Potrebbero piacerti anche
- Shallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceDa EverandShallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceNessuna valutazione finora
- Adiabatic Shear Localization: Frontiers and AdvancesDa EverandAdiabatic Shear Localization: Frontiers and AdvancesBradley DoddNessuna valutazione finora
- Astm G47Documento6 pagineAstm G47brunodrNessuna valutazione finora
- Measurement of Fracture Toughness: Standard Test Method ForDocumento55 pagineMeasurement of Fracture Toughness: Standard Test Method Fornikov009Nessuna valutazione finora
- Metallic Coated Stranded Steel Core For Aluminum Conductors, Steel Reinforced (ACSR)Documento3 pagineMetallic Coated Stranded Steel Core For Aluminum Conductors, Steel Reinforced (ACSR)alanetnNessuna valutazione finora
- Mil STD 3021 - CHG 2Documento23 pagineMil STD 3021 - CHG 2Robert VoyleNessuna valutazione finora
- Aerospace Aluminum PDFDocumento6 pagineAerospace Aluminum PDFsmani170Nessuna valutazione finora
- Astm D4496Documento5 pagineAstm D4496Sampath WeragodaNessuna valutazione finora
- UN 38.3 Lithium-Ion Battery Testing: Vibration and Shock Testing RequirementsDocumento27 pagineUN 38.3 Lithium-Ion Battery Testing: Vibration and Shock Testing RequirementsAshok KumarNessuna valutazione finora
- D2625Documento7 pagineD2625rimi7alNessuna valutazione finora
- ASTM-D5045 Fracture Toughness TestingDocumento3 pagineASTM-D5045 Fracture Toughness Testingbabak_raji100% (1)
- EMC Directive 2014 - 30 PDFDocumento36 pagineEMC Directive 2014 - 30 PDFJoannes Lenny EstibeiroNessuna valutazione finora
- Rescue Carabiners: Standard Specification ForDocumento6 pagineRescue Carabiners: Standard Specification Forastewayb_964354182Nessuna valutazione finora
- KAMAXDocumento19 pagineKAMAXNathan PaulNessuna valutazione finora
- Standard Specification For Aluminum-Alloy 5005 Drawing Stock For Electrical Purposes1Documento3 pagineStandard Specification For Aluminum-Alloy 5005 Drawing Stock For Electrical Purposes1HugoStiglicNessuna valutazione finora
- Murakami, Endo - Effects of Defects, Inclusions and Inhomogeneities On Fatigue StrengthDocumento20 pagineMurakami, Endo - Effects of Defects, Inclusions and Inhomogeneities On Fatigue StrengthDavid C HouserNessuna valutazione finora
- Astm - Mag. PropertiesDocumento2 pagineAstm - Mag. PropertiesPetr HavelNessuna valutazione finora
- Effect of Materials Design On Properties of Porcelain InsulatorsDocumento5 pagineEffect of Materials Design On Properties of Porcelain InsulatorsSamar RashidNessuna valutazione finora
- D 2116 - 02 - RdixmtyDocumento6 pagineD 2116 - 02 - Rdixmtyjamaljamal20Nessuna valutazione finora
- D3638-12 Standard Test Method For Comparative Tracking Index of Electrical Insulating MaterialsDocumento5 pagineD3638-12 Standard Test Method For Comparative Tracking Index of Electrical Insulating Materialsjose flores100% (1)
- Precipitation-Hardening Stainless SteelsDocumento10 paginePrecipitation-Hardening Stainless Steelscanveraza3122Nessuna valutazione finora
- Atlas Aluminium Datasheet 3003 Rev Oct 2013Documento3 pagineAtlas Aluminium Datasheet 3003 Rev Oct 2013PrakashNessuna valutazione finora
- Front Side Silver Paste 653G SDS - GENERAL - TEXANOL (English Version) V2.7 (PB)Documento6 pagineFront Side Silver Paste 653G SDS - GENERAL - TEXANOL (English Version) V2.7 (PB)Desheng ChewNessuna valutazione finora
- Standard E112Documento1 paginaStandard E112INGESCO COLOMBIA SAS0% (1)
- Astm G204 - 10Documento5 pagineAstm G204 - 10Sofia Yuli100% (1)
- D 6054 - 97 - Rdywntq - PDFDocumento3 pagineD 6054 - 97 - Rdywntq - PDFwilliamNessuna valutazione finora
- D 2511Documento2 pagineD 2511Asep TheaNessuna valutazione finora
- Interpretation and Classification of Non-Metallic Inclusions - MPC20160040-DL.000109386-1.Pdf0Documento10 pagineInterpretation and Classification of Non-Metallic Inclusions - MPC20160040-DL.000109386-1.Pdf0Nick pilipenkoNessuna valutazione finora
- ASTM A876 12 - Standard SPC For Flat-Rolled, Grain-Oriented, Silicon-Iron, Elelctrical SteelDocumento6 pagineASTM A876 12 - Standard SPC For Flat-Rolled, Grain-Oriented, Silicon-Iron, Elelctrical SteelAndrés Castillo NavarroNessuna valutazione finora
- Module Grounding Addendum May2013Documento21 pagineModule Grounding Addendum May2013fitoflavioNessuna valutazione finora
- E2230-13 Standard Practice For Thermal Qualification of Type B Packages For Radioactive MaterialDocumento37 pagineE2230-13 Standard Practice For Thermal Qualification of Type B Packages For Radioactive Materialastewayb_964354182Nessuna valutazione finora
- Ams4943l 2020Documento8 pagineAms4943l 2020BauyrzhanNessuna valutazione finora
- ASTEM D955 00 - Standard Test Method of Measuring Shrinkage From Mold Dimensions of Thermoplastics PDFDocumento5 pagineASTEM D955 00 - Standard Test Method of Measuring Shrinkage From Mold Dimensions of Thermoplastics PDFAndre Rodriguez SpirimNessuna valutazione finora
- SAE AMS5699 - RevGDocumento8 pagineSAE AMS5699 - RevGLynn AlgerNessuna valutazione finora
- Pressure Vessel Plates, Carbon Steel, For Moderate-And Lower-Temperature ServiceDocumento4 paginePressure Vessel Plates, Carbon Steel, For Moderate-And Lower-Temperature ServicemarykongNessuna valutazione finora
- Astm F 1801 - 97Documento6 pagineAstm F 1801 - 97MelVerNessuna valutazione finora
- A554-15a Standard Specification For Welded Stainless Steel Mechanical TubingDocumento5 pagineA554-15a Standard Specification For Welded Stainless Steel Mechanical TubingChuthaNessuna valutazione finora
- Astm A 588-A 588MDocumento3 pagineAstm A 588-A 588MfogdartNessuna valutazione finora
- Porosity in Metallic Coatings by Humid Sulfur Vapor ("Flowers-of-Sulfur")Documento5 paginePorosity in Metallic Coatings by Humid Sulfur Vapor ("Flowers-of-Sulfur")ROHITNessuna valutazione finora
- Astm d5648Documento2 pagineAstm d5648Anonymous 1HFV185Sl4Nessuna valutazione finora
- B694 PDFDocumento8 pagineB694 PDFEslam ElsayedNessuna valutazione finora
- Strain-Controlled Fatigue Testing: Standard Test Method ForDocumento16 pagineStrain-Controlled Fatigue Testing: Standard Test Method ForharikaNessuna valutazione finora
- Liquid Metal Embrittlelment-B.joseph Et Al.-Eur - Phys.journal AP 5-19-31 - 1999Documento13 pagineLiquid Metal Embrittlelment-B.joseph Et Al.-Eur - Phys.journal AP 5-19-31 - 1999angelogontijoNessuna valutazione finora
- Astm A717 A717m 2006 enDocumento4 pagineAstm A717 A717m 2006 enAkash VermaNessuna valutazione finora
- Astm E2818-11 PDFDocumento4 pagineAstm E2818-11 PDFJhonatan CalloapazaNessuna valutazione finora
- ASME SA-437-SA-437M Specification For Alloy-Steel Turbine Type Bolting Material Specially Heat Treated For High-Temperature ServiceDocumento5 pagineASME SA-437-SA-437M Specification For Alloy-Steel Turbine Type Bolting Material Specially Heat Treated For High-Temperature ServiceWagner Renato AraújoNessuna valutazione finora
- Relating To Fatigue and Fracture Testing: Standard TerminologyDocumento25 pagineRelating To Fatigue and Fracture Testing: Standard Terminologymüsait bir yerde100% (1)
- A 1070 - 16Documento8 pagineA 1070 - 16Nguyễn Như ThếNessuna valutazione finora
- The Bulk Modulus of RubberDocumento5 pagineThe Bulk Modulus of Rubberjjhw2002303Nessuna valutazione finora
- ASTM A976-2003 - Insulating Coating StandardDocumento4 pagineASTM A976-2003 - Insulating Coating StandardBobby PoonNessuna valutazione finora
- Austenitic Chromium-Nickel-Silicon Alloy Steel Seamless and Welded PipeDocumento4 pagineAustenitic Chromium-Nickel-Silicon Alloy Steel Seamless and Welded PipeJosé Ramón GutierrezNessuna valutazione finora
- Shur-Lok Design - Manual PDFDocumento35 pagineShur-Lok Design - Manual PDFNicola ZorziNessuna valutazione finora
- Astm D3479 PDFDocumento6 pagineAstm D3479 PDFAndrés QuezadaNessuna valutazione finora
- Strength of PorcelainDocumento4 pagineStrength of PorcelainTravis WoodNessuna valutazione finora
- Astm D1525 PDFDocumento10 pagineAstm D1525 PDFCristian Culqui PerezNessuna valutazione finora
- Astm B575Documento5 pagineAstm B575Jota JacquesNessuna valutazione finora
- Friction Stir Welding of High Strength 7XXX Aluminum AlloysDa EverandFriction Stir Welding of High Strength 7XXX Aluminum AlloysNessuna valutazione finora
- C 1460 - 04 - Qze0njaDocumento4 pagineC 1460 - 04 - Qze0njaSamuel EduardoNessuna valutazione finora
- Shielded Transition Couplings Using Flexible Poly Vinyl Chloride (PVC) Gaskets To Connect Dissimilar DWV Pipe and FittingsDocumento5 pagineShielded Transition Couplings Using Flexible Poly Vinyl Chloride (PVC) Gaskets To Connect Dissimilar DWV Pipe and FittingsSamuel EduardoNessuna valutazione finora
- C 1461 - 00 - Qze0njetukveDocumento4 pagineC 1461 - 00 - Qze0njetukveSamuel EduardoNessuna valutazione finora
- CV Plantilla 9Documento2 pagineCV Plantilla 9Samuel EduardoNessuna valutazione finora
- CV Plantilla 13Documento1 paginaCV Plantilla 13Samuel EduardoNessuna valutazione finora
- Astm D 3527 - 02 - RDM1MJCDocumento6 pagineAstm D 3527 - 02 - RDM1MJCSamuel EduardoNessuna valutazione finora
- Experience Skills: Graphic DesignerDocumento2 pagineExperience Skills: Graphic DesignerSamuel EduardoNessuna valutazione finora
- Astm D 904 - 99 - RdkwnaDocumento3 pagineAstm D 904 - 99 - RdkwnaSamuel Eduardo0% (1)
- Astm C 557 - 99 - QZU1NY05OQDocumento5 pagineAstm C 557 - 99 - QZU1NY05OQSamuel EduardoNessuna valutazione finora
- Astm D 3343 - 95 R00 - RDMZNDMDocumento4 pagineAstm D 3343 - 95 R00 - RDMZNDMSamuel EduardoNessuna valutazione finora
- Astm D 2699 - 01 - Rdi2otktmdeDocumento49 pagineAstm D 2699 - 01 - Rdi2otktmdeSamuel EduardoNessuna valutazione finora
- Astm D 5210 - 92 - RduymtatotiDocumento4 pagineAstm D 5210 - 92 - RduymtatotiSamuel EduardoNessuna valutazione finora
- Astm G 85 - 02 - Rzg1lvjfraDocumento15 pagineAstm G 85 - 02 - Rzg1lvjfraSamuel EduardoNessuna valutazione finora
- Astm G 91 - 97 - RZKXDocumento5 pagineAstm G 91 - 97 - RZKXSamuel EduardoNessuna valutazione finora
- ASTM G 98 - 91 r96 - Rzk4ltkxujk2rteDocumento3 pagineASTM G 98 - 91 r96 - Rzk4ltkxujk2rteSamuel EduardoNessuna valutazione finora
- Astm G 98 - 02 - RZK4Documento4 pagineAstm G 98 - 02 - RZK4Samuel EduardoNessuna valutazione finora
- Astm G 96 - 90 R01 - RZK2Documento10 pagineAstm G 96 - 90 R01 - RZK2Samuel EduardoNessuna valutazione finora
- Astm G 87 - 02 - RZG3Documento7 pagineAstm G 87 - 02 - RZG3Samuel EduardoNessuna valutazione finora
- G 85 - 98 - RZG1LTK4 PDFDocumento6 pagineG 85 - 98 - RZG1LTK4 PDFSamuel EduardoNessuna valutazione finora
- Astm G 85 - 02 - RZG1Documento14 pagineAstm G 85 - 02 - RZG1Samuel EduardoNessuna valutazione finora
- Drilling Rig Selection - Guidelines Only)Documento79 pagineDrilling Rig Selection - Guidelines Only)Edo Gawa77% (13)
- FCC Process Fundamentals & Technology EvolutionDocumento42 pagineFCC Process Fundamentals & Technology Evolutionranjith_asp0% (1)
- Anup Kumar CivilDocumento35 pagineAnup Kumar CivilsaisuryaNessuna valutazione finora
- Whirlpool Awe 6515 WDocumento41 pagineWhirlpool Awe 6515 WCoryl BlueNessuna valutazione finora
- Intro To Gears & Gear TrainsDocumento20 pagineIntro To Gears & Gear TrainsBrettNessuna valutazione finora
- Timken Corrosion Resistant Poly Round Plain Bearing Housed Unit Catalog - 11259Documento80 pagineTimken Corrosion Resistant Poly Round Plain Bearing Housed Unit Catalog - 11259Leroy AraoNessuna valutazione finora
- Grilles & RegistersDocumento19 pagineGrilles & RegistersBelal AlrwadiehNessuna valutazione finora
- Azkoyen Palma M Tech ManualDocumento42 pagineAzkoyen Palma M Tech ManualrxNessuna valutazione finora
- Synthotech e BrochureDocumento14 pagineSynthotech e BrochurePeter FormanNessuna valutazione finora
- SOP - Biomass Cofiring Final - PFDocumento14 pagineSOP - Biomass Cofiring Final - PFAmit MishraNessuna valutazione finora
- Plant Mass Flow-50080091 - A4-P - 5.0 - ENDocumento9 paginePlant Mass Flow-50080091 - A4-P - 5.0 - ENHassan raufNessuna valutazione finora
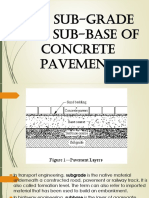
- The Sub-Grade and Sub-Base of Concrete PavementDocumento16 pagineThe Sub-Grade and Sub-Base of Concrete PavementPatrick TaylorNessuna valutazione finora
- Wiremesh InstallationDocumento3 pagineWiremesh InstallationFitriansyah Adi Putra IrwanNessuna valutazione finora
- Coagulation FlocculationDocumento71 pagineCoagulation FlocculationDeepa Singh100% (1)
- Qa QC Welding Piping Inspector Resume An.Documento6 pagineQa QC Welding Piping Inspector Resume An.nivasssvNessuna valutazione finora
- Catalog Ebara SubmersibleDocumento72 pagineCatalog Ebara SubmersiblecihuyNessuna valutazione finora
- Metal DetectorDocumento8 pagineMetal DetectorsamodraNessuna valutazione finora
- DIY Hot Air Soldering Iron 1 PDFDocumento11 pagineDIY Hot Air Soldering Iron 1 PDFztmp1Nessuna valutazione finora
- Force Weight Flow MeasurementDocumento98 pagineForce Weight Flow Measurementvenkat aNessuna valutazione finora
- 108 Manual 1Documento41 pagine108 Manual 1Joel BrasilBorgesNessuna valutazione finora
- CMOS Fabrication ProcessDocumento10 pagineCMOS Fabrication ProcessJohnMatthewBancilNessuna valutazione finora
- About Dissimilar MetalsDocumento1 paginaAbout Dissimilar MetalsIsabel Christina Gonzalez MoralesNessuna valutazione finora
- Rotary Pallet Rack CenterDocumento1 paginaRotary Pallet Rack CenterKittisak SungsanaNessuna valutazione finora
- Shape Memory ShubhamDocumento11 pagineShape Memory Shubhamtimroddick24Nessuna valutazione finora
- Airtronic D2-D4 Diagnostic Repair Manual 2013Documento33 pagineAirtronic D2-D4 Diagnostic Repair Manual 2013sdfrNessuna valutazione finora
- SOP Reach Stacker01Documento7 pagineSOP Reach Stacker01vozefjadav100% (1)
- TDS 26140 Jotashield Colourlast Silk Euk GBDocumento4 pagineTDS 26140 Jotashield Colourlast Silk Euk GBMido AbdoNessuna valutazione finora
- Production of Formaldehyde From MethanolDocumento7 pagineProduction of Formaldehyde From MethanolThrese AreolaNessuna valutazione finora
- Ti 223 FenDocumento12 pagineTi 223 FenDusan OtasevicNessuna valutazione finora
- Thermodynamics & IC Engines Lab ManualDocumento170 pagineThermodynamics & IC Engines Lab ManualNABIL HUSSAINNessuna valutazione finora