pagineAnsi b36 10 1979Roberto Wallis100% (1)
- Protastructure Suite 2024 Whats NewDocumento79 pagineProtastructure Suite 2024 Whats NewJuan RestrepoNessuna valutazione finora
- Specification For Sprinkler LPC - FSD Circular 2006 - 03Documento46 pagineSpecification For Sprinkler LPC - FSD Circular 2006 - 03James Li100% (1)
- ASME IX QW (Welding General Requirements)Documento12 pagineASME IX QW (Welding General Requirements)Ariq Fauzan100% (1)
- Contact Stresses and DeformationsDocumento10 pagineContact Stresses and DeformationsSwamy BabuNessuna valutazione finora
- Tietgen Kollegiet, DenmarkDocumento20 pagineTietgen Kollegiet, DenmarkBhavika Dabhi100% (1)
- Agencies Causing DeteriorationDocumento6 pagineAgencies Causing Deteriorationanirudh gupta100% (1)
- Kirby Corporate BrochureDocumento48 pagineKirby Corporate Brochurecpersels001Nessuna valutazione finora
- Triggers: HVAC Simple SystemsDocumento5 pagineTriggers: HVAC Simple SystemsRaviNessuna valutazione finora
- Monel® Alloy 400: C MN S Si Ni Cu FeDocumento2 pagineMonel® Alloy 400: C MN S Si Ni Cu FeD_D_76Nessuna valutazione finora
- Draft DA09 Section 8 Applied PsychrometricsDocumento54 pagineDraft DA09 Section 8 Applied PsychrometricszeNessuna valutazione finora
- 5183 Aluminum Welding WireDocumento1 pagina5183 Aluminum Welding Wiresank79Nessuna valutazione finora