Potrebbero piacerti anche
- Sandvik 25.22.2.Lmn: (Welding Wire)Documento3 pagineSandvik 25.22.2.Lmn: (Welding Wire)Anonymous w6TIxI0G8lNessuna valutazione finora
- Datasheet Sanicro 72hpDocumento2 pagineDatasheet Sanicro 72hpphillipskincaidNessuna valutazione finora
- Datasheet Sandvik 2212htDocumento2 pagineDatasheet Sandvik 2212htDarryl007Nessuna valutazione finora
- Sandvik 22.15.3.L: (Welding Wire)Documento2 pagineSandvik 22.15.3.L: (Welding Wire)marcos2509mpNessuna valutazione finora
- Datasheet Sandvik 199l enDocumento3 pagineDatasheet Sandvik 199l enpedro rojasNessuna valutazione finora
- Datasheet-Sandvik-27-31-4-Lcu-En-V2017-09-19 16 - 34 Version 1Documento3 pagineDatasheet-Sandvik-27-31-4-Lcu-En-V2017-09-19 16 - 34 Version 1laz_kNessuna valutazione finora
- Datasheet Sandvik 2283l en v2018!07!24 14 - 12 Version 1Documento3 pagineDatasheet Sandvik 2283l en v2018!07!24 14 - 12 Version 1bhuvandesignNessuna valutazione finora
- Data Sheet A-10: Alloy TypeDocumento3 pagineData Sheet A-10: Alloy Typemohamed AdelNessuna valutazione finora
- L1 - 6689 - en - B - Boehler Fox CN 22 9 N - Se - en - v1Documento1 paginaL1 - 6689 - en - B - Boehler Fox CN 22 9 N - Se - en - v1cristian popescuNessuna valutazione finora
- Datasheet Sandvik Saf 2507 en PDFDocumento15 pagineDatasheet Sandvik Saf 2507 en PDFShesharam Chouhan100% (1)
- S 23820 ENG Sanicro 60Documento2 pagineS 23820 ENG Sanicro 60Koshy JohnNessuna valutazione finora
- WIEM 908: C Si MN MoDocumento1 paginaWIEM 908: C Si MN MoagrinjoshNessuna valutazione finora
- Datasheet Sanicro 69Documento1 paginaDatasheet Sanicro 69Agustin CesanNessuna valutazione finora
- Datasheet-Sandvik-188mn-En-V2017-10-17 10 - 15 Version 1Documento3 pagineDatasheet-Sandvik-188mn-En-V2017-10-17 10 - 15 Version 1szystNessuna valutazione finora
- 570 950mpa High Tensile Strength SteelDocumento32 pagine570 950mpa High Tensile Strength SteelAde Aidil SyuhadaNessuna valutazione finora
- Section 2 - Nikko Welding ConsumablesDocumento9 pagineSection 2 - Nikko Welding Consumablesangga franugrahaNessuna valutazione finora
- Corwire Katalog YiceDocumento54 pagineCorwire Katalog YiceAlexandar Marinkovic100% (1)
- Sandvik WeldingDocumento3 pagineSandvik WeldingRam KadamNessuna valutazione finora
- B - Boehler CN 25 9 CuT IG - TRDocumento1 paginaB - Boehler CN 25 9 CuT IG - TRalbertorebellatoNessuna valutazione finora
- Duplex Stainless Steel WeldingDocumento25 pagineDuplex Stainless Steel WeldingcfcshakerNessuna valutazione finora
- YAWATA 7018: Classification Applications Characteristics ApprovalsDocumento1 paginaYAWATA 7018: Classification Applications Characteristics ApprovalsDenny AgusNessuna valutazione finora
- Utp Af A7Documento1 paginaUtp Af A7VIRPOPNessuna valutazione finora
- Sm-309Lmo: Special Metal Korea Co., LTDDocumento1 paginaSm-309Lmo: Special Metal Korea Co., LTDWelli E SNessuna valutazione finora
- CuZn33 CatalogueDocumento9 pagineCuZn33 CataloguefedericoNessuna valutazione finora
- E 6013 Fincord M electrode-oerlikon-en-TN110429Documento1 paginaE 6013 Fincord M electrode-oerlikon-en-TN110429Khhg AgddsNessuna valutazione finora
- Cromarod Duplex B-1Documento1 paginaCromarod Duplex B-1Matija BušićNessuna valutazione finora
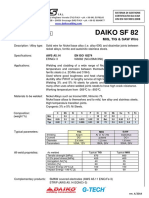
- Daiko SF 82: Data Sheet N. 1011 Mig, Tig & Saw WireDocumento1 paginaDaiko SF 82: Data Sheet N. 1011 Mig, Tig & Saw WireRhyan EdwinNessuna valutazione finora
- Smaw Type: Basic El-Cusn7Documento1 paginaSmaw Type: Basic El-Cusn7Abbas LkNessuna valutazione finora
- Er308 PDFDocumento1 paginaEr308 PDFKhedira Al JibrillNessuna valutazione finora
- Böhler Ffb-Ig: TIG Rod, High-Alloyed, Heat ResistantDocumento1 paginaBöhler Ffb-Ig: TIG Rod, High-Alloyed, Heat ResistantSerhii MishchenkoNessuna valutazione finora
- Electrode Booklet F Web 93Documento1 paginaElectrode Booklet F Web 93satnamNessuna valutazione finora
- Stainarc 309L-17 (Rev 1)Documento1 paginaStainarc 309L-17 (Rev 1)LIM hoon boonNessuna valutazione finora
- Tigfil 90S-B3 SPL: Classification: Aws A/Sfa 5.28Documento1 paginaTigfil 90S-B3 SPL: Classification: Aws A/Sfa 5.28satnamNessuna valutazione finora
- B - Boehler NiMo 1-IG - de - en - 5Documento1 paginaB - Boehler NiMo 1-IG - de - en - 5cristian popescuNessuna valutazione finora
- Westermann Table 8Documento1 paginaWestermann Table 8muhd.qasimNessuna valutazione finora
- Datasheet Sandvik 2rk65 en v2019!06!19 14 - 54 Version 1Documento13 pagineDatasheet Sandvik 2rk65 en v2019!06!19 14 - 54 Version 1mauferesNessuna valutazione finora
- Ok 78.16Documento1 paginaOk 78.16Mario IntikNessuna valutazione finora
- E9018 G Welding ElectrodeDocumento1 paginaE9018 G Welding ElectrodeSai PrasathNessuna valutazione finora
- Sandvik 3re60 Tube and Pipe, Seamless: DatasheetDocumento10 pagineSandvik 3re60 Tube and Pipe, Seamless: DatasheetVinay TrivediNessuna valutazione finora
- Sandvik 254 Smo Tube and Pipe, Seamless: DatasheetDocumento9 pagineSandvik 254 Smo Tube and Pipe, Seamless: DatasheetReadersmoNessuna valutazione finora
- Datasheet Sandvik Saf 2205 en PDFDocumento12 pagineDatasheet Sandvik Saf 2205 en PDFYuriy NesterovNessuna valutazione finora
- SM 385Documento1 paginaSM 385Arizal Nur ArdhiNessuna valutazione finora
- Special Metal Korea Co., LTDDocumento1 paginaSpecial Metal Korea Co., LTDWelli E SNessuna valutazione finora
- Union TG 55 M: Classifications EN ISO 17632-A EN ISO 17632-B AWS A5.20Documento2 pagineUnion TG 55 M: Classifications EN ISO 17632-A EN ISO 17632-B AWS A5.20brunizzaNessuna valutazione finora
- Sandvik 253MA Data Sheet PDFDocumento10 pagineSandvik 253MA Data Sheet PDFTee Klong RungNessuna valutazione finora
- 0218 Ja enDocumento1 pagina0218 Ja enHoque AnamulNessuna valutazione finora
- CLC 18-12-4LN: A 3%mo Austenitic Stainless Steel With Nitrogen Addition (317LN Grade)Documento4 pagineCLC 18-12-4LN: A 3%mo Austenitic Stainless Steel With Nitrogen Addition (317LN Grade)PeterWayNessuna valutazione finora
- S-8018 B2Documento5 pagineS-8018 B2Abhishek AnandNessuna valutazione finora
- AUTROD 316LSiDocumento2 pagineAUTROD 316LSijoao guilhermeNessuna valutazione finora
- Boehler CN 13 4-MC - SWDocumento1 paginaBoehler CN 13 4-MC - SWSebastian AcostaNessuna valutazione finora
- CLC 17-13-5LN: A 317LN Modified Mo 4% Austenitic Stainless Steel (317LNM)Documento4 pagineCLC 17-13-5LN: A 317LN Modified Mo 4% Austenitic Stainless Steel (317LNM)PeterWayNessuna valutazione finora
- 04042016000000A Avesta 2205 Covered ElectrodesDocumento1 pagina04042016000000A Avesta 2205 Covered Electrodesmeckup123Nessuna valutazione finora
- B - Boehler DMO-IG - Ss - en - 5 PDFDocumento1 paginaB - Boehler DMO-IG - Ss - en - 5 PDFDimitris NikouNessuna valutazione finora
- Böhler Eas 2 PW-FDDocumento1 paginaBöhler Eas 2 PW-FDHAKANNessuna valutazione finora
- Royalfil GS D2Documento1 paginaRoyalfil GS D2Santosh SharmaNessuna valutazione finora
- Welding Electrodes CatalogueDocumento7 pagineWelding Electrodes CatalogueFiroj Al HasanNessuna valutazione finora
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsDa EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNessuna valutazione finora
- Handbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantDa EverandHandbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantValutazione: 3.5 su 5 stelle3.5/5 (3)
- Procurement Salary Guide: and InsightsDocumento16 pagineProcurement Salary Guide: and InsightsIsmail JamaluddinNessuna valutazione finora
- Ismail Jamaluddin Wadiwala: Beng (Honors), Chemical Engineering University of NottinghamDocumento2 pagineIsmail Jamaluddin Wadiwala: Beng (Honors), Chemical Engineering University of NottinghamIsmail JamaluddinNessuna valutazione finora
- Engineer, Contracts Job Description CodeDocumento3 pagineEngineer, Contracts Job Description CodeIsmail JamaluddinNessuna valutazione finora
- Experience Letter LamprellDocumento1 paginaExperience Letter LamprellIsmail Jamaluddin80% (5)
- 14Documento136 pagine14Ismail JamaluddinNessuna valutazione finora
- PetromenDocumento1 paginaPetromenIsmail JamaluddinNessuna valutazione finora
- Ismail CVDocumento12 pagineIsmail CVIsmail JamaluddinNessuna valutazione finora
- API 571 Damage MechanismsDocumento42 pagineAPI 571 Damage MechanismsIsmail Jamaluddin100% (1)
- Time Sheet Jan-2018Documento91 pagineTime Sheet Jan-2018Ismail JamaluddinNessuna valutazione finora
- Gate PassesDocumento2 pagineGate PassesIsmail JamaluddinNessuna valutazione finora
- Approval From ADCODocumento2 pagineApproval From ADCOIsmail JamaluddinNessuna valutazione finora
- Cswip 2007 Exam 1Documento6 pagineCswip 2007 Exam 1Ismail JamaluddinNessuna valutazione finora
- RPP ExamDocumento4 pagineRPP ExamMangalraj Madasamy100% (1)
- Ismail CVDocumento12 pagineIsmail CVIsmail JamaluddinNessuna valutazione finora
- API 570 Course Model Test 2Documento10 pagineAPI 570 Course Model Test 2Ismail JamaluddinNessuna valutazione finora
- API 510 Final Exam Question BankDocumento4 pagineAPI 510 Final Exam Question BankMo'tasem Serdaneh0% (1)
- Api 510 QB001Documento5 pagineApi 510 QB001apiXams100% (4)
- Basic Study Guidy III With QuestionDocumento135 pagineBasic Study Guidy III With QuestionSrimanta Kumar DasNessuna valutazione finora
- Ismail Wadiwala 29.07.2015 To Be ModifiedDocumento2 pagineIsmail Wadiwala 29.07.2015 To Be ModifiedIsmail JamaluddinNessuna valutazione finora
- Ismail Wadiwala 29.07.2015 To Be ModifiedDocumento2 pagineIsmail Wadiwala 29.07.2015 To Be ModifiedIsmail JamaluddinNessuna valutazione finora
- Prometric - Committed RegistrationDocumento1 paginaPrometric - Committed RegistrationIsmail JamaluddinNessuna valutazione finora
- API 510 Exam Q.bank-V VVV ImportantDocumento138 pagineAPI 510 Exam Q.bank-V VVV ImportantJeganeswaranNessuna valutazione finora
- API 653 Questions-1Documento4 pagineAPI 653 Questions-1gurdeepsarora873871% (7)
- API 570 Course Model Test 9Documento5 pagineAPI 570 Course Model Test 9Ismail Jamaluddin100% (1)
- CSWIP Log Book & Stamp Overseas)Documento1 paginaCSWIP Log Book & Stamp Overseas)ndd_ht100% (2)
- Muhammad Riaz Malik ResumeDocumento4 pagineMuhammad Riaz Malik ResumeIsmail JamaluddinNessuna valutazione finora
- Chapter-1 Door and WindowsDocumento66 pagineChapter-1 Door and WindowsDawit TesfayNessuna valutazione finora
- Structural Drawng For General NotesDocumento1 paginaStructural Drawng For General NotesMuhammad Wazim AkramNessuna valutazione finora
- Silica fume/CHAPTER 1Documento45 pagineSilica fume/CHAPTER 1mohanNessuna valutazione finora
- Meta SubjectDocumento33 pagineMeta SubjectSwanandNessuna valutazione finora
- SwissBlue - APKT INSERTSDocumento12 pagineSwissBlue - APKT INSERTSgkhnNessuna valutazione finora
- CemfixDocumento2 pagineCemfixpravi3434100% (1)
- Abrasive Water Jet MachiningDocumento23 pagineAbrasive Water Jet MachiningMedal AnkhNessuna valutazione finora
- Cross Index MaterialDocumento4 pagineCross Index MaterialioancNessuna valutazione finora
- Reducing Field Sample of Aggregate To Test Sample ASTM C 702, D75Documento16 pagineReducing Field Sample of Aggregate To Test Sample ASTM C 702, D75Shekh AbdullahNessuna valutazione finora
- BRICKS Answer Q & ADocumento17 pagineBRICKS Answer Q & ARajha RajeswaranNessuna valutazione finora
- FSWDocumento24 pagineFSWpariNessuna valutazione finora
- Cement and Concrete Research: D.K. Panesar, B. ShindmanDocumento13 pagineCement and Concrete Research: D.K. Panesar, B. ShindmankanomasiNessuna valutazione finora
- Schedule of FinishesDocumento35 pagineSchedule of FinishesRA Cruz100% (1)
- Slab SpecificationDocumento2 pagineSlab SpecificationRam Johnlord CaringalNessuna valutazione finora
- Ultra High Performance Fiber Reinforced Concrete Hydration and MicrostructureDocumento3 pagineUltra High Performance Fiber Reinforced Concrete Hydration and MicrostructureShaker QaidiNessuna valutazione finora
- Formwork DesignDocumento2 pagineFormwork DesignBilal Ahmed Barbhuiya67% (3)
- Astm 471Documento6 pagineAstm 471JOSEPH REFUERZONessuna valutazione finora
- DR Fixit Piditop 333 105 1Documento3 pagineDR Fixit Piditop 333 105 1hunky11Nessuna valutazione finora
- To Study The Effect of Metal Coupling On The Rusting of Iron.Documento12 pagineTo Study The Effect of Metal Coupling On The Rusting of Iron.Heaven Pal100% (1)
- Electrical Estimate: SL - No Electrical SR 2018-19, P.No. & Item Nos. Unit Qty., Rate AmountDocumento19 pagineElectrical Estimate: SL - No Electrical SR 2018-19, P.No. & Item Nos. Unit Qty., Rate AmountshivakumarNessuna valutazione finora
- ASME 16.21 Nonmetalic GasketDocumento21 pagineASME 16.21 Nonmetalic Gasketrc galinatoNessuna valutazione finora
- Inventaa Hollow WallsDocumento6 pagineInventaa Hollow WallsSumedh GuptaNessuna valutazione finora
- Hardie Plank Installation GuideDocumento1 paginaHardie Plank Installation GuideBrandon VieceliNessuna valutazione finora
- Mix Design by Imtisal Ahmad: Required DataDocumento5 pagineMix Design by Imtisal Ahmad: Required DataAbdullahNessuna valutazione finora
- Cement: Is A Complex Mixture of Dicalcium Silicate (C2S)Documento18 pagineCement: Is A Complex Mixture of Dicalcium Silicate (C2S)Pratik AgajNessuna valutazione finora
- Temporary Structure (Food Plaza)Documento5 pagineTemporary Structure (Food Plaza)Gunjan UttamchandaniNessuna valutazione finora
- Master File (BOQ) - OptDocumento322 pagineMaster File (BOQ) - OptMohsin RazaNessuna valutazione finora
- AssistantSub Engineer (असिस्टेन्ट सव इन्जिनियर)Documento5 pagineAssistantSub Engineer (असिस्टेन्ट सव इन्जिनियर)asmit khadkaNessuna valutazione finora
- On U Boot Beton TechnologyDocumento16 pagineOn U Boot Beton TechnologyJHLIKNessuna valutazione finora
- TM 5-809-10Documento450 pagineTM 5-809-10Armando Farías100% (2)