Potrebbero piacerti anche
- Afrox Subarc 904L: Welding Consumables Stainless SteelDocumento4 pagineAfrox Subarc 904L: Welding Consumables Stainless SteelBranko FerenčakNessuna valutazione finora
- Alloy 309Documento3 pagineAlloy 309Branko FerenčakNessuna valutazione finora
- Alloy 309lDocumento2 pagineAlloy 309lBranko FerenčakNessuna valutazione finora
- Alloy 318Documento2 pagineAlloy 318Branko FerenčakNessuna valutazione finora
- Afrox Subarc 347: Back To Section 12Documento2 pagineAfrox Subarc 347: Back To Section 12Branko FerenčakNessuna valutazione finora
- Metrode Supercore 2205P: Welding Consumables Stainless SteelDocumento2 pagineMetrode Supercore 2205P: Welding Consumables Stainless SteelBranko FerenčakNessuna valutazione finora
- AUTROD 316LSiDocumento2 pagineAUTROD 316LSijoao guilhermeNessuna valutazione finora
- Alloy 308Documento4 pagineAlloy 308Branko FerenčakNessuna valutazione finora
- Alloy 316Documento10 pagineAlloy 316Branko FerenčakNessuna valutazione finora
- AFROX Stainless Steel 98Documento1 paginaAFROX Stainless Steel 98Branko FerenčakNessuna valutazione finora
- Low Alloy13Documento5 pagineLow Alloy13Branko FerenčakNessuna valutazione finora
- CHM 316LDocumento1 paginaCHM 316LImmalatulhusnaNessuna valutazione finora
- E16 8 2Documento4 pagineE16 8 2Branko FerenčakNessuna valutazione finora
- DATASHEET WELDING CONSUMABLE - ESAB OK Tubrod 15.15-Rev14Documento2 pagineDATASHEET WELDING CONSUMABLE - ESAB OK Tubrod 15.15-Rev14Dries VandezandeNessuna valutazione finora
- Er100s GDocumento1 paginaEr100s GAhmed Abdel NabiNessuna valutazione finora
- Ok 347 AutrodDocumento2 pagineOk 347 Autrodjoao guilhermeNessuna valutazione finora
- Technical Data Sheet: Stainless Steel: SuperausteniticDocumento5 pagineTechnical Data Sheet: Stainless Steel: SuperausteniticSue EpicNessuna valutazione finora
- Coremax 308LP DataDocumento1 paginaCoremax 308LP DataLIM hoon boonNessuna valutazione finora
- AWS A5.9 ER310 BS EN ISO 14343-A-G (25 20) BS EN ISO 14343-B-SS310 JIS Z3321 Y310 GB/T 4241 H12Cr26Ni21SiDocumento1 paginaAWS A5.9 ER310 BS EN ISO 14343-A-G (25 20) BS EN ISO 14343-B-SS310 JIS Z3321 Y310 GB/T 4241 H12Cr26Ni21SiImmalatulhusnaNessuna valutazione finora
- Böhler Eas 2 PW-FDDocumento1 paginaBöhler Eas 2 PW-FDHAKANNessuna valutazione finora
- Shield - Bright 2209 FCAW (!)Documento2 pagineShield - Bright 2209 FCAW (!)rajNessuna valutazione finora
- B-41 Alloy20 Rev02Documento2 pagineB-41 Alloy20 Rev02Stephen Rey CaldeaNessuna valutazione finora
- Tig Welding W19 12 3 LSiDocumento2 pagineTig Welding W19 12 3 LSiKoen BidlotNessuna valutazione finora
- Böhler Ffb-Ig: TIG Rod, High-Alloyed, Heat ResistantDocumento1 paginaBöhler Ffb-Ig: TIG Rod, High-Alloyed, Heat ResistantSerhii MishchenkoNessuna valutazione finora
- Data Sheet A-10: Alloy TypeDocumento3 pagineData Sheet A-10: Alloy Typemohamed AdelNessuna valutazione finora
- Consumables To Match Cast & Wrought Alloy 800: Astm Bs en & DinDocumento3 pagineConsumables To Match Cast & Wrought Alloy 800: Astm Bs en & Dinankitniranjan1390Nessuna valutazione finora
- ALTIGDocumento5 pagineALTIGbokugairuNessuna valutazione finora
- Ok Tubrod 14.30a PDFDocumento1 paginaOk Tubrod 14.30a PDFqaNessuna valutazione finora
- Kms-308Lsi: Gmaw Solid Wire For Stainless SteelDocumento1 paginaKms-308Lsi: Gmaw Solid Wire For Stainless SteelStefanoTampieriNessuna valutazione finora
- Bavaria en BA-TIG 310Documento1 paginaBavaria en BA-TIG 310cocoNessuna valutazione finora
- Ultramag Sg3: Mild Steel Solid WireDocumento1 paginaUltramag Sg3: Mild Steel Solid Wireabidaliabid1Nessuna valutazione finora
- item8-LNT NiCro60.20Documento1 paginaitem8-LNT NiCro60.20VVan TanNessuna valutazione finora
- Classifications: Austenitic Stainless Welding Wire (Low C, 18%Cr-8%Ni-Mo)Documento1 paginaClassifications: Austenitic Stainless Welding Wire (Low C, 18%Cr-8%Ni-Mo)felipeNessuna valutazione finora
- B - Boehler NiMo 1-IG - de - en - 5Documento1 paginaB - Boehler NiMo 1-IG - de - en - 5cristian popescuNessuna valutazione finora
- Er308l PDFDocumento1 paginaEr308l PDFnargissuhailNessuna valutazione finora
- Classifications: Austenitic Stainless Welding Wire (Low C, 18%Cr-8%Ni)Documento1 paginaClassifications: Austenitic Stainless Welding Wire (Low C, 18%Cr-8%Ni)Joni HartonoNessuna valutazione finora
- Tetra V 309L-G: Technical Data Sheet Cored Welding WireDocumento1 paginaTetra V 309L-G: Technical Data Sheet Cored Welding WireawNessuna valutazione finora
- Bavaria en BA-TIG 308LDocumento1 paginaBavaria en BA-TIG 308LcocoNessuna valutazione finora
- Duplex Stainless Steel 2205 PDFDocumento1 paginaDuplex Stainless Steel 2205 PDFSalmanNessuna valutazione finora
- Material No. EN Symbol (Short) Aisi/Sae UNS Afnor BS Alloy Registered Work's Labelen StandardsDocumento1 paginaMaterial No. EN Symbol (Short) Aisi/Sae UNS Afnor BS Alloy Registered Work's Labelen StandardschetanNessuna valutazione finora
- Union TG 55 M: Classifications EN ISO 17632-A EN ISO 17632-B AWS A5.20Documento2 pagineUnion TG 55 M: Classifications EN ISO 17632-A EN ISO 17632-B AWS A5.20brunizzaNessuna valutazione finora
- Tetra S 316L-G: Technical Data Sheet Cored Welding WireDocumento1 paginaTetra S 316L-G: Technical Data Sheet Cored Welding WirePeter TvardzíkNessuna valutazione finora
- GRADE 302: Element Content (%)Documento3 pagineGRADE 302: Element Content (%)Shashank Saxena100% (1)
- 89 Aristorod Rev4 ER120S GDocumento2 pagine89 Aristorod Rev4 ER120S Grusf123Nessuna valutazione finora
- 29102015000000B - Boehler DCMS-IG - SWDocumento1 pagina29102015000000B - Boehler DCMS-IG - SWErdinc BayatNessuna valutazione finora
- 29102015000000B - Boehler DCMS-IG - SWDocumento1 pagina29102015000000B - Boehler DCMS-IG - SWErdinc BayatNessuna valutazione finora
- Inertfil 308lsi: MIG-MAG Wires Stainless and Heat Resistant SteelsDocumento1 paginaInertfil 308lsi: MIG-MAG Wires Stainless and Heat Resistant SteelsEdison CheongNessuna valutazione finora
- CHG 308LDocumento1 paginaCHG 308LImmalatulhusnaNessuna valutazione finora
- item11-LNT NiCroMo 59.23Documento1 paginaitem11-LNT NiCroMo 59.23VVan TanNessuna valutazione finora
- ASTM A36 MildDocumento4 pagineASTM A36 MildjyothiNessuna valutazione finora
- Boehler CN 23 12 PW-FDDocumento1 paginaBoehler CN 23 12 PW-FDbrayanNessuna valutazione finora
- NI-182 Victory ENICRFE-3 Electrode Data SheetDocumento1 paginaNI-182 Victory ENICRFE-3 Electrode Data SheetgianNessuna valutazione finora
- Nickel Strip For BatteriesDocumento12 pagineNickel Strip For BatteriesSidNessuna valutazione finora
- Filcord D: MIG/MAG Solid wires-TIG Rods C-MN and Low-Alloy SteelsDocumento2 pagineFilcord D: MIG/MAG Solid wires-TIG Rods C-MN and Low-Alloy SteelsPavelNessuna valutazione finora
- Matmatch Is Trusted by 2 Million+ Engineers and Product Developers Each YearDocumento3 pagineMatmatch Is Trusted by 2 Million+ Engineers and Product Developers Each Yearhardeep SinghNessuna valutazione finora
- Welding Electrodes CatalogueDocumento7 pagineWelding Electrodes CatalogueFiroj Al HasanNessuna valutazione finora
- TUV Hakc CE CWB ABS Rina DB DNV-GL TL TSE: Gas Metal Arc (MAG) Welding Wire Non Alloyed SteelsDocumento4 pagineTUV Hakc CE CWB ABS Rina DB DNV-GL TL TSE: Gas Metal Arc (MAG) Welding Wire Non Alloyed SteelsKhaled GamalNessuna valutazione finora
- Product Data Sheet Pipeweld 70S-6: G 'Gas-Shielded Metal-Arc Welding'Documento2 pagineProduct Data Sheet Pipeweld 70S-6: G 'Gas-Shielded Metal-Arc Welding'RobertoNessuna valutazione finora
- Handbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantDa EverandHandbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantValutazione: 3.5 su 5 stelle3.5/5 (3)
- MB Evo/Evo Torches: Air & Liquid CooledDocumento1 paginaMB Evo/Evo Torches: Air & Liquid CooledBranko FerenčakNessuna valutazione finora
- Uv 420 TTRDocumento1 paginaUv 420 TTRBranko FerenčakNessuna valutazione finora
- Binz 1Documento1 paginaBinz 1Branko FerenčakNessuna valutazione finora
- Böhler Fox Skwam: Classifi CationsDocumento1 paginaBöhler Fox Skwam: Classifi CationsBranko FerenčakNessuna valutazione finora
- Böhler Cat 409 Cb-Ig: Classifi CationsDocumento1 paginaBöhler Cat 409 Cb-Ig: Classifi CationsBranko FerenčakNessuna valutazione finora
- Uv 419 TT-W: Classifi CationsDocumento1 paginaUv 419 TT-W: Classifi CationsBranko FerenčakNessuna valutazione finora
- Böhler Fox Skwa: Classifi CationsDocumento1 paginaBöhler Fox Skwa: Classifi CationsBranko FerenčakNessuna valutazione finora
- Böhler CN 13/4-Mc Hi: Classifi CationsDocumento1 paginaBöhler CN 13/4-Mc Hi: Classifi CationsBranko FerenčakNessuna valutazione finora
- Böhler Fox CN 13/4 Supra: Classifi CationsDocumento1 paginaBöhler Fox CN 13/4 Supra: Classifi CationsBranko FerenčakNessuna valutazione finora
- Marathon 543: Classifi CationsDocumento1 paginaMarathon 543: Classifi CationsBranko FerenčakNessuna valutazione finora
- Uv 420 TT-LH: Classifi CationsDocumento1 paginaUv 420 TT-LH: Classifi CationsBranko FerenčakNessuna valutazione finora
- Böhler KW 10-Ig: Classifi CationsDocumento1 paginaBöhler KW 10-Ig: Classifi CationsBranko FerenčakNessuna valutazione finora
- Thermanit P24Documento1 paginaThermanit P24Branko FerenčakNessuna valutazione finora
- Böhler Fox CM 5 KB: Classifi CationsDocumento1 paginaBöhler Fox CM 5 KB: Classifi CationsBranko FerenčakNessuna valutazione finora
- AFROX Stainless Steel 98Documento1 paginaAFROX Stainless Steel 98Branko FerenčakNessuna valutazione finora
- Coremax 71Documento2 pagineCoremax 71Branko FerenčakNessuna valutazione finora
- Böhler Fox Dcms KB: Classifi CationsDocumento1 paginaBöhler Fox Dcms KB: Classifi CationsBranko FerenčakNessuna valutazione finora
- Thermanit P23Documento1 paginaThermanit P23Branko FerenčakNessuna valutazione finora
- Böhler Fox CM 2 KB: Classifi CationsDocumento1 paginaBöhler Fox CM 2 KB: Classifi CationsBranko FerenčakNessuna valutazione finora
- 5614-1 Offizielle InterpretationenDocumento1 pagina5614-1 Offizielle InterpretationenBranko FerenčakNessuna valutazione finora
- Metrode Supercore 2205P: Welding Consumables Stainless SteelDocumento2 pagineMetrode Supercore 2205P: Welding Consumables Stainless SteelBranko FerenčakNessuna valutazione finora
- Classification SSDocumento3 pagineClassification SSBranko FerenčakNessuna valutazione finora
- Cored Wires For CMN & Low Alloy Steels: Oerlikon Fluxofil 14 HDDocumento3 pagineCored Wires For CMN & Low Alloy Steels: Oerlikon Fluxofil 14 HDBranko FerenčakNessuna valutazione finora
- Alloy 2209Documento2 pagineAlloy 2209Branko FerenčakNessuna valutazione finora
- Stainless Steel Wires For Flux Cored Welding: Afrox Coremax 308LPDocumento3 pagineStainless Steel Wires For Flux Cored Welding: Afrox Coremax 308LPBranko FerenčakNessuna valutazione finora
- Alloy 310Documento2 pagineAlloy 310Branko FerenčakNessuna valutazione finora
- E16 8 2Documento4 pagineE16 8 2Branko FerenčakNessuna valutazione finora
- Kde Pa KDF Pa KDG Pa KDH PaDocumento1 paginaKde Pa KDF Pa KDG Pa KDH PafalanksNessuna valutazione finora
- Non-Destructive Tests On Eco-Friendly Anti-Corrosion Paint: September 2017Documento10 pagineNon-Destructive Tests On Eco-Friendly Anti-Corrosion Paint: September 2017nanoNessuna valutazione finora
- TeslaDocumento13 pagineTeslaAmal ShajiNessuna valutazione finora
- Experiment 6 - 3DDocumento22 pagineExperiment 6 - 3DPoh Ching HongNessuna valutazione finora
- Quality Control Batubara Dari Channel-Pit Menuju Stockpile: Pt. Kuasing Inti MakmurDocumento10 pagineQuality Control Batubara Dari Channel-Pit Menuju Stockpile: Pt. Kuasing Inti MakmurDiiNessuna valutazione finora
- Chemical Food SafetyDocumento297 pagineChemical Food SafetyqtrystNessuna valutazione finora
- Structural SpecsDocumento42 pagineStructural SpecsJosh Jaymes MasseNessuna valutazione finora
- Exp-Function Method For Nonlinear Wave Equations: Ji-Huan He, Xu-Hong WuDocumento9 pagineExp-Function Method For Nonlinear Wave Equations: Ji-Huan He, Xu-Hong Wufalcon_vamNessuna valutazione finora
- Philippine National StandardsDocumento30 paginePhilippine National StandardsJonathan Pascua CamachoNessuna valutazione finora
- Ams 2406Documento8 pagineAms 2406Anonymous T6GllLl0Nessuna valutazione finora
- Enzyme Virtual LabDocumento4 pagineEnzyme Virtual LabSamuel Morales NavarroNessuna valutazione finora
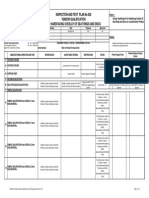
- Inspection and Test Plan No 826 Vendor Qualification For Hardfacing Overlay of Seat Rings and DiscsDocumento3 pagineInspection and Test Plan No 826 Vendor Qualification For Hardfacing Overlay of Seat Rings and DiscsGohilakrishnan ThiagarajanNessuna valutazione finora
- Ir Pd15x-Xxx-Xxx-EnDocumento8 pagineIr Pd15x-Xxx-Xxx-Enlobo7012Nessuna valutazione finora
- Available in Capacities From 35 To 2,637 Ammonia Tons!: Bulletin 153BDocumento32 pagineAvailable in Capacities From 35 To 2,637 Ammonia Tons!: Bulletin 153BHarikrishnanNessuna valutazione finora
- Curriculum Vitae Harry Rigby: Personal DetailsDocumento3 pagineCurriculum Vitae Harry Rigby: Personal Detailsharryrigby11Nessuna valutazione finora
- SolidsDocumento19 pagineSolidsAdarsh ChauhanNessuna valutazione finora
- Comparative Investigation of Organic CompundsDocumento6 pagineComparative Investigation of Organic CompundsKizer Dela Cruz100% (1)
- Ismael AnabalonDocumento35 pagineIsmael Anabalondnavarrete01Nessuna valutazione finora
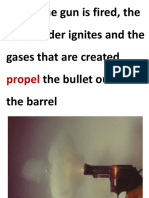
- GPR (Gun Powder Residue)Documento31 pagineGPR (Gun Powder Residue)eldie sabueroNessuna valutazione finora
- DegassingDocumento11 pagineDegassingMKOZERDEMNessuna valutazione finora
- Tilting Rotary Furnace PDFDocumento8 pagineTilting Rotary Furnace PDFLaudino Vega ValenciaNessuna valutazione finora
- Reactive DyesDocumento24 pagineReactive DyesrehanabbaciNessuna valutazione finora
- ABO & Acid CleaningDocumento38 pagineABO & Acid Cleaningsrigirisetty208100% (1)
- Qualitative ChemistryDocumento74 pagineQualitative Chemistryবিশ্বস্ত মিথ্যাবাদীNessuna valutazione finora
- Thermochemistry BookletDocumento29 pagineThermochemistry Bookletdurmic_suadaNessuna valutazione finora
- Lir - Cv.truba Jaya EngDocumento7 pagineLir - Cv.truba Jaya EngbegateamNessuna valutazione finora
- Chemistry Part II: Chapter # 06Documento2 pagineChemistry Part II: Chapter # 06Shaveeto KhanNessuna valutazione finora
- ChemistryResearchandApplicationsColeLynwood Polystyrene - SynthesisCharacteristicsandApplications NovaSciencePubInc2014 PDFDocumento320 pagineChemistryResearchandApplicationsColeLynwood Polystyrene - SynthesisCharacteristicsandApplications NovaSciencePubInc2014 PDFMestviaNessuna valutazione finora
- I - Grades & Materilas InfoDocumento32 pagineI - Grades & Materilas InfoEswara ReddyNessuna valutazione finora
- NSTM 262 OilsDocumento110 pagineNSTM 262 OilsMaria Gabriela BusteloNessuna valutazione finora