Potrebbero piacerti anche
- Metrologia OficinalDocumento64 pagineMetrologia OficinalFrancisco Font Bell100% (1)
- Programação Em Assembly Para O Microcontrolador Pic12f Volume IDa EverandProgramação Em Assembly Para O Microcontrolador Pic12f Volume IValutazione: 5 su 5 stelle5/5 (1)
- Tecnicas de Gestão.... Caderno 20130306164621 2Documento210 pagineTecnicas de Gestão.... Caderno 20130306164621 2Bruno KonsNessuna valutazione finora
- 20220819100951manual Contrato de Obras Pequeno Valor v1.2Documento62 pagine20220819100951manual Contrato de Obras Pequeno Valor v1.2Lauridana VictóriaNessuna valutazione finora
- Monetização De Veículos Elétricos: Gestão Pelo Lado Da Demanda E EletromobilidadeDa EverandMonetização De Veículos Elétricos: Gestão Pelo Lado Da Demanda E EletromobilidadeNessuna valutazione finora
- Elementos de Máquinas Elementos de Máquinas Elementos de Máquinas Elementos de Máquinas Elementos de MáquinasDocumento113 pagineElementos de Máquinas Elementos de Máquinas Elementos de Máquinas Elementos de Máquinas Elementos de MáquinasDenis ProfessorNessuna valutazione finora
- Manual de Apuracao de Ilicitos Administrativos - 3. Ed. CGE-MGDocumento427 pagineManual de Apuracao de Ilicitos Administrativos - 3. Ed. CGE-MGmarcioNessuna valutazione finora
- Aplicando Iot Para Medir Célula De Carga Com Esp8266 (nodemcu) Programado Em ArduinoDa EverandAplicando Iot Para Medir Célula De Carga Com Esp8266 (nodemcu) Programado Em ArduinoNessuna valutazione finora
- Manual - KXC - Gdi - 07 - 2019Documento27 pagineManual - KXC - Gdi - 07 - 2019MauricioSDNessuna valutazione finora
- Catalogo InaDocumento216 pagineCatalogo InaCatiane Duarte Costa ScandolaraNessuna valutazione finora
- Solid WorksDocumento204 pagineSolid WorksAbreudaSilvaNessuna valutazione finora
- Eixos Diferenciais e Componentes SpicerDocumento29 pagineEixos Diferenciais e Componentes Spicernfuria100% (1)
- Manual FPE - IEFDocumento56 pagineManual FPE - IEFFlávio Zanotto SilvestroNessuna valutazione finora
- Liquido Arrefecimento MotorDocumento16 pagineLiquido Arrefecimento MotorDanilo Formiga100% (1)
- RP007519 Material Treinamento Manutencao V1a PDFDocumento104 pagineRP007519 Material Treinamento Manutencao V1a PDFferanbaNessuna valutazione finora
- Manutencao Automotiva Sistema de SuspensaoDocumento57 pagineManutencao Automotiva Sistema de SuspensaoIury SilvaNessuna valutazione finora
- Alinhamento de Dir L PDFDocumento20 pagineAlinhamento de Dir L PDFelonNessuna valutazione finora
- Apostila Circuitos Eletrônicos - LUIZ FERRAZ NETODocumento74 pagineApostila Circuitos Eletrônicos - LUIZ FERRAZ NETOlah.fisicaNessuna valutazione finora
- Mecânica de Transmissão de Veículos A DieselDocumento72 pagineMecânica de Transmissão de Veículos A DieselYan Felipe CavalcanteNessuna valutazione finora
- Tabela Tempo Plataforma PDFDocumento23 pagineTabela Tempo Plataforma PDFDaniel OliveiraNessuna valutazione finora
- Apostila Preparação de Motores Nivel IIIDocumento47 pagineApostila Preparação de Motores Nivel IIIgabriellegcaparrotiNessuna valutazione finora
- AJP MOTOS - PR5 Manual Do UtilizadorDocumento35 pagineAJP MOTOS - PR5 Manual Do UtilizadorAJP MotosNessuna valutazione finora
- Manutencao Automotiva MetrologiaDocumento97 pagineManutencao Automotiva MetrologiaCarla MiriamNessuna valutazione finora
- Componentes Dos Motores de Combustao Interna 2 AlunoDocumento14 pagineComponentes Dos Motores de Combustao Interna 2 AlunoValdemir PereiraNessuna valutazione finora
- Manual PortuguesDocumento350 pagineManual PortuguesGerson Araujo100% (1)
- ADAMS/CAR para Equipes de Baja e Fórmula SAEDocumento1 paginaADAMS/CAR para Equipes de Baja e Fórmula SAERodrigo Bob100% (2)
- Partes Constituintes de Um Motor de CombustãoDocumento25 paginePartes Constituintes de Um Motor de CombustãoCarla Nébele F. HanauNessuna valutazione finora
- Apostila Dinamica-VeicularDocumento143 pagineApostila Dinamica-VeicularRoberto Aliandro VarellaNessuna valutazione finora
- Ufcd 1548 - t1 - Pontos de Revisão - Fabricio SousaDocumento14 pagineUfcd 1548 - t1 - Pontos de Revisão - Fabricio SousaTrolleiNessuna valutazione finora
- Catalogo Digital Creta 2022Documento21 pagineCatalogo Digital Creta 2022Adja Suzanne SeneNessuna valutazione finora
- Manual Instalação Kit Motor Bicimoto 2 Tempos 80cc 48ccDocumento42 pagineManual Instalação Kit Motor Bicimoto 2 Tempos 80cc 48ccVinicius Duque FernandesNessuna valutazione finora
- Eng Automotiva Aula 6Documento48 pagineEng Automotiva Aula 6Matheus BolandiniNessuna valutazione finora
- Geometria de SuspensãoDocumento2 pagineGeometria de SuspensãoEliete JordãoNessuna valutazione finora
- Automotiva Conteudo Programatico PDFDocumento8 pagineAutomotiva Conteudo Programatico PDFHernani GarciaNessuna valutazione finora
- Recondicionamento Do Motor : Grupo 11BDocumento62 pagineRecondicionamento Do Motor : Grupo 11BGustavo Sostenes Rodrigues NunesNessuna valutazione finora
- Estudo Mercado MotociclosDocumento14 pagineEstudo Mercado MotociclosTiago FachadaNessuna valutazione finora
- Baterias ExplicacoesDocumento10 pagineBaterias ExplicacoesAlexTrantranBertranNessuna valutazione finora
- Artigo 10Documento55 pagineArtigo 10Arthur LemosNessuna valutazione finora
- CheklistDocumento1 paginaCheklisttelmyNessuna valutazione finora
- Sistema de Medidas e ControlesDocumento54 pagineSistema de Medidas e ControlesLucia RyensoNessuna valutazione finora
- Apostila Veiculos NicolazziDocumento297 pagineApostila Veiculos NicolazziwevertonvbNessuna valutazione finora
- Manual de Aprendizagem PDFDocumento129 pagineManual de Aprendizagem PDFPaulo Henrique PaduelloNessuna valutazione finora
- Mecânica Motocicleta - BásicoDocumento38 pagineMecânica Motocicleta - BásicoHenriqueNessuna valutazione finora
- Polias e CorreiasxDocumento61 paginePolias e CorreiasxPauloEduardoCostaNessuna valutazione finora
- Fundamentos de Segurança Da Informação: Jeanine Dos Santos BarretoDocumento18 pagineFundamentos de Segurança Da Informação: Jeanine Dos Santos BarretoRibamar AraujoNessuna valutazione finora
- Tipos de Suspensão AutomotivaDocumento15 pagineTipos de Suspensão AutomotivaFELIPE CARVALHO DE CASTRO100% (1)
- Roda e PneuDocumento22 pagineRoda e Pneuballwave987Nessuna valutazione finora
- Elétrica Scooter Elétrica MODULO 01Documento9 pagineElétrica Scooter Elétrica MODULO 01Ulisses dos Santos MenezesNessuna valutazione finora
- 245qj Ekx8vDocumento5 pagine245qj Ekx8vDouglas SobralNessuna valutazione finora
- Manual BI PDFDocumento288 pagineManual BI PDFCauehRebelloNessuna valutazione finora
- Inspeção VeicularDocumento170 pagineInspeção VeicularECO DynamicNessuna valutazione finora
- Coletor de Admissão Plastico - ThiagoAndreSimoesDocumento150 pagineColetor de Admissão Plastico - ThiagoAndreSimoesReginaldo LemosNessuna valutazione finora
- CEPRA - Sistema de Segurança PassivaDocumento132 pagineCEPRA - Sistema de Segurança Passivaدانيال دي اندراديNessuna valutazione finora
- Mahle Manual de Falhas em Motores de Partidas PDFDocumento21 pagineMahle Manual de Falhas em Motores de Partidas PDFJosé Pereira TibúrcioNessuna valutazione finora
- Catalogo Automotivo Sata Nov-2019 WEBDocumento130 pagineCatalogo Automotivo Sata Nov-2019 WEBEduardo Gonzaga de MenezesNessuna valutazione finora
- Rodas, Pneus e Geometria de DireçãoDocumento80 pagineRodas, Pneus e Geometria de Direçãomitoswrc100% (2)
- Cessna 172Documento3 pagineCessna 172BrunoViniciusNessuna valutazione finora
- Manual Squid PortuguesDocumento65 pagineManual Squid PortuguesFabiano Machado DiasNessuna valutazione finora
- Gestão de Projetos, Qualidade E Pessoas em Obras de EngenhariaDocumento54 pagineGestão de Projetos, Qualidade E Pessoas em Obras de EngenhariaLorenaNessuna valutazione finora
- NBR 17240 - Detecção e Alarme de EmergênciaDocumento62 pagineNBR 17240 - Detecção e Alarme de EmergênciaLuis AdrianoNessuna valutazione finora
- 01-Utilidades Industriais 35 PDFDocumento2 pagine01-Utilidades Industriais 35 PDFLeonardo Furtado TorresNessuna valutazione finora
- Meu Carrinho - PichauDocumento5 pagineMeu Carrinho - PichauRaniel FernandesNessuna valutazione finora
- NFe Web ServiceDocumento50 pagineNFe Web ServiceJackson BorsattoNessuna valutazione finora
- Manual EDI ICS Webservice V24 2017Documento20 pagineManual EDI ICS Webservice V24 2017AndréNunes100% (1)
- Trabalho de Probabilidade No ExcelDocumento14 pagineTrabalho de Probabilidade No ExcelDaniel DebiasiNessuna valutazione finora
- Tipos de CriptografiaDocumento4 pagineTipos de CriptografiaAsctheNessuna valutazione finora
- Relatorio - Planeamento de Uma RedeDocumento14 pagineRelatorio - Planeamento de Uma RedeElisa DiasNessuna valutazione finora
- c4 Hatch PDFDocumento166 paginec4 Hatch PDFRival Coelho CoelhoNessuna valutazione finora
- Mapa Mental TCPDocumento1 paginaMapa Mental TCPRianRosalNessuna valutazione finora
- Arquivo Editável para Notificação de Término de Obra - Anexo c4Documento2 pagineArquivo Editável para Notificação de Término de Obra - Anexo c4Vinycius AzevedoNessuna valutazione finora
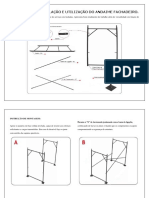
- Manual para Instalação e Utilização Do ANDAIME FACHADEIRODocumento6 pagineManual para Instalação e Utilização Do ANDAIME FACHADEIROUrielNessuna valutazione finora
- Apostila NecDocumento99 pagineApostila NecRicardi Martinelli Martins100% (1)
- Acionamento Antigo Antes Do RetrofitDocumento13 pagineAcionamento Antigo Antes Do RetrofitSolange Antonio CarlosNessuna valutazione finora
- Manual de Configuracao e Operacao DmSTM-1 Rev06Documento108 pagineManual de Configuracao e Operacao DmSTM-1 Rev06marcosbrasil123100% (1)
- Manual Ata Gkm2210t 03 12 SiteDocumento69 pagineManual Ata Gkm2210t 03 12 SiteAlessandro RibeiroNessuna valutazione finora
- Exercicios Regra de Tres Simples e CompostaDocumento5 pagineExercicios Regra de Tres Simples e Compostavinicyuspaz100% (1)
- Catalogo 1º Leilao de Setembro v4Documento12 pagineCatalogo 1º Leilao de Setembro v4sid_nelsonNessuna valutazione finora
- Declaração de EscolaridadeDocumento5 pagineDeclaração de EscolaridademarianaNessuna valutazione finora
- Manual Completo para ProgramadorDocumento9 pagineManual Completo para ProgramadorHelder MoreiraNessuna valutazione finora