Potrebbero piacerti anche
- Ion Implantation and Beam ProcessingDa EverandIon Implantation and Beam ProcessingJ.S. WilliamsValutazione: 5 su 5 stelle5/5 (1)
- Surface Physics of Materials: Materials Science and TechnologyDa EverandSurface Physics of Materials: Materials Science and TechnologyNessuna valutazione finora
- Molecular Beam Epitaxy: Applications to Key MaterialsDa EverandMolecular Beam Epitaxy: Applications to Key MaterialsNessuna valutazione finora
- Information Symposium Measurement and Control Techniques in Rolling: Luxembourg, 2 and 3 September 1981Da EverandInformation Symposium Measurement and Control Techniques in Rolling: Luxembourg, 2 and 3 September 1981Nessuna valutazione finora
- Impedance Spectroscopy: Applications to Electrochemical and Dielectric PhenomenaDa EverandImpedance Spectroscopy: Applications to Electrochemical and Dielectric PhenomenaValutazione: 5 su 5 stelle5/5 (1)
- Laser Microfabrication: Thin Film Processes and LithographyDa EverandLaser Microfabrication: Thin Film Processes and LithographyDaniel J. EhrlichNessuna valutazione finora
- Adiabatic Shear Localization: Frontiers and AdvancesDa EverandAdiabatic Shear Localization: Frontiers and AdvancesBradley DoddNessuna valutazione finora
- Advances in Research on the Strength and Fracture of Materials: An OverviewDa EverandAdvances in Research on the Strength and Fracture of Materials: An OverviewD.M.R. TaplinNessuna valutazione finora
- 1.deposition of Tantalum Nitride Thin Films by D.C. Magnetron SputteringDocumento6 pagine1.deposition of Tantalum Nitride Thin Films by D.C. Magnetron SputteringNishat ArshiNessuna valutazione finora
- Advances in Materials: Proceedings of a Symposium Organised by the North Western Branch of the Institution of Chemical Engineers Held at Manchester, 6–9 April, 1964Da EverandAdvances in Materials: Proceedings of a Symposium Organised by the North Western Branch of the Institution of Chemical Engineers Held at Manchester, 6–9 April, 1964Nessuna valutazione finora
- Laser and Electron Beam Processing of MaterialsDa EverandLaser and Electron Beam Processing of MaterialsC.W. WhiteNessuna valutazione finora
- Friction Stir Welding of High Strength 7XXX Aluminum AlloysDa EverandFriction Stir Welding of High Strength 7XXX Aluminum AlloysNessuna valutazione finora
- Refractory Transition Metal Compounds: High Temperature CermetsDa EverandRefractory Transition Metal Compounds: High Temperature CermetsNessuna valutazione finora
- Tantalum Niobium EtchantsDocumento2 pagineTantalum Niobium EtchantsmitgraNessuna valutazione finora
- High Tc Superconductors: Electronic StructureDa EverandHigh Tc Superconductors: Electronic StructureA. BianconiNessuna valutazione finora
- Experimental Methods: Treatise on Materials Science and Technology, Vol. 19Da EverandExperimental Methods: Treatise on Materials Science and Technology, Vol. 19Herbert HermanNessuna valutazione finora
- III-V Semiconductor Materials and DevicesDa EverandIII-V Semiconductor Materials and DevicesNessuna valutazione finora
- Technology: Handbook of Vacuum PhysicsDa EverandTechnology: Handbook of Vacuum PhysicsA. H. BeckNessuna valutazione finora
- Defect Control in SemiconductorsDa EverandDefect Control in SemiconductorsK. SuminoNessuna valutazione finora
- Metallurgical Achievements: Selection of Papers Presented at the Birmingham Metallurgical Society's Diamond Jubilee Session, 1963-1964Da EverandMetallurgical Achievements: Selection of Papers Presented at the Birmingham Metallurgical Society's Diamond Jubilee Session, 1963-1964W. O. AlexanderNessuna valutazione finora
- Wills' Mineral Processing Technology: An Introduction to the Practical Aspects of Ore Treatment and Mineral RecoveryDa EverandWills' Mineral Processing Technology: An Introduction to the Practical Aspects of Ore Treatment and Mineral RecoveryNessuna valutazione finora
- Continuous casting The Ultimate Step-By-Step GuideDa EverandContinuous casting The Ultimate Step-By-Step GuideNessuna valutazione finora
- Laser Annealing of SemiconductorsDa EverandLaser Annealing of SemiconductorsJ PoateNessuna valutazione finora
- Interfaces in Polymer Matrix Composites: Composite Materials, Vol. 6Da EverandInterfaces in Polymer Matrix Composites: Composite Materials, Vol. 6Nessuna valutazione finora
- Preparative Methods in Solid State ChemistryDa EverandPreparative Methods in Solid State ChemistryPaul HagenmullerNessuna valutazione finora
- Application of Flexible AC Transmission System Devices in Wind Energy Conversion SystemsDa EverandApplication of Flexible AC Transmission System Devices in Wind Energy Conversion SystemsNessuna valutazione finora
- Electrical Overstress (EOS): Devices, Circuits and SystemsDa EverandElectrical Overstress (EOS): Devices, Circuits and SystemsNessuna valutazione finora
- Solid State IonicsDa EverandSolid State IonicsH.L. TullerNessuna valutazione finora
- Auger Electron SpectroscopyDa EverandAuger Electron SpectroscopyC. L. BriantValutazione: 3.5 su 5 stelle3.5/5 (2)
- Electroplating of Cu-Sn Alloys andDocumento81 pagineElectroplating of Cu-Sn Alloys andcicerojoiasNessuna valutazione finora
- Sputtering 1Documento64 pagineSputtering 1.. ..Nessuna valutazione finora
- Aluminium-Silicon Casting AlloysDocumento4 pagineAluminium-Silicon Casting AlloysLowry GuettaNessuna valutazione finora
- Plasma and DC Bias PDFDocumento45 paginePlasma and DC Bias PDFMaureen Kae Atractivo SubalaNessuna valutazione finora
- Review Durability of Materials in Molten Aluminum AlloysDocumento11 pagineReview Durability of Materials in Molten Aluminum AlloysJavier Alejandro Araujo MoreraNessuna valutazione finora
- Study of Fluxless Soldering Using Formic Acid Vapor - IEEE Trans On Adv PKG, Nov 1999Documento10 pagineStudy of Fluxless Soldering Using Formic Acid Vapor - IEEE Trans On Adv PKG, Nov 1999pelenius100% (1)
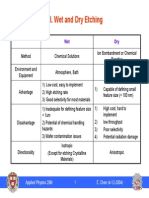
- Erli Chen Fabrication III - EtchingDocumento18 pagineErli Chen Fabrication III - EtchingLuke D'ImperioNessuna valutazione finora
- Anodic ProtectionDocumento30 pagineAnodic ProtectionChintoo GeeNessuna valutazione finora
- Breakdown in GasesDocumento49 pagineBreakdown in GasesQais AlsafasfehNessuna valutazione finora
- ConductometryDocumento43 pagineConductometrySusanta RoutNessuna valutazione finora
- Electrochemistry PresentationDocumento36 pagineElectrochemistry PresentationMuhammad HaziqNessuna valutazione finora
- High Entropy AlloysDocumento8 pagineHigh Entropy AlloysTeka KamNessuna valutazione finora
- Thin Film Deposition ProcessDocumento42 pagineThin Film Deposition ProcessVivek Bela100% (2)
- Chemisty - II - 123Documento121 pagineChemisty - II - 123mohankumarNessuna valutazione finora
- 12 Refractory MetalsDocumento24 pagine12 Refractory Metalsmesmerize59Nessuna valutazione finora
- Question Bank 1Documento194 pagineQuestion Bank 1kishore babu50% (2)
- Hingley - PHD ThesisDocumento233 pagineHingley - PHD ThesisCicero Gomes de SouzaNessuna valutazione finora
- High Voltage Chapter 1 - InTRODUCTIONDocumento18 pagineHigh Voltage Chapter 1 - InTRODUCTIONZiyan SinNessuna valutazione finora
- Investigation On The Mechanical Properties of A356 Alloy Reinforced Altib/Sic Composite by Semi-Solid Stir Casting MethodDocumento12 pagineInvestigation On The Mechanical Properties of A356 Alloy Reinforced Altib/Sic Composite by Semi-Solid Stir Casting MethodNatalino FonsecaNessuna valutazione finora
- T4bab8 Soalan ObjektifDocumento6 pagineT4bab8 Soalan ObjektifSunSuriaNessuna valutazione finora
- Lecture 4 Metallic BiomaterialsDocumento101 pagineLecture 4 Metallic BiomaterialsSam100% (1)
- b205g - MS Plus - 201601Documento44 pagineb205g - MS Plus - 201601Alexandre SouzaNessuna valutazione finora
- Astm Standards Master ListDocumento9 pagineAstm Standards Master Listraobabar210% (1)
- Biomaterials For Dental ImplantsDocumento136 pagineBiomaterials For Dental ImplantsAmit Bhargav100% (1)
- The Word Manufacture First Appeared in English in 1567 and Is Derived From The Latin Manu FactusDocumento8 pagineThe Word Manufacture First Appeared in English in 1567 and Is Derived From The Latin Manu Factushassan9705Nessuna valutazione finora
- An800 6Documento3 pagineAn800 6jcNessuna valutazione finora
- Inconel 600 - Composition, Properties and Applications of Inconel 600 Nickel-Chromium Alloy by Alloy Wire InternationalDocumento2 pagineInconel 600 - Composition, Properties and Applications of Inconel 600 Nickel-Chromium Alloy by Alloy Wire InternationalPrathyusha RamadurgamNessuna valutazione finora
- Ampco Alloy BrochureDocumento6 pagineAmpco Alloy BrochureCopper AmpcometalNessuna valutazione finora
- U. C. Jindal - Machine Design-Pearson Education India (2013)Documento872 pagineU. C. Jindal - Machine Design-Pearson Education India (2013)otromaasNessuna valutazione finora
- Mechanical Properties of Metals and Metal AlloysDocumento6 pagineMechanical Properties of Metals and Metal AlloysHakan EzcanNessuna valutazione finora
- Design and Analysis of Connecting Rod For Different Material Using Ansys Workbench 16.2Documento27 pagineDesign and Analysis of Connecting Rod For Different Material Using Ansys Workbench 16.2MahmoudHelalNessuna valutazione finora
- En (European) Standards For Steel MaterialsDocumento8 pagineEn (European) Standards For Steel MaterialstrieuNessuna valutazione finora
- REVIEW ZNMN - Loukil - 2020Documento12 pagineREVIEW ZNMN - Loukil - 2020terNessuna valutazione finora
- CorrusionDocumento13 pagineCorrusionmmrrmm87Nessuna valutazione finora
- FMC Flowline Product CatalogDocumento80 pagineFMC Flowline Product Catalogdagomezoo100% (4)
- BERNSTEIN Standard-EnclosuresDocumento60 pagineBERNSTEIN Standard-EnclosuresDacar ValladaresNessuna valutazione finora
- Icics 2017Documento88 pagineIcics 2017adminasdfNessuna valutazione finora
- CASTOL - Hysol SL 50 XBB - High Performance Soluble Metalworking FluidDocumento2 pagineCASTOL - Hysol SL 50 XBB - High Performance Soluble Metalworking FluidXto PeregrinNessuna valutazione finora
- Evaluation of Quality Index of A-356 Aluminum Alloy by Microstructural AnalysisDocumento6 pagineEvaluation of Quality Index of A-356 Aluminum Alloy by Microstructural AnalysisRegina Maulydia KarekaNessuna valutazione finora
- C-Mueller - Indd 1 9/5/06 10:48:30 AM 9/5/06 10:48:30 AMDocumento32 pagineC-Mueller - Indd 1 9/5/06 10:48:30 AM 9/5/06 10:48:30 AMأحمد محمد قدريNessuna valutazione finora
- Web Results: BS 3HR 1:2010+A1:2016 - Specification For Nickel-Chromium ..Documento5 pagineWeb Results: BS 3HR 1:2010+A1:2016 - Specification For Nickel-Chromium ..Sanjay MehtaNessuna valutazione finora
- 72474Documento18 pagine72474amdevaNessuna valutazione finora
- Civil Engineer Interview Questions & AnswersDocumento16 pagineCivil Engineer Interview Questions & AnswersVictor OmotoriogunNessuna valutazione finora
- Bonga University: Engineering Material (Meng2091)Documento59 pagineBonga University: Engineering Material (Meng2091)Mul'isaa JireenyaaNessuna valutazione finora
- Erocarb ToolingDocumento11 pagineErocarb ToolingDharmesh ParikhNessuna valutazione finora
- Repair GI CoatingDocumento2 pagineRepair GI CoatingcashloverNessuna valutazione finora
- Based Hardfacing Alloys: Cobalt & NickelDocumento20 pagineBased Hardfacing Alloys: Cobalt & NickelsabrunoNessuna valutazione finora
- FC-06-Engineering Material & Metallurgy PDFDocumento431 pagineFC-06-Engineering Material & Metallurgy PDFsomnath ghosh100% (1)