Potrebbero piacerti anche
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Tank Field Inspection and Test ProcedureDocumento29 pagineTank Field Inspection and Test ProcedureFadlul Akbar Herfianto100% (2)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Tecumseh Guidelines For Utilization of R404A and R507Documento7 pagineTecumseh Guidelines For Utilization of R404A and R507Fadlul Akbar HerfiantoNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Pygas SpecDocumento1 paginaPygas SpecFadlul Akbar HerfiantoNessuna valutazione finora
- B 84567 SB PP0 DRT ST 60 0003 - 2 - AOC - Existing Fuel Gas System Adequacy CheckDocumento41 pagineB 84567 SB PP0 DRT ST 60 0003 - 2 - AOC - Existing Fuel Gas System Adequacy CheckFadlul Akbar Herfianto100% (1)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Agh IGEM-SR-16 Edition 2Documento10 pagineAgh IGEM-SR-16 Edition 2Fadlul Akbar HerfiantoNessuna valutazione finora
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Sket Pump House ModelDocumento1 paginaSket Pump House ModelFadlul Akbar HerfiantoNessuna valutazione finora
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- MSDS MolassesV2Documento3 pagineMSDS MolassesV2Fadlul Akbar HerfiantoNessuna valutazione finora
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- 029 Hot Tap Procedure 0011Documento5 pagine029 Hot Tap Procedure 0011Fadlul Akbar HerfiantoNessuna valutazione finora
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Book 1 GaegaegeagDocumento2 pagineBook 1 GaegaegeagFadlul Akbar HerfiantoNessuna valutazione finora
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
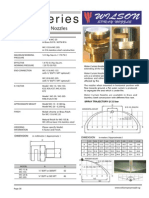
- WC Series: Water Curtain NozzlesDocumento1 paginaWC Series: Water Curtain NozzlesFadlul Akbar HerfiantoNessuna valutazione finora
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- UV Systems CatalogDocumento28 pagineUV Systems CatalogSinergroup Water Filters Water Purifiers Water SoftenersNessuna valutazione finora
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Advantages and Disadvantages of Techniques Used For WastewaterDocumento11 pagineAdvantages and Disadvantages of Techniques Used For Wastewaterafham zulhusmiNessuna valutazione finora
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- FilmTec BW30XHR PRO 440 PDS 45 D03750 enDocumento2 pagineFilmTec BW30XHR PRO 440 PDS 45 D03750 enMasoud AmirzadehfardNessuna valutazione finora
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- Brochure Alkaline HydrogenDocumento2 pagineBrochure Alkaline HydrogenMohd Firdaus DaudNessuna valutazione finora
- Nemmeli DesalDocumento4 pagineNemmeli DesalTushar NeelratanNessuna valutazione finora
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Electrodialysis 11Documento17 pagineElectrodialysis 11jishajiya100% (1)
- Owners Manual SWY200 440-60 RMRSDocumento108 pagineOwners Manual SWY200 440-60 RMRSDmitriy BelskyyNessuna valutazione finora
- North Sea 150m3 Basic (Containerized) : Owner's ManualDocumento239 pagineNorth Sea 150m3 Basic (Containerized) : Owner's ManualirdawanNessuna valutazione finora
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Water DesalinationDocumento142 pagineWater DesalinationKhaleel Jaberov100% (1)
- Elix® Reference Water Purification SystemsDocumento12 pagineElix® Reference Water Purification SystemsMerck IndiaNessuna valutazione finora
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- Customer SatisfactionDocumento102 pagineCustomer SatisfactionSandeep Chandrakar73% (15)
- Assignment QuestionsDocumento5 pagineAssignment QuestionsKinson Prabu100% (2)
- Proteus RO Type Fresh Water Generators: Seawater Desalination SystemsDocumento2 pagineProteus RO Type Fresh Water Generators: Seawater Desalination SystemsFDNessuna valutazione finora
- Name & Specification of Water Plant 500 LPH Reverse Osmosis System QTY RemarkDocumento7 pagineName & Specification of Water Plant 500 LPH Reverse Osmosis System QTY RemarkmishtinilNessuna valutazione finora
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Ukl 4040Documento11 pagineUkl 4040prabal rayNessuna valutazione finora
- Company Profile Krona Liquatec LTD: Providing WATER SOLUTIONS ForDocumento4 pagineCompany Profile Krona Liquatec LTD: Providing WATER SOLUTIONS Forkher_sumitNessuna valutazione finora
- Siwes ReportDocumento34 pagineSiwes ReportikanibashirikaniNessuna valutazione finora
- Sri Lankan Bottled Water Industry Overview1Documento11 pagineSri Lankan Bottled Water Industry Overview1Kanishka PriyankaraNessuna valutazione finora
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Amici Water Products Catalog 2020Documento60 pagineAmici Water Products Catalog 2020Jawahir GomezNessuna valutazione finora
- DBNPA Specific Gravity and ConcentrationDocumento6 pagineDBNPA Specific Gravity and ConcentrationbandarNessuna valutazione finora
- Lsro 171Documento2 pagineLsro 171mir942Nessuna valutazione finora
- 06 - Membrane Separation ProcessesDocumento141 pagine06 - Membrane Separation ProcessesNagwa Mansy100% (1)
- Membrane Separation UnitDocumento17 pagineMembrane Separation UnitAnonymous NyvKBW100% (2)
- D17384 2Documento116 pagineD17384 2Brandon ArceNessuna valutazione finora
- Iwater Ion ExchangeDocumento9 pagineIwater Ion ExchangeYogesh BadheNessuna valutazione finora
- Simply Clean - Reverse Osmosis (RO) System For High-Quality WaterDocumento2 pagineSimply Clean - Reverse Osmosis (RO) System For High-Quality WaterWattsNessuna valutazione finora
- IV On Royal WaterDocumento27 pagineIV On Royal WaterSri KumaranNessuna valutazione finora
- Grundfos Data Booklet: High-Pressure Piston Pumps 50/60 HZDocumento24 pagineGrundfos Data Booklet: High-Pressure Piston Pumps 50/60 HZMario PatarroyoNessuna valutazione finora
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Boiler Water TreatmentDocumento43 pagineBoiler Water TreatmentmasoodismNessuna valutazione finora
- APV Membrane Systems For Multi Dairy ApplicationsDocumento43 pagineAPV Membrane Systems For Multi Dairy ApplicationsRavi Chandran RNessuna valutazione finora