Potrebbero piacerti anche
- Experimental Investigation of Deposition and Wall Growth in Water Saturated Hydrocarbon Pipelines in The Absence of Free WaterDocumento7 pagineExperimental Investigation of Deposition and Wall Growth in Water Saturated Hydrocarbon Pipelines in The Absence of Free Waterchemsac2Nessuna valutazione finora
- United States Patent: AgrawalDocumento29 pagineUnited States Patent: Agrawalchemsac2Nessuna valutazione finora
- IJOGST - Volume 4 - Issue 1 - Pages 66-80 PDFDocumento15 pagineIJOGST - Volume 4 - Issue 1 - Pages 66-80 PDFchemsac2Nessuna valutazione finora
- HB 1056031Documento6 pagineHB 1056031chemsac2Nessuna valutazione finora
- On The Correlation Between Isothermal Compressibility and Isobaric ExpansivityDocumento20 pagineOn The Correlation Between Isothermal Compressibility and Isobaric Expansivitychemsac2Nessuna valutazione finora
- Batch Distillation: Practical Aspects of Design and ControlDocumento16 pagineBatch Distillation: Practical Aspects of Design and Controlchemsac2Nessuna valutazione finora
- Valve Noise ReductionDocumento7 pagineValve Noise Reductionchemsac2Nessuna valutazione finora
- Kinematics Circular MotionDocumento9 pagineKinematics Circular Motionchemsac2Nessuna valutazione finora
- 01hoyt PDFDocumento230 pagine01hoyt PDFchemsac2Nessuna valutazione finora
- Owi Eu2018 Market Forecast v6x PDFDocumento11 pagineOwi Eu2018 Market Forecast v6x PDFchemsac2Nessuna valutazione finora
- A Successful Case of Hydrocarbon Dew Point Analysis During Mixing of Natural Gases in Transmission PipelineDocumento5 pagineA Successful Case of Hydrocarbon Dew Point Analysis During Mixing of Natural Gases in Transmission Pipelinechemsac2Nessuna valutazione finora
- Leporini 2017 J. Phys.: Conf. Ser. 923 012023Documento10 pagineLeporini 2017 J. Phys.: Conf. Ser. 923 012023chemsac2Nessuna valutazione finora
- CEE Whitson Anderson Soreide TBPDocumento20 pagineCEE Whitson Anderson Soreide TBPchemsac2Nessuna valutazione finora
- Study Improves Control of Slack Line Flow - Oil & Gas JournalDocumento10 pagineStudy Improves Control of Slack Line Flow - Oil & Gas Journalchemsac2Nessuna valutazione finora
- Pressure Vessel FatigueDocumento3 paginePressure Vessel Fatiguechemsac2100% (1)
- At 03400 JSG Staggered BlowdownDocumento13 pagineAt 03400 JSG Staggered Blowdownchemsac2Nessuna valutazione finora
- VPARL1998 99no61Documento292 pagineVPARL1998 99no61chemsac2Nessuna valutazione finora
- 07 Chapter 2Documento30 pagine07 Chapter 2chemsac2Nessuna valutazione finora
- Limitations of The Schultz Calculation For Polytropic Head - A Proposal For Revision of Ptc-10Documento16 pagineLimitations of The Schultz Calculation For Polytropic Head - A Proposal For Revision of Ptc-10chemsac2Nessuna valutazione finora
- Design Operations-And-maintenance-friendly Pressure Vessels-Part 2Documento5 pagineDesign Operations-And-maintenance-friendly Pressure Vessels-Part 2chemsac2100% (1)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Air Pollution 2Documento30 pagineAir Pollution 2Rajeshwar Pratap SinghNessuna valutazione finora
- D. Product Pump House (Loading / Unloading) : Oisd - STD - 235Documento1 paginaD. Product Pump House (Loading / Unloading) : Oisd - STD - 235SunilSainiNessuna valutazione finora
- GCR RCF LowResDocumento8 pagineGCR RCF LowResMarc AlfredNessuna valutazione finora
- Project ModelDocumento10 pagineProject ModelN Dhanunjaya Rao BorraNessuna valutazione finora
- Planta Agg - AF75D6Documento4 paginePlanta Agg - AF75D6Futur Dosmilveinte100% (1)
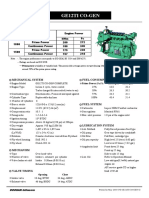
- Ge12ti Co Gen-GDocumento2 pagineGe12ti Co Gen-GTilok DasNessuna valutazione finora
- 4.5 L Engine Model: 4045HF285 Rating: Gross Power Application: Industrial - Intermittent Power Bulge - 0% Torque Rise - 27%Documento2 pagine4.5 L Engine Model: 4045HF285 Rating: Gross Power Application: Industrial - Intermittent Power Bulge - 0% Torque Rise - 27%Mihai PopaNessuna valutazione finora
- (Tim Gilles) Automotive Engines Diagnosis RepairDocumento1 pagina(Tim Gilles) Automotive Engines Diagnosis RepairAmbangan SiregarNessuna valutazione finora
- The Safe Recovery of Petrol From End of Life VehiclesDocumento22 pagineThe Safe Recovery of Petrol From End of Life VehiclesZarra FaktNessuna valutazione finora
- Wärtsilä - The Total LNG Solution ProviderDocumento8 pagineWärtsilä - The Total LNG Solution Providerlangit kitaNessuna valutazione finora
- DNV-OS-C503 Concrete LNG Terminal Structures and Containment SystemsDocumento57 pagineDNV-OS-C503 Concrete LNG Terminal Structures and Containment Systemsigor774100% (1)
- Achieving Technical Milestones: Continuity and Change During 175 Years of SulzerDocumento3 pagineAchieving Technical Milestones: Continuity and Change During 175 Years of SulzerReza KurniawanNessuna valutazione finora
- Vehiculo AvirDocumento2 pagineVehiculo AvirpaimeyNessuna valutazione finora
- Parts Manual: Hydraulic Power Supply UnitsDocumento41 pagineParts Manual: Hydraulic Power Supply UnitsAnonymous hKGD6RT82Nessuna valutazione finora
- Standard Abbreviation List by Siemens 24Documento1 paginaStandard Abbreviation List by Siemens 24Pendl PendlNessuna valutazione finora
- Wickbold Sulfur Chlorine FluorineDocumento3 pagineWickbold Sulfur Chlorine Fluorinerajesh_rbpNessuna valutazione finora
- TD610V Manual PDFDocumento184 pagineTD610V Manual PDFrburtonshaw100% (7)
- Alignment of Diesel Generator Sets With The Two-Bearing GeneratorDocumento10 pagineAlignment of Diesel Generator Sets With The Two-Bearing Generatorwillian100% (3)
- Transmission Electrical Testing On 096Documento45 pagineTransmission Electrical Testing On 096Michelle KerriganNessuna valutazione finora
- PartsDocumento4 paginePartsShaik MajeedNessuna valutazione finora
- Man MegiDocumento66 pagineMan Megihoodyz_r_usNessuna valutazione finora
- Ashok Leyland PaperDocumento12 pagineAshok Leyland PaperPoova RagavanNessuna valutazione finora
- RENR97660001Documento45 pagineRENR97660001Erlen PolancoNessuna valutazione finora
- Carbohydrates As Organic Raw MaterialsDocumento33 pagineCarbohydrates As Organic Raw MaterialsRakesh3005Nessuna valutazione finora
- Battery Technology & Fuel CellsDocumento44 pagineBattery Technology & Fuel CellsAbhishek mavatkar100% (1)
- City and Guilds 9210 Level 6 Module - Unit 128 Applied ThermodynamicsDocumento13 pagineCity and Guilds 9210 Level 6 Module - Unit 128 Applied ThermodynamicskhumisoNessuna valutazione finora
- Mobil DTE 800 Series: Maximum Protection and Performance For Gas and Steam TurbinesDocumento2 pagineMobil DTE 800 Series: Maximum Protection and Performance For Gas and Steam TurbinesPeter_Phee_341Nessuna valutazione finora
- Applied Thermodynamics QBDocumento12 pagineApplied Thermodynamics QBapi-25999517100% (1)
- How To Classify Oil TanksDocumento4 pagineHow To Classify Oil TanksDineshkumar SNessuna valutazione finora
- ForkLift MitsubishiDocumento4 pagineForkLift MitsubishiHector Aguilar CorderoNessuna valutazione finora