Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- Lab 1 Fluidized BedDocumento21 pagineLab 1 Fluidized Bedbedirtupak81% (26)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Owens and Cheal Structural Steelwork ConnectionsDocumento334 pagineOwens and Cheal Structural Steelwork Connectionsxufafruitjuice100% (5)
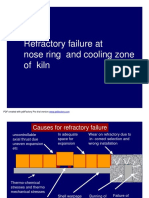
- Nose Ring & Retaining Ring - Cooling & Refractory DesignDocumento69 pagineNose Ring & Retaining Ring - Cooling & Refractory Designzementhead100% (3)
- Sebia Minicap Protein ElectrophoresisDocumento11 pagineSebia Minicap Protein ElectrophoresisMas Aditya Senaputra100% (1)
- 3 QuadraticFunctionsDocumento8 pagine3 QuadraticFunctionsseabybsNessuna valutazione finora
- Industry 4.0. DelloiteDocumento32 pagineIndustry 4.0. Delloitemihai.banicaNessuna valutazione finora
- Integration ExercisesDocumento6 pagineIntegration ExercisesPrem KumarNessuna valutazione finora
- Executive SummaryDocumento2 pagineExecutive SummaryPrem KumarNessuna valutazione finora
- ArchimedesDocumento17 pagineArchimedestbs0sisirakumaraNessuna valutazione finora
- Replacement Class AssignmentDocumento2 pagineReplacement Class AssignmentPrem KumarNessuna valutazione finora
- Particle Segregation in Fluidised Binary Mixtures: PressDocumento10 pagineParticle Segregation in Fluidised Binary Mixtures: PressPrem KumarNessuna valutazione finora
- One-Way Anova: Groups Count Sum AverageDocumento3 pagineOne-Way Anova: Groups Count Sum AveragePrem KumarNessuna valutazione finora
- Steam CrackingDocumento2 pagineSteam CrackingPrem KumarNessuna valutazione finora
- Chapter 3Documento46 pagineChapter 3Prem KumarNessuna valutazione finora
- CFD ProjectDocumento42 pagineCFD ProjectPrem KumarNessuna valutazione finora
- Prem Kumar Assignment LatestDocumento54 paginePrem Kumar Assignment LatestPrem KumarNessuna valutazione finora
- A Kinetic Study of Methanol To Olefins (MTO) Process in FluidizedDocumento9 pagineA Kinetic Study of Methanol To Olefins (MTO) Process in FluidizedPrem KumarNessuna valutazione finora
- 3 Chapter3 Media FormulationDocumento47 pagine3 Chapter3 Media FormulationPrem Kumar0% (1)
- Activation Energy Ref Cabeq 2014-01-05 PDFDocumento11 pagineActivation Energy Ref Cabeq 2014-01-05 PDFPrem KumarNessuna valutazione finora
- Is A Vector or Matrix Division While Is A Element Wise DivisionDocumento2 pagineIs A Vector or Matrix Division While Is A Element Wise DivisionPrem KumarNessuna valutazione finora
- A Kinetic Study of Methanol To Olefins (MTO) Process in FluidizedDocumento9 pagineA Kinetic Study of Methanol To Olefins (MTO) Process in FluidizedPrem KumarNessuna valutazione finora
- Topic 1 Fundamental ConceptsDocumento4 pagineTopic 1 Fundamental ConceptsPrem KumarNessuna valutazione finora
- Steam CrackingDocumento2 pagineSteam CrackingPrem KumarNessuna valutazione finora
- CEL 2106 - Worksheet - Week 13 and 14Documento2 pagineCEL 2106 - Worksheet - Week 13 and 14Prem Kumar0% (1)
- Solution For Tutorial ECH3602Documento23 pagineSolution For Tutorial ECH3602Prem KumarNessuna valutazione finora
- Material Lab PosterDocumento1 paginaMaterial Lab PosterPrem KumarNessuna valutazione finora
- SafetyDocumento1 paginaSafetyPrem KumarNessuna valutazione finora
- Risk AssessmentDocumento1 paginaRisk AssessmentPrem KumarNessuna valutazione finora
- Eh ColiformfactsheetDocumento2 pagineEh ColiformfactsheetPrem KumarNessuna valutazione finora
- SafetyDocumento1 paginaSafetyPrem KumarNessuna valutazione finora
- T0-1-PAA-S0001-00-Talin-Specification Attachments-21250w - EN (0630) - Rev1 PDFDocumento43 pagineT0-1-PAA-S0001-00-Talin-Specification Attachments-21250w - EN (0630) - Rev1 PDFdang2172014Nessuna valutazione finora
- Nato - Stanag 4582 - Explosives, Nitrocellulose Based Propellants, Stability Test Procedure and Requirements Using Heat Flow CalorimetryDocumento25 pagineNato - Stanag 4582 - Explosives, Nitrocellulose Based Propellants, Stability Test Procedure and Requirements Using Heat Flow CalorimetryTetis BrionesNessuna valutazione finora
- Chapter 5 FiltrationDocumento26 pagineChapter 5 FiltrationRalph Evidente100% (1)
- Anexo 4 IDO-L.18.001-1212-EBD-3000 Rev.0 - Mechanical-Piping Design CriteriaDocumento64 pagineAnexo 4 IDO-L.18.001-1212-EBD-3000 Rev.0 - Mechanical-Piping Design CriteriaRusNessuna valutazione finora
- CHEM 160 Module 3 Resource 1Documento9 pagineCHEM 160 Module 3 Resource 1meyaNessuna valutazione finora
- PaintDocumento28 paginePaintAnna KateurinaNessuna valutazione finora
- Design, Installation and Fabrication of Reciprocating PumpDocumento40 pagineDesign, Installation and Fabrication of Reciprocating PumpMehdi Baghaie78% (9)
- 120 - Modern Perspectives in RC ObturationDocumento14 pagine120 - Modern Perspectives in RC ObturationLarissa ClipaciucNessuna valutazione finora
- An Introduction To Electronic Theories of Organic ChemistryDocumento1 paginaAn Introduction To Electronic Theories of Organic ChemistryMuhammad AbdulazizNessuna valutazione finora
- Chemistry Equilibrium WorksheetDocumento5 pagineChemistry Equilibrium WorksheetMarkNessuna valutazione finora
- Numericals of ChemistryDocumento4 pagineNumericals of ChemistryAakash AkronosNessuna valutazione finora
- Malic Acid FermentationDocumento55 pagineMalic Acid FermentationElenaTrofimNessuna valutazione finora
- Concrete Industrial Ground Floor Slab Design (TR34)Documento3 pagineConcrete Industrial Ground Floor Slab Design (TR34)Nihar ShahNessuna valutazione finora
- Rotar Plus 30 STC - 00 - GBDocumento16 pagineRotar Plus 30 STC - 00 - GBsebastianNessuna valutazione finora
- ThermodynamicsDocumento121 pagineThermodynamicsAnonymous TedqS0h6ZkNessuna valutazione finora
- AMPCO 18 SandDocumento1 paginaAMPCO 18 SandS BHATTACHARYYANessuna valutazione finora
- Lecture Notes 19 - Accuracy and PrecisionDocumento5 pagineLecture Notes 19 - Accuracy and PrecisionSurendra RamkissoonNessuna valutazione finora
- Ambasador AntalisDocumento136 pagineAmbasador AntalisNostalgia 80Nessuna valutazione finora
- Main Project Part IDocumento7 pagineMain Project Part IBigNessuna valutazione finora
- 20EN 20001 K12 PartsCatalogue QuicklubDocumento112 pagine20EN 20001 K12 PartsCatalogue QuicklubPakoNessuna valutazione finora
- Water Quality AnalyzerDocumento1 paginaWater Quality AnalyzerVictor BiacoloNessuna valutazione finora
- Sect 8 - Ref GalvadermDocumento19 pagineSect 8 - Ref GalvadermamymonuskinNessuna valutazione finora
- Water Supply Sanitary Eng PDFDocumento5 pagineWater Supply Sanitary Eng PDFReddy NaveenNessuna valutazione finora
- Phoenicia University Department of Engineering Faculty of Petroleum Engineering Petroleum Fluid Properties Laboratory PENG212L Dean Stark Plug SizeDocumento14 paginePhoenicia University Department of Engineering Faculty of Petroleum Engineering Petroleum Fluid Properties Laboratory PENG212L Dean Stark Plug SizeEmanuelta NaibahoNessuna valutazione finora
- Cleaning Validation MACO Swab Rinse Ovais PDFDocumento5 pagineCleaning Validation MACO Swab Rinse Ovais PDFAnonymous yBhOAi5UHNessuna valutazione finora
- 19 Pulv - MSDSDocumento11 pagine19 Pulv - MSDSLam NgọcNessuna valutazione finora
- Pricelist Juli 2023 UserDocumento108 paginePricelist Juli 2023 Userfitri heriyati pratiwiNessuna valutazione finora