Potrebbero piacerti anche
- 186,523 Refrig. Panavox Nf-30wDocumento13 pagine186,523 Refrig. Panavox Nf-30wSofía Sastre PanizoNessuna valutazione finora
- Clinsd1 IfuDocumento42 pagineClinsd1 IfuLeticia RiverosNessuna valutazione finora
- Manual Olla A Presión FagorDocumento28 pagineManual Olla A Presión FagorKarim Benaissa0% (1)
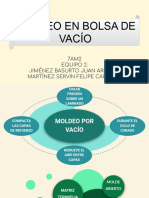
- Expo - Moldeo en Bolsa de VacíoDocumento23 pagineExpo - Moldeo en Bolsa de VacíoFelipe MartinezNessuna valutazione finora
- Tabla de Tiempos y TemperaturasDocumento9 pagineTabla de Tiempos y Temperaturasfenixeloy170% (1)
- Horno EléctricoDocumento16 pagineHorno EléctricoAgustín OssesNessuna valutazione finora
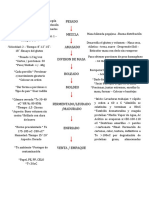
- Moldeo Por CompresiónDocumento19 pagineMoldeo Por Compresiónjin flores ramosNessuna valutazione finora
- Libro de VitrofusiónDocumento5 pagineLibro de VitrofusiónJose Bueno100% (1)
- MANUAL - UT BACKOFEN38.compressed 2Documento16 pagineMANUAL - UT BACKOFEN38.compressed 2Adolfo Cañas Castillo60% (5)
- Boletin Tecnico 2020 Resina UreicaDocumento3 pagineBoletin Tecnico 2020 Resina Ureicaleonardo salazarNessuna valutazione finora
- MANUAL UT-BACKOFEN60.compressed PDFDocumento16 pagineMANUAL UT-BACKOFEN60.compressed PDFVictor Danilo Martinez Cerda100% (1)
- Manual de - Selladora Al VacioDocumento6 pagineManual de - Selladora Al VacioLian Flores RivasNessuna valutazione finora
- SelladorkoldfastDocumento2 pagineSelladorkoldfastMarco DE LA CruzNessuna valutazione finora
- Elaboracion de Panes Enriquecidos Con Quinua o KiwichaDocumento1 paginaElaboracion de Panes Enriquecidos Con Quinua o KiwichaRosario MirandaaNessuna valutazione finora
- TRH Leã ADocumento8 pagineTRH Leã AtclceibalNessuna valutazione finora
- Falso Piso y Contrapiso Sem 3Documento23 pagineFalso Piso y Contrapiso Sem 3Jean Carlos Meza Palomino0% (1)
- Gráfico Análisis Dafo Organizado BlancoDocumento1 paginaGráfico Análisis Dafo Organizado BlancoJULIAN SANTIAGO GUTIERREZ CALDERONNessuna valutazione finora
- Ficha Técnica Aerosol Color Cril Alta TemperaturaDocumento2 pagineFicha Técnica Aerosol Color Cril Alta TemperaturaMario Daniel ConejoNessuna valutazione finora
- 0-SESION 4 EQUIPOS DE COCCION - CompressedDocumento32 pagine0-SESION 4 EQUIPOS DE COCCION - CompressedTavo ChimoyNessuna valutazione finora
- Instructivo: Parrilla A GasDocumento2 pagineInstructivo: Parrilla A GasDaniquen Lucio GonzalezNessuna valutazione finora
- Comex River TapaporoDocumento2 pagineComex River Tapaporocarpintador100% (1)
- Manejo Del Tanque Criogenico-1Documento22 pagineManejo Del Tanque Criogenico-1Keilita Velinda Vallejo InocenteNessuna valutazione finora
- FR 440 (Spanish) 1Documento11 pagineFR 440 (Spanish) 1Jorge Mosquera100% (1)
- FT 1949384 Mxsista Espuma Expansiva UniversalDocumento2 pagineFT 1949384 Mxsista Espuma Expansiva UniversalPedro Ignacio FuentesNessuna valutazione finora
- Curso Sublimacion Basico (Documento8 pagineCurso Sublimacion Basico (juansNessuna valutazione finora
- Indicadores de PinturaDocumento3 pagineIndicadores de PinturaDarisXiomaraGutierrezRodriguezNessuna valutazione finora
- Lo Que Necesita Saber Sobre La Arcilla PoliméricaDocumento8 pagineLo Que Necesita Saber Sobre La Arcilla PoliméricaJorge Ramírez VelazcoNessuna valutazione finora
- PC500 700 900 Uc HRDocumento28 paginePC500 700 900 Uc HRSalvador ChavarriaNessuna valutazione finora
- Problemas Errores y Soluciones de Los Cortes en MicrotomíaDocumento8 pagineProblemas Errores y Soluciones de Los Cortes en MicrotomíaJavier CNessuna valutazione finora
- Modulo Secador Solar CafeDocumento14 pagineModulo Secador Solar CafeUbaldo Tineo FloresNessuna valutazione finora
- Ckstpa4881 43 59007953Documento20 pagineCkstpa4881 43 59007953Luis Daniel Woiski GuilhermeNessuna valutazione finora
- Expandidos PDFDocumento6 pagineExpandidos PDFEnma Raissa Hafner DiazNessuna valutazione finora
- Ensayo Punto de AblandamientoDocumento8 pagineEnsayo Punto de AblandamientoRomario Alberto AlbinoNessuna valutazione finora
- Horno Unox XFT193Documento9 pagineHorno Unox XFT193GonzaloNessuna valutazione finora
- Fichas de Reforzamineto de La CampañaDocumento9 pagineFichas de Reforzamineto de La Campañacarlos razoNessuna valutazione finora
- Manual de Uso Olla A Presion Vitesse BraDocumento100 pagineManual de Uso Olla A Presion Vitesse BraSergio Rodriguez PadronNessuna valutazione finora
- REFRACTARY Special Materials Barbacoas Y ChimeneasDocumento2 pagineREFRACTARY Special Materials Barbacoas Y Chimeneasaluproves provesNessuna valutazione finora
- DISMAT Manual Inst. Tuberias 2020 PDFDocumento12 pagineDISMAT Manual Inst. Tuberias 2020 PDFJohn CardozoNessuna valutazione finora
- Aleacion Estaño PlomoDocumento17 pagineAleacion Estaño PlomoFrancesca Alessandra Huaman HernandezNessuna valutazione finora
- Ficha Tecnica y Certificado EpoxicoDocumento4 pagineFicha Tecnica y Certificado EpoxicoPasion Argentina EliuNessuna valutazione finora
- Polyform-Sellador-S-270-2 - Sellador DuelaDocumento3 paginePolyform-Sellador-S-270-2 - Sellador DuelaALFREDO OJENDIS PELAEZNessuna valutazione finora
- DISMAT Manual Inst Tuberias PVCDocumento12 pagineDISMAT Manual Inst Tuberias PVCRodicoNessuna valutazione finora
- TermoformadoDocumento5 pagineTermoformadoEdgar Farid Carreño FlorezNessuna valutazione finora
- Titebond OriginalDocumento2 pagineTitebond OriginalFelix OrtegaNessuna valutazione finora
- V1.3 HTHOHASA10DC+3.5Litre+Air+Fryer+CP137-AF+MANUAL+ (EU-ES) WEB PDFDocumento19 pagineV1.3 HTHOHASA10DC+3.5Litre+Air+Fryer+CP137-AF+MANUAL+ (EU-ES) WEB PDFFlamenkababy and Kids100% (1)
- Folleto Metodos de PrevencionDocumento2 pagineFolleto Metodos de PrevencionSeguridad y Salud en el TrabajoNessuna valutazione finora
- Manual de Uso Sous VideDocumento9 pagineManual de Uso Sous VideFran77cl100% (1)
- Taller Hongos MagicosDocumento67 pagineTaller Hongos MagicosKnoX87Nessuna valutazione finora
- Punto de FusionDocumento23 paginePunto de FusionKATRINA HELEN CANDIA MOYANessuna valutazione finora
- Manual Usuario Termolaminadora Spyra PremierDocumento2 pagineManual Usuario Termolaminadora Spyra PremierwolfNessuna valutazione finora
- 942 2934 1 SMDocumento12 pagine942 2934 1 SMAnonymous dE4MtEp1SNessuna valutazione finora
- Ceras para IncrustacionesDocumento15 pagineCeras para IncrustacionesjosmelilloNessuna valutazione finora
- 3 Tutorial Teorico Practico para Operador de Equipo de Termofusion Hidraulico para La Soldadura de Tuberia de PolietilenoDocumento7 pagine3 Tutorial Teorico Practico para Operador de Equipo de Termofusion Hidraulico para La Soldadura de Tuberia de Polietilenohanzflores6055Nessuna valutazione finora
- Manejo Del Pollo de Engorde en Temperaturas Extremas PDFDocumento44 pagineManejo Del Pollo de Engorde en Temperaturas Extremas PDFjose veintemillasNessuna valutazione finora
- Guia de MoldeoDocumento5 pagineGuia de MoldeoEder guarneros zarateNessuna valutazione finora
- 02BC 01 Asd912ur PDFDocumento108 pagine02BC 01 Asd912ur PDFDavid Lemos SanchezNessuna valutazione finora
- P.O. 001-19. Mantenimiento Preventivo de Creperas Fibra Scoth BrideDocumento6 pagineP.O. 001-19. Mantenimiento Preventivo de Creperas Fibra Scoth BrideChristian Bennet MartinezNessuna valutazione finora
- Libro de Cocina para la Instant Pot: 50 Recetas Instant Pot Saludables: Cookbook, Cocina, Libros de CocinaDa EverandLibro de Cocina para la Instant Pot: 50 Recetas Instant Pot Saludables: Cookbook, Cocina, Libros de CocinaValutazione: 5 su 5 stelle5/5 (1)
- Bueno para Joyeria PDFDocumento107 pagineBueno para Joyeria PDFLuis Orlando Estay Machuca100% (1)
- Romar MicrofusionDocumento4 pagineRomar MicrofusionLuis Orlando Estay Machuca100% (1)
- 2002 Peugeot 206 65617 PDFDocumento155 pagine2002 Peugeot 206 65617 PDFLuis Orlando Estay Machuca100% (1)
- Cómo Revelar Película A Color Con Químicos para Blanco y NegroDocumento3 pagineCómo Revelar Película A Color Con Químicos para Blanco y NegroLuis Orlando Estay Machuca100% (2)
- Test Wonderlic 2Documento6 pagineTest Wonderlic 2Luis Orlando Estay Machuca60% (5)
- Cuidados Del Instrumental Quirurgico LLDocumento1 paginaCuidados Del Instrumental Quirurgico LLapi-522274114100% (1)
- Tronadura y Voladura en Mineria Cielo AbiertoDocumento24 pagineTronadura y Voladura en Mineria Cielo AbiertoAle100% (2)
- Practica de Carnes LaimeDocumento19 paginePractica de Carnes LaimeCirilo LaimeNessuna valutazione finora
- Practica DirigidaDocumento2 paginePractica DirigidaGabriela Liseth Tito VargasNessuna valutazione finora
- Soluciones Amortiguadoras y Sus Generalidades.Documento58 pagineSoluciones Amortiguadoras y Sus Generalidades.Martinez Zurita Francisco IvanNessuna valutazione finora
- PROYECTO AHUYAMA (Cucurbita Maxima) Casi CompletoDocumento46 paginePROYECTO AHUYAMA (Cucurbita Maxima) Casi CompletoMarcela España100% (3)
- Seagrass Sediment Sampling Protocol and Field Study British Columbia Washington EsDocumento12 pagineSeagrass Sediment Sampling Protocol and Field Study British Columbia Washington EsgaboNessuna valutazione finora
- Geotecnia VialDocumento399 pagineGeotecnia VialLuis Lemus Mondaca100% (1)
- Mecanismos y Metodos de PruduccionDocumento6 pagineMecanismos y Metodos de PruduccionmoisesNessuna valutazione finora
- Comisaria HumayDocumento5 pagineComisaria HumayFelix Villarroel MottaNessuna valutazione finora
- Cómo Fabricar AerogelDocumento28 pagineCómo Fabricar AerogelclaudioNessuna valutazione finora
- Metodo ChiddyDocumento5 pagineMetodo ChiddyangeloNessuna valutazione finora
- Aditivos de Alimentos - TransgenicosDocumento72 pagineAditivos de Alimentos - TransgenicosExtra Plus OrdinaryNessuna valutazione finora
- ADSORCIONDocumento20 pagineADSORCIONBarrios Ibarra ElioNessuna valutazione finora
- Explique Porque Una Plancha de Acero de Bajo Carbono Al Colocarse Un Cordón de Soldadura No Se FisuraDocumento3 pagineExplique Porque Una Plancha de Acero de Bajo Carbono Al Colocarse Un Cordón de Soldadura No Se FisuraDiego CortezNessuna valutazione finora
- Practica 4 - HidraulicaDocumento19 paginePractica 4 - HidraulicaMilena BenitezNessuna valutazione finora
- CUESTIONARIO FISICA NovenoDocumento22 pagineCUESTIONARIO FISICA NovenoViviana MarcelaNessuna valutazione finora
- Pec 1 2021 2022Documento14 paginePec 1 2021 2022Martín González TrilloNessuna valutazione finora
- Proyecto Final Angela Pacheco BiodescubrimientoDocumento9 pagineProyecto Final Angela Pacheco BiodescubrimientoAngela Vanessa Pacheco Flores de ValgasNessuna valutazione finora
- Final Cosmetologia ResumenDocumento194 pagineFinal Cosmetologia ResumenguilleromopulidoNessuna valutazione finora
- Actividades Unidad 2 de QuimicaDocumento12 pagineActividades Unidad 2 de QuimicaHumibob GeneralNessuna valutazione finora
- Mobilube HD LS 80W-90Documento1 paginaMobilube HD LS 80W-90lukastadeo0% (1)
- Diapositivas PanDocumento29 pagineDiapositivas PanErika Julissa0% (1)
- Diseño y Calificación de Un WPS, PQR y WPQ de Soldadura Según Norma Api 1104 para La Estación de Recolección Campo Escuela Colorado.Documento80 pagineDiseño y Calificación de Un WPS, PQR y WPQ de Soldadura Según Norma Api 1104 para La Estación de Recolección Campo Escuela Colorado.kevinNessuna valutazione finora
- Cunetas PlanoDocumento11 pagineCunetas PlanoMónica Andrea Rivera ÁngelNessuna valutazione finora
- Planeamiento de Minas de Minera CondestableDocumento57 paginePlaneamiento de Minas de Minera CondestableLuis Castillo CapchaNessuna valutazione finora
- QUIZ 1 Corregido TermodinámicaDocumento7 pagineQUIZ 1 Corregido TermodinámicaTracy KnowlesNessuna valutazione finora
- Funciones de Los Polisacaridos CelulosaDocumento2 pagineFunciones de Los Polisacaridos CelulosaConstanza Coronado RiveraNessuna valutazione finora
- Dop Dap VeredaDocumento12 pagineDop Dap VeredaJulio Ñahuincopa ArangoNessuna valutazione finora