Potrebbero piacerti anche
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsDa EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNessuna valutazione finora
- Product Data Sheet OK 48.60: E 'Manual Metal-Arc Welding' ESAB-MÓR KFT HungaryDocumento2 pagineProduct Data Sheet OK 48.60: E 'Manual Metal-Arc Welding' ESAB-MÓR KFT HungaryCristina CoceasuNessuna valutazione finora
- Product Data Sheet OK 48.00: E 'Manual Metal-Arc Welding'Documento2 pagineProduct Data Sheet OK 48.00: E 'Manual Metal-Arc Welding'wangshengfffNessuna valutazione finora
- Product Data Sheet OK 48.00: E 'Manual Metal-Arc Welding'Documento3 pagineProduct Data Sheet OK 48.00: E 'Manual Metal-Arc Welding'bagusrindi2801Nessuna valutazione finora
- Product Data Sheet OK 76.18: E 'Manual Metal-Arc Welding' ESAB Perstorp AB SwedenDocumento3 pagineProduct Data Sheet OK 76.18: E 'Manual Metal-Arc Welding' ESAB Perstorp AB SwedenKARLNessuna valutazione finora
- Product Data Sheet OK 48.00: E 'Manual Metal-Arc Welding'Documento2 pagineProduct Data Sheet OK 48.00: E 'Manual Metal-Arc Welding'abdulazeez88Nessuna valutazione finora
- Product Data Sheet OK 61.30: E 'Manual Metal-Arc Welding'Documento2 pagineProduct Data Sheet OK 61.30: E 'Manual Metal-Arc Welding'Bayu RahmanNessuna valutazione finora
- Product Data Sheet OK 67.55: E 'Manual Metal-Arc Welding'Documento2 pagineProduct Data Sheet OK 67.55: E 'Manual Metal-Arc Welding'rajNessuna valutazione finora
- Product Data Sheet OK 75.75: E 'Manual Metal-Arc Welding' ESAB Perstorp AB SwedenDocumento3 pagineProduct Data Sheet OK 75.75: E 'Manual Metal-Arc Welding' ESAB Perstorp AB SwedenKARLNessuna valutazione finora
- Product Data Sheet OK 74.78: E 'Manual Metal-Arc Welding' ESAB Perstorp AB SwedenDocumento2 pagineProduct Data Sheet OK 74.78: E 'Manual Metal-Arc Welding' ESAB Perstorp AB Swedentungau87Nessuna valutazione finora
- Weld ElectrodesDocumento42 pagineWeld ElectrodesNarendraNessuna valutazione finora
- Manual Metal-Arc Welding Product Data SheetDocumento2 pagineManual Metal-Arc Welding Product Data SheetC7 TGNessuna valutazione finora
- Ok 347 AutrodDocumento2 pagineOk 347 Autrodjoao guilhermeNessuna valutazione finora
- AUTROD 316LSiDocumento2 pagineAUTROD 316LSijoao guilhermeNessuna valutazione finora
- Conarc 49C: Basic ElectrodeDocumento2 pagineConarc 49C: Basic ElectrodeMark Williams100% (1)
- Product Data Sheet OK Autrod 12.51: G 'Gas-Shielded Metal-Arc Welding'Documento2 pagineProduct Data Sheet OK Autrod 12.51: G 'Gas-Shielded Metal-Arc Welding'Filipe CordeiroNessuna valutazione finora
- Universalis: Rutile ElectrodeDocumento2 pagineUniversalis: Rutile ElectrodeBeshoy RedaNessuna valutazione finora
- Boehler CN 13 4-MC FDocumento1 paginaBoehler CN 13 4-MC FFilipe CordeiroNessuna valutazione finora
- Conarc49c EngDocumento2 pagineConarc49c EngtNessuna valutazione finora
- FPO22001 ASME Filer Metal Data SheetDocumento5 pagineFPO22001 ASME Filer Metal Data Sheetyousab creator2Nessuna valutazione finora
- SMAW Bohler Fox S EV 50 1 E7018 1H4RDocumento1 paginaSMAW Bohler Fox S EV 50 1 E7018 1H4RYoga ArdiansyahNessuna valutazione finora
- Your Reliable Welding Business Partner Worldwide"Documento70 pagineYour Reliable Welding Business Partner Worldwide"Anonymous SLI4aGNessuna valutazione finora
- Product Data Sheet OK Tubrod 15.34: T 'Tubular Cored Electrode Arc Welding'Documento1 paginaProduct Data Sheet OK Tubrod 15.34: T 'Tubular Cored Electrode Arc Welding'adanmeneses1Nessuna valutazione finora
- Overcord R12: MMA Electrodes C-MN and Low-Alloy SteelsDocumento1 paginaOvercord R12: MMA Electrodes C-MN and Low-Alloy SteelsbrunizzaNessuna valutazione finora
- Supercito (E 42 5 B 32 h5)Documento1 paginaSupercito (E 42 5 B 32 h5)brunizzaNessuna valutazione finora
- SUPERCITO MMA Electrodes for Structural and Heavy WorkDocumento1 paginaSUPERCITO MMA Electrodes for Structural and Heavy Workantonio111aNessuna valutazione finora
- OK Weartrode 62 (84.84)Documento2 pagineOK Weartrode 62 (84.84)Dieng MessatsuNessuna valutazione finora
- OK Weartrode 62 (84.84)Documento2 pagineOK Weartrode 62 (84.84)Dieng MessatsuNessuna valutazione finora
- OK Weartrode 62 (84.84)Documento2 pagineOK Weartrode 62 (84.84)Dieng MessatsuNessuna valutazione finora
- Autrod 1264Documento2 pagineAutrod 1264Anonymous yL7oldKNessuna valutazione finora
- E316L-17 Rutile electrode characteristicsDocumento1 paginaE316L-17 Rutile electrode characteristicsInaamNessuna valutazione finora
- E 6013 Fincord M electrode-oerlikon-en-TN110429Documento1 paginaE 6013 Fincord M electrode-oerlikon-en-TN110429Khhg AgddsNessuna valutazione finora
- Arcaloy 430Nb (Rev.2)Documento2 pagineArcaloy 430Nb (Rev.2)RobertoNessuna valutazione finora
- Applications: TYPE: RutileDocumento1 paginaApplications: TYPE: Rutilesattar12345Nessuna valutazione finora
- SL20GDocumento2 pagineSL20Gridho_48Nessuna valutazione finora
- Supercito E: MMA Electrodes C-MN and Low-Alloy SteelsDocumento1 paginaSupercito E: MMA Electrodes C-MN and Low-Alloy Steelsantonio111aNessuna valutazione finora
- Acfrogb5xupx1uiu51q4qpegob11kinx4cpthkjuzsxe Qrny8qp19zkiaaqlrzp5mtx7fqalib7js6hirn5qet1v1 Jzc9t4e1g1 Ywrk Xx3fgo44x6qxwaembbcmDocumento1 paginaAcfrogb5xupx1uiu51q4qpegob11kinx4cpthkjuzsxe Qrny8qp19zkiaaqlrzp5mtx7fqalib7js6hirn5qet1v1 Jzc9t4e1g1 Ywrk Xx3fgo44x6qxwaembbcmdodoNessuna valutazione finora
- Product Data Sheet OK Autrod 12.64: G 'Gas-Shielded Metal-Arc Welding'Documento2 pagineProduct Data Sheet OK Autrod 12.64: G 'Gas-Shielded Metal-Arc Welding'Cem DufourNessuna valutazione finora
- B - Boehler DMO-IG - Ss - en - 5 PDFDocumento1 paginaB - Boehler DMO-IG - Ss - en - 5 PDFDimitris NikouNessuna valutazione finora
- Chromet 92: Mma All-Positional Electrode For Joining P92 Creep Resisting SteelDocumento2 pagineChromet 92: Mma All-Positional Electrode For Joining P92 Creep Resisting SteelVVan TanNessuna valutazione finora
- COVERED ELECTRODES FOR MILD STEEL WELDINGDocumento1 paginaCOVERED ELECTRODES FOR MILD STEEL WELDINGKannan MurugesanNessuna valutazione finora
- Boehler CN 13 4-MC - SWDocumento1 paginaBoehler CN 13 4-MC - SWSebastian AcostaNessuna valutazione finora
- Böhler Fox CM 2 KB: Classifi CationsDocumento1 paginaBöhler Fox CM 2 KB: Classifi CationsBranko FerenčakNessuna valutazione finora
- B - Boehler EMK 6 - de - en - 5 PDFDocumento1 paginaB - Boehler EMK 6 - de - en - 5 PDFburakNessuna valutazione finora
- Join & Repair High-Carbon Steels with NiCr HLSDocumento1 paginaJoin & Repair High-Carbon Steels with NiCr HLSwalter091011Nessuna valutazione finora
- Electrodos-Revestidos KiswellDocumento116 pagineElectrodos-Revestidos KiswellJoel FloresNessuna valutazione finora
- E 7016 Spezial electrode-oerlikon-en-TN110089Documento2 pagineE 7016 Spezial electrode-oerlikon-en-TN110089Khhg AgddsNessuna valutazione finora
- Covered (Stick) Electrodes (Smaw) Low Hydrogen ElectrodesDocumento2 pagineCovered (Stick) Electrodes (Smaw) Low Hydrogen Electrodesdarmawan listyonoNessuna valutazione finora
- Boehler EAS 4 M-IG - Tig RodDocumento1 paginaBoehler EAS 4 M-IG - Tig RodbrayanNessuna valutazione finora
- Böhler HL 51 T-MC: Seamless Cored WireDocumento2 pagineBöhler HL 51 T-MC: Seamless Cored WireFer VFNessuna valutazione finora
- CHS29 9Documento1 paginaCHS29 9sulis setiawanNessuna valutazione finora
- Tenax 35S (E 42 5 B 32 H5)Documento1 paginaTenax 35S (E 42 5 B 32 H5)brunizzaNessuna valutazione finora
- Böhler Q 71 RC (C1) : Flux-Cored Wire, Mild Steel, RutileDocumento1 paginaBöhler Q 71 RC (C1) : Flux-Cored Wire, Mild Steel, RutileRaviTeja BhamidiNessuna valutazione finora
- Elerep® 310: ClassificationDocumento2 pagineElerep® 310: ClassificationSerhii MishchenkoNessuna valutazione finora
- WeldingDocumento1 paginaWeldingNNessuna valutazione finora
- RepTec-cast IronDocumento2 pagineRepTec-cast IronSDS MANINessuna valutazione finora
- Tencord KB (E 42 4 Z B 42 h5)Documento1 paginaTencord KB (E 42 4 Z B 42 h5)brunizzaNessuna valutazione finora
- Rutile-cellulosic stick electrode for general purpose weldingDocumento1 paginaRutile-cellulosic stick electrode for general purpose weldingbrayanNessuna valutazione finora
- Cromarod Duplex B-1Documento1 paginaCromarod Duplex B-1Matija BušićNessuna valutazione finora
- Product Data Sheet Pipeweld 70S-6: G 'Gas-Shielded Metal-Arc Welding'Documento2 pagineProduct Data Sheet Pipeweld 70S-6: G 'Gas-Shielded Metal-Arc Welding'RobertoNessuna valutazione finora
- JICA Berth RequirementsDocumento100 pagineJICA Berth Requirementsattiori fabriceNessuna valutazione finora
- PWC Cps Risk Construction PDFDocumento19 paginePWC Cps Risk Construction PDFattiori fabriceNessuna valutazione finora
- Analysis of Slipway DesignsDocumento30 pagineAnalysis of Slipway DesignsshahjadaNessuna valutazione finora
- Product Sheet Damen Civil Slipway 04 2017Documento2 pagineProduct Sheet Damen Civil Slipway 04 2017attiori fabriceNessuna valutazione finora
- BIOT Resettlement Study Final Inception Report 07-04-14Documento23 pagineBIOT Resettlement Study Final Inception Report 07-04-14attiori fabriceNessuna valutazione finora
- Analysis of Slipway DesignsDocumento30 pagineAnalysis of Slipway DesignsshahjadaNessuna valutazione finora
- JICADocumento38 pagineJICAattiori fabriceNessuna valutazione finora
- Delft3D-WAVE User ManualDocumento217 pagineDelft3D-WAVE User Manualattiori fabriceNessuna valutazione finora
- 12 ESCAP - Concepts and Methods For Designing and Operating Dry PortsDocumento27 pagine12 ESCAP - Concepts and Methods For Designing and Operating Dry Portsattiori fabriceNessuna valutazione finora
- Fishery BerthsDocumento94 pagineFishery Berthsattiori fabriceNessuna valutazione finora
- Designing a Slipway Facility for Port Craft Repair and MaintenanceDocumento11 pagineDesigning a Slipway Facility for Port Craft Repair and Maintenanceattiori fabriceNessuna valutazione finora
- L1 - 2 - Shipyard Productivity PDFDocumento33 pagineL1 - 2 - Shipyard Productivity PDFattiori fabriceNessuna valutazione finora
- Https DocplayerDocumento9 pagineHttps Docplayerattiori fabriceNessuna valutazione finora
- Ways & Rails For Slipways For Dry Docking Ships: Keith MackieDocumento20 pagineWays & Rails For Slipways For Dry Docking Ships: Keith Mackieattiori fabriceNessuna valutazione finora
- Gangavaram PDFDocumento95 pagineGangavaram PDFSrikanthNessuna valutazione finora
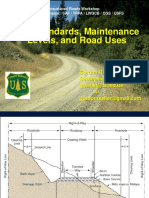
- Road Maintenance Level PDFDocumento56 pagineRoad Maintenance Level PDFattiori fabriceNessuna valutazione finora
- Road Maintenance Level - 1Documento93 pagineRoad Maintenance Level - 1attiori fabriceNessuna valutazione finora
- Road Curve Superelevation Design: Current Practices and Proposed ApproachDocumento12 pagineRoad Curve Superelevation Design: Current Practices and Proposed Approachattiori fabriceNessuna valutazione finora
- Gravel 2Documento153 pagineGravel 2Modestus SangaNessuna valutazione finora
- Performance Based Contracting - October 2014Documento43 paginePerformance Based Contracting - October 2014attiori fabriceNessuna valutazione finora
- HDMDocumento6 pagineHDMRohit MathurNessuna valutazione finora
- An Act To Establish A National Road Fund For Road Maintenance in The Republic of LiberiaDocumento24 pagineAn Act To Establish A National Road Fund For Road Maintenance in The Republic of Liberiaattiori fabrice100% (2)
- Road Maintenance SystemeDocumento12 pagineRoad Maintenance Systemeattiori fabriceNessuna valutazione finora
- LBR EV Apr07 Civil Society in Liberia Towards A Strategic Framework For SupportDocumento58 pagineLBR EV Apr07 Civil Society in Liberia Towards A Strategic Framework For Supportattiori fabriceNessuna valutazione finora
- LBR EV Apr07 Civil Society in Liberia Towards A Strategic Framework For SupportDocumento58 pagineLBR EV Apr07 Civil Society in Liberia Towards A Strategic Framework For Supportattiori fabriceNessuna valutazione finora
- Wcms 327021Documento44 pagineWcms 327021Christine ErnoNessuna valutazione finora
- Overview of HDM-4: Volume OneDocumento53 pagineOverview of HDM-4: Volume Oneattiori fabriceNessuna valutazione finora
- Rural Road Maintenance TechniquesDocumento12 pagineRural Road Maintenance Techniquesattiori fabrice100% (1)
- Periodic and Emergent MaintenanceDocumento12 paginePeriodic and Emergent Maintenanceattiori fabriceNessuna valutazione finora
- Expanding Liberia's Feeder Roads Project in Nimba County (40 charactersDocumento32 pagineExpanding Liberia's Feeder Roads Project in Nimba County (40 charactersattiori fabriceNessuna valutazione finora
- LPGDocumento16 pagineLPGMahmood Sadiq0% (1)
- FAUCETDocumento4 pagineFAUCETMartillano, Oliver C.Nessuna valutazione finora
- Pulp PaperDocumento104 paginePulp Paperabu141Nessuna valutazione finora
- Aux Steam SystemDocumento14 pagineAux Steam Systemsanjeevchhabra100% (1)
- ActuatorsDocumento17 pagineActuatorsGururaj GadadNessuna valutazione finora
- A10vo GBDocumento19 pagineA10vo GBEdgar HuimanNessuna valutazione finora
- Invelox Reference ThesisDocumento32 pagineInvelox Reference Thesishashimhasnainhadi100% (1)
- Fossil Fuel Vocab Task CardsDocumento12 pagineFossil Fuel Vocab Task CardsAnne SumidoNessuna valutazione finora
- Transformer Testing Purchase OrderDocumento2 pagineTransformer Testing Purchase Orderabdulyunus_amirNessuna valutazione finora
- SCORE Provides Energy for Sarawak DevelopmentDocumento162 pagineSCORE Provides Energy for Sarawak DevelopmentMani JackNessuna valutazione finora
- GE Insulated Case Circuit BreakersDocumento38 pagineGE Insulated Case Circuit Breakersdiscovery198Nessuna valutazione finora
- Programmable Solar Charge Controller with Nightlight FunctionDocumento7 pagineProgrammable Solar Charge Controller with Nightlight FunctionCristian PopescuNessuna valutazione finora
- Feasibility report for 130kW solar PV plantDocumento16 pagineFeasibility report for 130kW solar PV plantMohammed EL-bendaryNessuna valutazione finora
- Cable Sizing CalculationDocumento4 pagineCable Sizing CalculationRohan Gurav100% (6)
- Leak Test Procedure of BoilerDocumento3 pagineLeak Test Procedure of BoilerDavid Hoffman100% (3)
- Liquid ElectricityDocumento16 pagineLiquid ElectricitypraneethNessuna valutazione finora
- Manual Generador KatoDocumento160 pagineManual Generador Katomass72100% (4)
- Glauber Salt For Energy StorageDocumento45 pagineGlauber Salt For Energy StoragearjmandquestNessuna valutazione finora
- Scope and LimitationsDocumento2 pagineScope and LimitationsMaya100% (1)
- مشروع المحطات بهندسه حلوانDocumento315 pagineمشروع المحطات بهندسه حلوانkuchow100% (1)
- 3 Phase CircuitsDocumento37 pagine3 Phase Circuitsvasu_koneti5124100% (2)
- Solar Street Light Literature ReviewDocumento6 pagineSolar Street Light Literature Reviewafmabkbhckmajg100% (1)
- Small Wind Turbines Guide FinalDocumento41 pagineSmall Wind Turbines Guide FinaleemylNessuna valutazione finora
- 01 OSS BatteriesElectricalParts Low ResDocumento34 pagine01 OSS BatteriesElectricalParts Low Resnikle_D100% (1)
- Akai Apiflo File - 461c9a72a4fa6APIFLO M Series BrochureDocumento6 pagineAkai Apiflo File - 461c9a72a4fa6APIFLO M Series Brochure2009tamerNessuna valutazione finora
- Petroleum GeologyDocumento13 paginePetroleum GeologyRaihan FuadNessuna valutazione finora
- Orginal ProjectDocumento18 pagineOrginal ProjectSaravana KumarNessuna valutazione finora
- Linear PM Generator for Wave Energy Conversion Design and AnalysisDocumento131 pagineLinear PM Generator for Wave Energy Conversion Design and AnalysisEzaTejaKusumaNessuna valutazione finora
- Environmental Design For UrbanDocumento347 pagineEnvironmental Design For UrbanAgisa Xhemalaj100% (2)
- Title Defense WindstripDocumento5 pagineTitle Defense WindstripNico AbenojaNessuna valutazione finora