Potrebbero piacerti anche
- Grafico de Control para VariablesDocumento62 pagineGrafico de Control para VariablesHector Lopez100% (1)
- Manual PpapDocumento14 pagineManual PpapFer GoCa100% (1)
- Técnica de Los 7 Diamantes para La Resolución de ProblemasDocumento3 pagineTécnica de Los 7 Diamantes para La Resolución de ProblemasJerson David OtinianoNessuna valutazione finora
- Control Estadistico de ProcesosDocumento48 pagineControl Estadistico de ProcesosJose D Salinas100% (1)
- 7 Diamantes para La Resolución de ProblemasDocumento2 pagine7 Diamantes para La Resolución de ProblemasGilberto Ivan Díaz Moreno33% (3)
- MSADocumento22 pagineMSAJosé María Moreno100% (1)
- Metodología DMAIC NVPPDocumento12 pagineMetodología DMAIC NVPPVanessa PerezNessuna valutazione finora
- Minitab Gage R&RDocumento24 pagineMinitab Gage R&Randrés_donosso100% (1)
- TPMDocumento145 pagineTPMbtpanaestela_2612100% (7)
- Msa AiagDocumento33 pagineMsa AiagJose Luis Rodriguez100% (1)
- Taller FMEADocumento20 pagineTaller FMEAHanz Parra100% (2)
- 30 Ejercicios SPC MINITABDocumento25 pagine30 Ejercicios SPC MINITABDeivan Herrera100% (1)
- Indice de Capacidad Maquina y ProcesoDocumento12 pagineIndice de Capacidad Maquina y ProcesoStef Pinasco PonceNessuna valutazione finora
- 1 - ApqpDocumento133 pagine1 - ApqpMiguel AngelNessuna valutazione finora
- Proyecto Final IATF-APQP EQ3Documento16 pagineProyecto Final IATF-APQP EQ3Daniel Pérez RiusNessuna valutazione finora
- Estudios R&R AnovaDocumento62 pagineEstudios R&R AnovaErikson Gallardo100% (1)
- SPC APQP Curso BasicoDocumento29 pagineSPC APQP Curso BasicoLuis Garcia50% (2)
- SPC Presentacion.Documento21 pagineSPC Presentacion.jmmanzano76Nessuna valutazione finora
- Core Tools de Calidad Control Estadístico de Procesos SPC: Proceso ProductivoDocumento62 pagineCore Tools de Calidad Control Estadístico de Procesos SPC: Proceso ProductivoAngel MedinaNessuna valutazione finora
- Fase 4 - YinethBalanta - 83Documento11 pagineFase 4 - YinethBalanta - 83yineth balanta minaNessuna valutazione finora
- Índices CP, CPK y CPMDocumento20 pagineÍndices CP, CPK y CPMElsa DíMoNessuna valutazione finora
- Apqp Como Metodología LeanDocumento3 pagineApqp Como Metodología LeanJavier Montufar100% (1)
- Manual para Implementar KAIZENDocumento19 pagineManual para Implementar KAIZENjober123Nessuna valutazione finora
- Enviar Revista en PDF Sin Autorización Vulnera Derechos de Autor Si Artículos Contienen Aportes Originales Que Las Distinguen de Las Noticias Del Día (Caso Hildebrandt en Sus Trece)Documento98 pagineEnviar Revista en PDF Sin Autorización Vulnera Derechos de Autor Si Artículos Contienen Aportes Originales Que Las Distinguen de Las Noticias Del Día (Caso Hildebrandt en Sus Trece)Redaccion La Ley - PerúNessuna valutazione finora
- Que Son Las Core ToolsDocumento7 pagineQue Son Las Core ToolsGael MedinaNessuna valutazione finora
- Mediciony Mejoramiento de La ProductividadDocumento129 pagineMediciony Mejoramiento de La ProductividadIvan LopezNessuna valutazione finora
- R&RDocumento44 pagineR&Rluijamur100% (2)
- PPAPDocumento23 paginePPAPLeonardo Emmanuel Fonseca RodriguezNessuna valutazione finora
- Presentacion SPC PDFDocumento46 paginePresentacion SPC PDFMegan MirandaNessuna valutazione finora
- Herramientas EstadisticasDocumento27 pagineHerramientas EstadisticasAnonymous Fr5cqANessuna valutazione finora
- Aplicación de La Metodología Seis Sigma para La Reducción de Scrap en La Fabricación de Bumper AutomotrizDocumento96 pagineAplicación de La Metodología Seis Sigma para La Reducción de Scrap en La Fabricación de Bumper AutomotrizMiriam ZuluagaNessuna valutazione finora
- Mediciones Six SigmaDocumento28 pagineMediciones Six SigmaMind´s EyesNessuna valutazione finora
- Control Numérico y Automatización de Los Procesos de ManufacturaDocumento5 pagineControl Numérico y Automatización de Los Procesos de ManufacturaJesus SanchezNessuna valutazione finora
- MSADocumento52 pagineMSALuzFloresNessuna valutazione finora
- Minitab ANOVADocumento36 pagineMinitab ANOVAdj toexNessuna valutazione finora
- Fase de Definición de Seis SigmaDocumento23 pagineFase de Definición de Seis SigmaJesús BsNessuna valutazione finora
- CORE TOOLS Herramientas para La Industria Automotriz 2019Documento23 pagineCORE TOOLS Herramientas para La Industria Automotriz 2019Catherine Paez LancherosNessuna valutazione finora
- Entrenamiento SPC 2008Documento18 pagineEntrenamiento SPC 2008petstarNessuna valutazione finora
- VSM ExposicionDocumento12 pagineVSM ExposicionDiiegoo BaarrancOoNessuna valutazione finora
- Control Plan PresentacionDocumento7 pagineControl Plan PresentacionDanielRosalesNessuna valutazione finora
- Diseños Experimentales SHAININ MERY READocumento9 pagineDiseños Experimentales SHAININ MERY REAMery ElizabethNessuna valutazione finora
- La Prediccion de Yield de ManufacturaDocumento6 pagineLa Prediccion de Yield de ManufacturaEdgar Morales ArguelloNessuna valutazione finora
- Diseño de Experimentos DOE-DPTaguchiDocumento54 pagineDiseño de Experimentos DOE-DPTaguchijldvalle6843100% (2)
- Vda 6Documento1 paginaVda 6Emilio HipolaNessuna valutazione finora
- Aplicación Busqueda de ComponentesDocumento7 pagineAplicación Busqueda de ComponentesLinda Lozano TorresNessuna valutazione finora
- 01 Estrategia de Impacto de Six Sigma PDFDocumento36 pagine01 Estrategia de Impacto de Six Sigma PDFJuan Carlos QuinteroNessuna valutazione finora
- Core ToolsDocumento67 pagineCore ToolsArturo Zarazúa50% (2)
- Proyecto de AutomatizacionDocumento14 pagineProyecto de Automatizacionallisson_acosta18Nessuna valutazione finora
- Proyecto Seis SigmaDocumento4 pagineProyecto Seis SigmaEleazar MtzNessuna valutazione finora
- Norma UNE 66177Documento3 pagineNorma UNE 66177Daniel MorenoNessuna valutazione finora
- AMEF TamalesDocumento12 pagineAMEF TamalesDaniela NetzaNessuna valutazione finora
- Mantenimiento Productivo Total TPM, Produccion Equilibrada yDocumento45 pagineMantenimiento Productivo Total TPM, Produccion Equilibrada yAnonymous NWe9naDNessuna valutazione finora
- Ejercicio 2 Optimizacion Procesos LaboralesDocumento6 pagineEjercicio 2 Optimizacion Procesos LaboralesAlphaRoXNessuna valutazione finora
- PPAPDocumento11 paginePPAPJesus Garcia100% (1)
- Trabajo ShaininDocumento22 pagineTrabajo ShaininPamelaIvonneAguileraLiceraNessuna valutazione finora
- Six SigmaDocumento21 pagineSix Sigmajoelmx2100% (1)
- Calidad en LineaDocumento20 pagineCalidad en LineaGala CobixNessuna valutazione finora
- 05-Capacidad Del ProcesoDocumento33 pagine05-Capacidad Del ProcesoHugo MonteroNessuna valutazione finora
- Control-Estadistico-De-Procesos-Graficos de ControlDocumento48 pagineControl-Estadistico-De-Procesos-Graficos de ControlMarvin Céspedes PedrazasNessuna valutazione finora
- Capacidad Del ProcesoDocumento31 pagineCapacidad Del ProcesomigueljoseNessuna valutazione finora
- Control Estadistico de Procesos 1205368495313762 4Documento49 pagineControl Estadistico de Procesos 1205368495313762 4Yomi DiazNessuna valutazione finora
- ProcesóDocumento48 pagineProcesóDubber VilleraNessuna valutazione finora
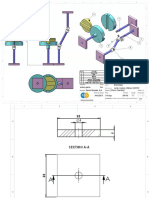
- Planos PuenteDocumento1 paginaPlanos PuenteStoneNessuna valutazione finora
- Tema 1 Termica y FluidosDocumento26 pagineTema 1 Termica y FluidosStoneNessuna valutazione finora
- TecnocuttinggDocumento4 pagineTecnocuttinggStoneNessuna valutazione finora
- EcuacionesDocumento2 pagineEcuacionesStoneNessuna valutazione finora
- Tema 2 Cargas TérmicasDocumento17 pagineTema 2 Cargas TérmicasStoneNessuna valutazione finora
- Apuntes Construcciones Nuria - 20190704 - 0001 PDFDocumento66 pagineApuntes Construcciones Nuria - 20190704 - 0001 PDFStoneNessuna valutazione finora
- Pieza SujecciónDocumento1 paginaPieza SujecciónStoneNessuna valutazione finora
- Problemas Acondicionamiento AireDocumento13 pagineProblemas Acondicionamiento AireStoneNessuna valutazione finora
- Problemas Ingenieria TermicaDocumento8 pagineProblemas Ingenieria TermicaStoneNessuna valutazione finora
- Problemas ConstruccionesDocumento10 pagineProblemas ConstruccionesStoneNessuna valutazione finora
- Problemas HormigonDocumento11 pagineProblemas HormigonStoneNessuna valutazione finora
- Fondo Soberano Modelo NoruegoDocumento12 pagineFondo Soberano Modelo NoruegoStoneNessuna valutazione finora
- Resumen Organizacion de EmpresasDocumento17 pagineResumen Organizacion de EmpresasStoneNessuna valutazione finora
- Problemas Ingenieria TermicaDocumento28 pagineProblemas Ingenieria TermicaStoneNessuna valutazione finora
- Preguntaas QuimicaDocumento5 paginePreguntaas QuimicaStoneNessuna valutazione finora
- Vibration TestingDocumento24 pagineVibration TestingStoneNessuna valutazione finora
- Junta Cardan OldhanDocumento7 pagineJunta Cardan OldhanStoneNessuna valutazione finora
- ETF 05 Turbomáquinas 2017-18 PDFDocumento84 pagineETF 05 Turbomáquinas 2017-18 PDFStoneNessuna valutazione finora
- Sílabo de EstaticaDocumento4 pagineSílabo de EstaticaJuan Carlos Ilasaca Calle0% (1)
- Memoria Easy HandDocumento2 pagineMemoria Easy HandStoneNessuna valutazione finora
- Test de VibracionesDocumento19 pagineTest de VibracionesStoneNessuna valutazione finora
- Test de VibracionesDocumento19 pagineTest de VibracionesStoneNessuna valutazione finora
- Bomba de CalorDocumento4 pagineBomba de CalorStoneNessuna valutazione finora
- Preguntas QuimicaDocumento18 paginePreguntas QuimicaStoneNessuna valutazione finora
- Instalaciones ElectricasDocumento3 pagineInstalaciones ElectricasStoneNessuna valutazione finora
- Tecnologia de Maquinas RepasoDocumento11 pagineTecnologia de Maquinas RepasoStoneNessuna valutazione finora
- Control de Calidad y Procesos IndustrialesDocumento4 pagineControl de Calidad y Procesos IndustrialesStoneNessuna valutazione finora
- Test de VibracionesDocumento19 pagineTest de VibracionesStoneNessuna valutazione finora
- Test de VibracionesDocumento19 pagineTest de VibracionesStoneNessuna valutazione finora
- Actividad 32 3er G°Personal Social. 22-09-2021Documento3 pagineActividad 32 3er G°Personal Social. 22-09-2021Adar FlamNessuna valutazione finora
- Parodia de Super Mario - Generador de Efectos de Texto - TextStudioDocumento4 pagineParodia de Super Mario - Generador de Efectos de Texto - TextStudioGutierrez Ramirez Iván Emiliano 3BNessuna valutazione finora
- Act01 Guies Per Formació Online - AluDocumento2 pagineAct01 Guies Per Formació Online - AluSylvia VilagranNessuna valutazione finora
- SAE de Nuevo Arrendamiento 2022Documento1 paginaSAE de Nuevo Arrendamiento 2022Juan Manuel Arroyo RiojasNessuna valutazione finora
- Taller Saber Hacer. Noveno IiiDocumento7 pagineTaller Saber Hacer. Noveno Iiiclase tresNessuna valutazione finora
- Movimiento-Rectilíneo-Uniforme-Variado 2Documento7 pagineMovimiento-Rectilíneo-Uniforme-Variado 2sebastian santacruzNessuna valutazione finora
- 15sony Vaio VGN Fw260feDocumento1 pagina15sony Vaio VGN Fw260feMiguel Angel Alpuche MendezNessuna valutazione finora
- Tu Cliente Recibirá y Vigencia Extendida: Promoción Por ActivaciónDocumento1 paginaTu Cliente Recibirá y Vigencia Extendida: Promoción Por ActivaciónRegino BurgosNessuna valutazione finora
- Biografía de Jordi Sierra I Fabra.Documento1 paginaBiografía de Jordi Sierra I Fabra.lidaNessuna valutazione finora
- El Cine en Los Años 20 y 30Documento7 pagineEl Cine en Los Años 20 y 30mia salazarNessuna valutazione finora
- Guia de Estudio ComunicaciónDocumento12 pagineGuia de Estudio ComunicaciónProfeRocioMateoNessuna valutazione finora
- Estadísticas: Alumnos PrefortiaDocumento6 pagineEstadísticas: Alumnos PrefortiaIldefonso GuerreroNessuna valutazione finora
- Choco Encuentra Una Mamá-Propuesta para Iniciar La Lectura en Letra Imprenta Minúsculapdf PDFDocumento21 pagineChoco Encuentra Una Mamá-Propuesta para Iniciar La Lectura en Letra Imprenta Minúsculapdf PDFCostilla NataliaNessuna valutazione finora
- Ingles, Guia #2 Periodo 3 InglesDocumento5 pagineIngles, Guia #2 Periodo 3 InglesLady MondragónNessuna valutazione finora
- Cuenta 107Documento14 pagineCuenta 107Jhoel Rojas de la CruzNessuna valutazione finora
- The BeekeeperDocumento3 pagineThe Beekeeperalvaro candia huamanNessuna valutazione finora
- FACEBOOKDocumento5 pagineFACEBOOKandres leonardo pinto cristanchoNessuna valutazione finora
- Estudiantes Reprobados - BtoDocumento31 pagineEstudiantes Reprobados - BtoLizetteMedinaNessuna valutazione finora
- Sesión 5 CECDocumento19 pagineSesión 5 CECCarlos Eduardo Barraza LopezNessuna valutazione finora
- Musculos Del Miembro Superior (Copia)Documento5 pagineMusculos Del Miembro Superior (Copia)ely melendezNessuna valutazione finora
- Liga de Corinto - Wikipedia, La Enciclopedia LibreDocumento3 pagineLiga de Corinto - Wikipedia, La Enciclopedia LibrevaniaaNessuna valutazione finora
- Guia - Hablar en PúblicoDocumento6 pagineGuia - Hablar en PúblicoBelem LópezNessuna valutazione finora
- Utileria PDFDocumento2 pagineUtileria PDFJazminNessuna valutazione finora
- CIMKTDocumento3 pagineCIMKTAle CruzNessuna valutazione finora
- Guia de EmprendimientoDocumento9 pagineGuia de EmprendimientoLaura Taborda RiveraNessuna valutazione finora
- U3 - S4 - Avance 1 - TB1Documento2 pagineU3 - S4 - Avance 1 - TB1mercyNessuna valutazione finora
- Clasificación de Errores de MediciónDocumento2 pagineClasificación de Errores de MediciónSebastian SarmientoNessuna valutazione finora
- Taller2 - Variables ClimaticasDocumento2 pagineTaller2 - Variables ClimaticasCristian Alexis Valiente BautistaNessuna valutazione finora