Potrebbero piacerti anche
- Campo%2 Bmagn%25 C3%25 A9 Tico 1Documento6 pagineCampo%2 Bmagn%25 C3%25 A9 Tico 1alexis jonathanNessuna valutazione finora
- Planilla Welding MapDocumento1 paginaPlanilla Welding MapMiguel PulidoNessuna valutazione finora
- ARamirez Redes NFPA 25 PDFDocumento49 pagineARamirez Redes NFPA 25 PDFJorge Rosas EL ImparableNessuna valutazione finora
- Arduino UnoDocumento17 pagineArduino UnoErick Villegas TitoNessuna valutazione finora
- Taller 3 - Simulación MontecarloDocumento2 pagineTaller 3 - Simulación MontecarloApuestas Julano0% (1)
- Formulario Transferencia de CalorDocumento2 pagineFormulario Transferencia de CalorCarlos.Trevino122595% (21)
- Efecto en La Adición de PolosDocumento7 pagineEfecto en La Adición de PolosMathiu BerrazuetaNessuna valutazione finora
- Guías Prácticas de Los Tratamientos Térmicos EPNDocumento22 pagineGuías Prácticas de Los Tratamientos Térmicos EPNRicardo GuzmánNessuna valutazione finora
- Proveedores LocalesDocumento2 pagineProveedores LocalesMathiu BerrazuetaNessuna valutazione finora
- Proyecto Gas NaturalDocumento5 pagineProyecto Gas NaturalMathiu BerrazuetaNessuna valutazione finora
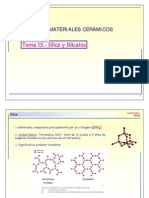
- Tema15 Silice SilicatosDocumento36 pagineTema15 Silice SilicatosYoami PerdomoNessuna valutazione finora
- Clasificación de Electrodos PDFDocumento6 pagineClasificación de Electrodos PDFno_registrerNessuna valutazione finora
- Malla Carrera Ingeniería MecánicaDocumento1 paginaMalla Carrera Ingeniería MecánicaMathiu BerrazuetaNessuna valutazione finora
- Folleto de Control Automático 2008 A. AguinagaDocumento109 pagineFolleto de Control Automático 2008 A. AguinagaMathiu BerrazuetaNessuna valutazione finora
- Informe 1 Dinamica de Maquinas EPNDocumento4 pagineInforme 1 Dinamica de Maquinas EPNMathiu BerrazuetaNessuna valutazione finora
- Clase 7-Mejoramiento Continuo de La Calidad - Parte 2Documento49 pagineClase 7-Mejoramiento Continuo de La Calidad - Parte 2Mathiu BerrazuetaNessuna valutazione finora
- MóduloDocumento2 pagineMóduloMathiu BerrazuetaNessuna valutazione finora
- Clase 11 A - ISO 9001Documento34 pagineClase 11 A - ISO 9001Mathiu BerrazuetaNessuna valutazione finora
- Lectura 2Documento7 pagineLectura 2Felipe JaimeNessuna valutazione finora
- Mecanismos II CambiosDocumento6 pagineMecanismos II Cambiosparanoid67Nessuna valutazione finora
- Especificación de Procedimiento de Soldadura (WPS) : Esculela Politecnica NacionalDocumento3 pagineEspecificación de Procedimiento de Soldadura (WPS) : Esculela Politecnica NacionalMathiu BerrazuetaNessuna valutazione finora
- 1 Guias de Prácticas SoldDocumento21 pagine1 Guias de Prácticas SoldMathiu BerrazuetaNessuna valutazione finora
- CM L2 L3 H Ángulo (°) Ángulo (Rad) X (CM) : Desplazamiento vs. Ángulo de GiroDocumento3 pagineCM L2 L3 H Ángulo (°) Ángulo (Rad) X (CM) : Desplazamiento vs. Ángulo de GiroMathiu BerrazuetaNessuna valutazione finora
- Conduccion de Calor en Estado No EstacionarioDocumento49 pagineConduccion de Calor en Estado No EstacionarioMathiu BerrazuetaNessuna valutazione finora
- InformaciónDocumento4 pagineInformaciónjruizc8Nessuna valutazione finora
- Deber1 Acosta Erick Gr-2Documento2 pagineDeber1 Acosta Erick Gr-2Mathiu BerrazuetaNessuna valutazione finora
- Formato PreparatorioDocumento1 paginaFormato PreparatorioMathiu BerrazuetaNessuna valutazione finora
- Informacion!!Documento1 paginaInformacion!!Mathiu BerrazuetaNessuna valutazione finora
- 02 Preparatorio 2 - Tipos de CorrosiónDocumento1 pagina02 Preparatorio 2 - Tipos de CorrosiónMathiu BerrazuetaNessuna valutazione finora
- Informacion!!Documento1 paginaInformacion!!Mathiu BerrazuetaNessuna valutazione finora
- PLANIFICACIÓNDocumento3 paginePLANIFICACIÓNMathiu BerrazuetaNessuna valutazione finora
- FormatoPreparatorio CIIDocumento2 pagineFormatoPreparatorio CIIMathiu BerrazuetaNessuna valutazione finora
- Taller A, Mechanics2Documento17 pagineTaller A, Mechanics2RicardoAlexisNessuna valutazione finora
- Inteligencia Artificial y Ciencia de Datos - Data - BaseDocumento21 pagineInteligencia Artificial y Ciencia de Datos - Data - BaseFelipe BuitragoNessuna valutazione finora
- Primera Consulta PDFDocumento4 paginePrimera Consulta PDFRicardo MogroNessuna valutazione finora
- Conduce El Agua ElectricidadDocumento1 paginaConduce El Agua ElectricidadRichard Alejandro Decimavilla MoranNessuna valutazione finora
- Taller 2 ProbabilidadDocumento20 pagineTaller 2 ProbabilidadSantiago Muñoz GuarnizoNessuna valutazione finora
- Guiìa de Armado Euroalum 2500Documento6 pagineGuiìa de Armado Euroalum 2500Martin R.Nessuna valutazione finora
- Tarea 4 MatematicaDocumento5 pagineTarea 4 Matematicanaysy leoanny100% (1)
- Neurona en EsDocumento11 pagineNeurona en EsYadira LlumiquingaNessuna valutazione finora
- Plan de Calidad V1Documento85 paginePlan de Calidad V1Daniel BarretoNessuna valutazione finora
- TZ00Documento51 pagineTZ00AlexDanielNessuna valutazione finora
- Lavadoras Direct DriveDocumento5 pagineLavadoras Direct DriveCristian Gondola Montaque100% (1)
- Covertidor Frecuencia VoltajeDocumento3 pagineCovertidor Frecuencia VoltajeFernando Villa NuñezNessuna valutazione finora
- Lab05 - Lectura de PlanosDocumento12 pagineLab05 - Lectura de PlanosMiguel QCruzNessuna valutazione finora
- Tsa - Esquivel Silva Grupo 5Documento17 pagineTsa - Esquivel Silva Grupo 5Sharon Diaz jaraNessuna valutazione finora
- Divison de Un Segmento en Una Razon Dada 23032021 Taller de CálculoDocumento3 pagineDivison de Un Segmento en Una Razon Dada 23032021 Taller de CálculogiloNessuna valutazione finora
- Soluciones QuimicasDocumento48 pagineSoluciones QuimicasDaysi Taborda RamírezNessuna valutazione finora
- Aplicación de La Filosofía SMED en Función de Los Níveles Estrategicos de La ProducciónDocumento15 pagineAplicación de La Filosofía SMED en Función de Los Níveles Estrategicos de La ProducciónJuan Diego Grajales RestrepoNessuna valutazione finora
- Capitulo 4Documento24 pagineCapitulo 4Andreita Ariana AriñezNessuna valutazione finora
- 10.43 MSDS Anticongelante 50-50 (Revisión 06)Documento7 pagine10.43 MSDS Anticongelante 50-50 (Revisión 06)Roy CastilloNessuna valutazione finora
- MICROSOFT EXCEL Gab de JesDocumento4 pagineMICROSOFT EXCEL Gab de JesYoari MejíaNessuna valutazione finora
- Compendio de Ejercicios de Los Tipos de MovimientoDocumento15 pagineCompendio de Ejercicios de Los Tipos de MovimientoDavid Perez HernandezNessuna valutazione finora
- Topografia TrabajoDocumento64 pagineTopografia Trabajoeduardo ochoaNessuna valutazione finora
- 6 InstructivodellenadoyenvíoFormato606 PDFDocumento20 pagine6 InstructivodellenadoyenvíoFormato606 PDFFrancis luzNessuna valutazione finora
- Taller 3 Ciencias Humanas 20102Documento5 pagineTaller 3 Ciencias Humanas 20102Yilinson BaronNessuna valutazione finora
- Paradigma Programación FuncionalDocumento58 pagineParadigma Programación FuncionalSergio SanchezNessuna valutazione finora
- Matemáticas para Los Negocios - Semana 2 - P ( - )Documento7 pagineMatemáticas para Los Negocios - Semana 2 - P ( - )Amy La ChiraNessuna valutazione finora
- Tarea 1 - Ingeniería de ControlDocumento3 pagineTarea 1 - Ingeniería de ControlOmar VenegasNessuna valutazione finora