Potrebbero piacerti anche
- Service Manual Lumenis Pulse 30HDocumento99 pagineService Manual Lumenis Pulse 30HNodir AkhundjanovNessuna valutazione finora
- Sims 1969Documento16 pagineSims 1969Brrr BrrrNessuna valutazione finora
- Amazon Case StudyDocumento22 pagineAmazon Case StudySaad Memon50% (6)
- Good-Wear-Resistant Cobalt-Base AlloysDocumento9 pagineGood-Wear-Resistant Cobalt-Base AlloysVedaant ShahNessuna valutazione finora
- Common Causes of Premature Failure of Hadfield Steel Crushers and Hammers Used in The Mining IndustryDocumento3 pagineCommon Causes of Premature Failure of Hadfield Steel Crushers and Hammers Used in The Mining IndustryLaboratorio CalidadNessuna valutazione finora
- Bonding of mgOC Brick by Catalytically Activated ResinDocumento4 pagineBonding of mgOC Brick by Catalytically Activated ResinBagas Prasetyawan Adi NugrohoNessuna valutazione finora
- Efecto de La Adición de Elementos, Características de La Microestructura, Propiedades Mecánicas, Procesos de Mecanizado y Soldadura Del Acero Austenítico Al Manganeso Hadfield PAPER INGLÉSDocumento7 pagineEfecto de La Adición de Elementos, Características de La Microestructura, Propiedades Mecánicas, Procesos de Mecanizado y Soldadura Del Acero Austenítico Al Manganeso Hadfield PAPER INGLÉSBastian Calderon DonosoNessuna valutazione finora
- AnalysisDocumento16 pagineAnalysispatilayush1894Nessuna valutazione finora
- Boron 15crmo3 PDFDocumento9 pagineBoron 15crmo3 PDFSuriyachai NiamsornNessuna valutazione finora
- The Al-Si Phase Diagram: Using Microstructur Al Analysis To Solve PR Actic Al ProblemsDocumento9 pagineThe Al-Si Phase Diagram: Using Microstructur Al Analysis To Solve PR Actic Al ProblemsThiru MuruganNessuna valutazione finora
- COBALT - FACTS-Metallurgical - UsesDocumento15 pagineCOBALT - FACTS-Metallurgical - UsesMarlon BombiNessuna valutazione finora
- 1 s2.0 S0043164816300795 MainDocumento7 pagine1 s2.0 S0043164816300795 MainAtul ScNessuna valutazione finora
- Mmscience - 2021 11 - Weldability of Cobalt Alloys by Hybrid MethodsDocumento8 pagineMmscience - 2021 11 - Weldability of Cobalt Alloys by Hybrid MethodsLUIS CARLOS ROMERO ALVAREZNessuna valutazione finora
- Abrasion Resistance of Iron-Based Hardfacing AlloysDocumento10 pagineAbrasion Resistance of Iron-Based Hardfacing AlloysRolando Mario Nuñez MonrroyNessuna valutazione finora
- Coatings 11 00053Documento15 pagineCoatings 11 00053Radu CristianNessuna valutazione finora
- Aidun Dean 1999Documento6 pagineAidun Dean 1999Tajul Rijal AnnuarNessuna valutazione finora
- BrazingDocumento40 pagineBrazingnagoreorueNessuna valutazione finora
- Common Causes of Premature Failure of MN SteelDocumento3 pagineCommon Causes of Premature Failure of MN Steeldrackensohn100% (1)
- Super Austenetic Steels P45 PDFDocumento3 pagineSuper Austenetic Steels P45 PDFSyed Mahmud Habibur RahmanNessuna valutazione finora
- INCO-WELD 686CPT With Super Duplex PDFDocumento10 pagineINCO-WELD 686CPT With Super Duplex PDFewillia13Nessuna valutazione finora
- Kang 2015Documento8 pagineKang 2015tamil selvanNessuna valutazione finora
- Huang 2004Documento5 pagineHuang 2004Oğuzhan AtmacaNessuna valutazione finora
- A Review On Recycling of Refractories For The Iron and Steel Industry PDFDocumento9 pagineA Review On Recycling of Refractories For The Iron and Steel Industry PDFJorge MadiasNessuna valutazione finora
- Lloyd1994 PDFDocumento23 pagineLloyd1994 PDFkousikkumaarNessuna valutazione finora
- 2017 - Effect of Forging On Aluminum Matrix Nano Composites A Review - Rajesh PurohitDocumento4 pagine2017 - Effect of Forging On Aluminum Matrix Nano Composites A Review - Rajesh PurohitMahmood KhanNessuna valutazione finora
- Fabrication Technique and Characterization of AluminumDocumento7 pagineFabrication Technique and Characterization of Aluminumaguilera.santiago18Nessuna valutazione finora
- Corrosion Behaviour of CIDocumento1 paginaCorrosion Behaviour of CIBaher ElsheikhNessuna valutazione finora
- 1 Xs2.0 S2238785420313090 adhesionSSDocumento10 pagine1 Xs2.0 S2238785420313090 adhesionSSirawatiNessuna valutazione finora
- Benchmarking of Potential Substituents For Leaded Bronze in Axial Sliding Bearings For Mobile Hydraulic ApplicationsDocumento7 pagineBenchmarking of Potential Substituents For Leaded Bronze in Axial Sliding Bearings For Mobile Hydraulic Applicationsbee1406763181Nessuna valutazione finora
- Corrosion of Uncoated and Oxide-Coated Basalt Fibre in Different Alkaline Media 2016Documento7 pagineCorrosion of Uncoated and Oxide-Coated Basalt Fibre in Different Alkaline Media 2016Ping GeNessuna valutazione finora
- Electric Arc Furnace Slag - An Overview - ScienceDirect TopicsDocumento9 pagineElectric Arc Furnace Slag - An Overview - ScienceDirect TopicsAnca ElenaNessuna valutazione finora
- Composition, Microstructure, Hardness, and Wear Properties of High-Speed Steel RollsDocumento11 pagineComposition, Microstructure, Hardness, and Wear Properties of High-Speed Steel RollsAlexis Guzmán MéndezNessuna valutazione finora
- Minerals: Influence of Strain Rate, Temperature and Chemical Composition On High Silicon Ductile IronDocumento14 pagineMinerals: Influence of Strain Rate, Temperature and Chemical Composition On High Silicon Ductile IronRemi Joel Boris EssecofyNessuna valutazione finora
- A Comparative Study of Pellets Sinter and Mixed Ferrous Burden Behaviour Under Simulated Blast Furnace ConditionsDocumento13 pagineA Comparative Study of Pellets Sinter and Mixed Ferrous Burden Behaviour Under Simulated Blast Furnace ConditionsVenkateswaran TNessuna valutazione finora
- COR-TEN Steel PDFDocumento10 pagineCOR-TEN Steel PDFUM'mer Farooq100% (1)
- Flexural Behaviour of Steel Fiber Reinforced GEO Polymer ConcreteDocumento5 pagineFlexural Behaviour of Steel Fiber Reinforced GEO Polymer ConcreteEditor IJTSRDNessuna valutazione finora
- 1 s2.0 S0955221911004948 MainDocumento10 pagine1 s2.0 S0955221911004948 MainHaidar HanifNessuna valutazione finora
- Effect of The Molybdenum On The Microstructural and Mechanical Properties of Hadfield Austenitic Manganese SteelDocumento8 pagineEffect of The Molybdenum On The Microstructural and Mechanical Properties of Hadfield Austenitic Manganese SteelharikaNessuna valutazione finora
- Microstructural Comparison of Spray-Formed and Conventionally Cast 2.5C-19Cr High-Chromium White Iron PDFDocumento12 pagineMicrostructural Comparison of Spray-Formed and Conventionally Cast 2.5C-19Cr High-Chromium White Iron PDFFàtí ĐCNessuna valutazione finora
- 1975 - Tribaloy Intermetallic Materials New Wear and Corrosion Resistant AlloysDocumento4 pagine1975 - Tribaloy Intermetallic Materials New Wear and Corrosion Resistant AlloysDrenkensteinNessuna valutazione finora
- Hammer Development CoalDocumento12 pagineHammer Development Coalppd9890Nessuna valutazione finora
- Correlation of Microstructure and Fracture Properties of Five Centrifugal Cast High Speed Steel RollsDocumento10 pagineCorrelation of Microstructure and Fracture Properties of Five Centrifugal Cast High Speed Steel RollsDebora ChavezNessuna valutazione finora
- Mechanical and Wear PropertiesDocumento5 pagineMechanical and Wear PropertiesSyehifful FadlinNessuna valutazione finora
- Lump Ore Characteristics and Their Impact On Blast Furnace OperationDocumento7 pagineLump Ore Characteristics and Their Impact On Blast Furnace Operationalvaroaac4Nessuna valutazione finora
- Unit-IV Welding Processes of SuperalloysDocumento7 pagineUnit-IV Welding Processes of SuperalloysJ Jhansibai100% (1)
- Construction and Building Materials: Wei-Hao Lee, Jhi-Hao Wang, Yung-Chin Ding, Ta-Wui ChengDocumento7 pagineConstruction and Building Materials: Wei-Hao Lee, Jhi-Hao Wang, Yung-Chin Ding, Ta-Wui ChengMustafaMahdiNessuna valutazione finora
- 1 s2.0 S1350630722000541 MainDocumento15 pagine1 s2.0 S1350630722000541 Mainkaren Daniela chaparro perezNessuna valutazione finora
- Production and Properties of Silicon Carbide Particles Reinforced Aluminium Alloy CompositesDocumento4 pagineProduction and Properties of Silicon Carbide Particles Reinforced Aluminium Alloy CompositesAlina JumoleaNessuna valutazione finora
- Slags From Steel ProductionDocumento5 pagineSlags From Steel Productionjacky hansdahNessuna valutazione finora
- El Efecto de Cerium Sobre El Comportamiento Abrasivo de Desgaste de Aleación Del Hardfacing PDFDocumento5 pagineEl Efecto de Cerium Sobre El Comportamiento Abrasivo de Desgaste de Aleación Del Hardfacing PDFJuan Altamirano RojasNessuna valutazione finora
- Hard Surface Overlay Welding Crack E - Weldone-Letter - FEBRUARY-2017 - Ver - 1Documento1 paginaHard Surface Overlay Welding Crack E - Weldone-Letter - FEBRUARY-2017 - Ver - 1convmech enggNessuna valutazione finora
- Resisting Metal Dusting CorrosionDocumento2 pagineResisting Metal Dusting CorrosionRonald MesinaNessuna valutazione finora
- The Comparative Study On Corrosion Behaviour of Steel and Basalt Fibre Reinforced Polymer (BFRP) Rebar in Concrete"Documento9 pagineThe Comparative Study On Corrosion Behaviour of Steel and Basalt Fibre Reinforced Polymer (BFRP) Rebar in Concrete"Abhijeet SableNessuna valutazione finora
- Thermodynamic and Kinetic Aspects of Secondary Steelmaking ProcessesDocumento37 pagineThermodynamic and Kinetic Aspects of Secondary Steelmaking ProcessesHASSAN MUSHTAQNessuna valutazione finora
- Journal of Alloys and Compounds: S.A. Hosseini, Khalil Ranjbar, R. Dehmolaei, A.R. AmiraniDocumento9 pagineJournal of Alloys and Compounds: S.A. Hosseini, Khalil Ranjbar, R. Dehmolaei, A.R. AmiraniNaseem AhmadNessuna valutazione finora
- Wear Resistance of High Chromium White Cast Iron For Coal Grinding RollsDocumento9 pagineWear Resistance of High Chromium White Cast Iron For Coal Grinding RollsJoseph CureNessuna valutazione finora
- Dev Corrosion Abrasion Resisitant Overlay MenonCook 012415 PDFDocumento19 pagineDev Corrosion Abrasion Resisitant Overlay MenonCook 012415 PDFunknown1711Nessuna valutazione finora
- Fused and Sintered AluminaDocumento7 pagineFused and Sintered AluminaSaragadam DilsriNessuna valutazione finora
- 2023 2 Reofundio Microstructural Morphology and Mechanical Properties of CooliDocumento20 pagine2023 2 Reofundio Microstructural Morphology and Mechanical Properties of CooliDenise DinizNessuna valutazione finora
- Engineering Materials 2: An Introduction to Microstructures, Processing and DesignDa EverandEngineering Materials 2: An Introduction to Microstructures, Processing and DesignNessuna valutazione finora
- The Social Responsibility of A Scientist: Philosophical Aspect of Contemporary DiscussionsDocumento14 pagineThe Social Responsibility of A Scientist: Philosophical Aspect of Contemporary DiscussionsBrrr BrrrNessuna valutazione finora
- Edsall Report 1975-ScientificFreedomResponsibilityDocumento61 pagineEdsall Report 1975-ScientificFreedomResponsibilityBrrr BrrrNessuna valutazione finora
- 20 2017-4-9-pp.144-149Documento6 pagine20 2017-4-9-pp.144-149Brrr BrrrNessuna valutazione finora
- Metals: Wear Characteristics of Superalloy and Hardface Coatings in Gas Turbine Applications-A ReviewDocumento14 pagineMetals: Wear Characteristics of Superalloy and Hardface Coatings in Gas Turbine Applications-A ReviewBrrr BrrrNessuna valutazione finora
- The e F F e C T of Iron Additions On The Rnicrostructure and Properties of The "'Tribaloy'" C o - I V I o - C R - S I W e A R Resistant AlloysDocumento12 pagineThe e F F e C T of Iron Additions On The Rnicrostructure and Properties of The "'Tribaloy'" C o - I V I o - C R - S I W e A R Resistant AlloysBrrr BrrrNessuna valutazione finora
- Failure Analysis of Weld-Repaired B-1900 Turbine Blade ShroudsDocumento9 pagineFailure Analysis of Weld-Repaired B-1900 Turbine Blade ShroudsBrrr BrrrNessuna valutazione finora
- Understanding Consumer and Business Buyer BehaviorDocumento47 pagineUnderstanding Consumer and Business Buyer BehaviorJia LeNessuna valutazione finora
- Rs 422Documento1 paginaRs 422rezakaihaniNessuna valutazione finora
- Lec # 26 NustDocumento18 pagineLec # 26 NustFor CheggNessuna valutazione finora
- Creative Thinking (2) : Dr. Sarah Elsayed ElshazlyDocumento38 pagineCreative Thinking (2) : Dr. Sarah Elsayed ElshazlyNehal AbdellatifNessuna valutazione finora
- Scope: Provisional Method - 1994 © 1984 TAPPIDocumento3 pagineScope: Provisional Method - 1994 © 1984 TAPPIМаркус СилваNessuna valutazione finora
- VP Construction Real Estate Development in NY NJ Resume Edward CondolonDocumento4 pagineVP Construction Real Estate Development in NY NJ Resume Edward CondolonEdwardCondolonNessuna valutazione finora
- (ACYFAR2) Toribio Critique Paper K36.editedDocumento12 pagine(ACYFAR2) Toribio Critique Paper K36.editedHannah Jane ToribioNessuna valutazione finora
- Chapter 3 Searching and PlanningDocumento104 pagineChapter 3 Searching and PlanningTemesgenNessuna valutazione finora
- Communication On The Telephone InfoDocumento30 pagineCommunication On The Telephone Infomelese100% (1)
- Proposal For Chemical Shed at Keraniganj - 15.04.21Documento14 pagineProposal For Chemical Shed at Keraniganj - 15.04.21HabibNessuna valutazione finora
- Service Manual: Model: R410, RB410, RV410, RD410 SeriesDocumento116 pagineService Manual: Model: R410, RB410, RV410, RD410 SeriesJorge Eustaquio da SilvaNessuna valutazione finora
- Writing Task The Strategy of Regional Economic DevelopementDocumento4 pagineWriting Task The Strategy of Regional Economic DevelopementyosiNessuna valutazione finora
- Kicks: This Brochure Reflects The Product Information For The 2020 Kicks. 2021 Kicks Brochure Coming SoonDocumento8 pagineKicks: This Brochure Reflects The Product Information For The 2020 Kicks. 2021 Kicks Brochure Coming SoonYudyChenNessuna valutazione finora
- SPC Abc Security Agrmnt PDFDocumento6 pagineSPC Abc Security Agrmnt PDFChristian Comunity100% (3)
- Lenskart SheetDocumento1 paginaLenskart SheetThink School libraryNessuna valutazione finora
- Entrep Q4 - Module 7Documento5 pagineEntrep Q4 - Module 7Paula DT PelitoNessuna valutazione finora
- Intelligent Smoke & Heat Detectors: Open, Digital Protocol Addressed by The Patented XPERT Card Electronics Free BaseDocumento4 pagineIntelligent Smoke & Heat Detectors: Open, Digital Protocol Addressed by The Patented XPERT Card Electronics Free BaseBabali MedNessuna valutazione finora
- Tindara Addabbo, Edoardo Ales, Ylenia Curzi, Tommaso Fabbri, Olga Rymkevich, Iacopo Senatori - Performance Appraisal in Modern Employment Relations_ An Interdisciplinary Approach-Springer Internationa.pdfDocumento278 pagineTindara Addabbo, Edoardo Ales, Ylenia Curzi, Tommaso Fabbri, Olga Rymkevich, Iacopo Senatori - Performance Appraisal in Modern Employment Relations_ An Interdisciplinary Approach-Springer Internationa.pdfMario ChristopherNessuna valutazione finora
- ABB Price Book 524Documento1 paginaABB Price Book 524EliasNessuna valutazione finora
- Health, Safety & Environment: Refer NumberDocumento2 pagineHealth, Safety & Environment: Refer NumbergilNessuna valutazione finora
- 1.mukherjee - 2019 - SMM - Customers Passion For BrandsDocumento14 pagine1.mukherjee - 2019 - SMM - Customers Passion For BrandsnadimNessuna valutazione finora
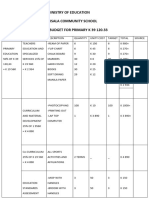
- Ministry of Education Musala SCHDocumento5 pagineMinistry of Education Musala SCHlaonimosesNessuna valutazione finora
- Document 3Documento3 pagineDocument 3AdeleNessuna valutazione finora
- IP Based Fingerprint Access Control & Time Attendance: FeatureDocumento2 pagineIP Based Fingerprint Access Control & Time Attendance: FeaturenammarisNessuna valutazione finora
- Palm Manual EngDocumento151 paginePalm Manual EngwaterloveNessuna valutazione finora
- Emergency and Safety ProceduresDocumento22 pagineEmergency and Safety Procedurespaupastrana94% (17)
- Dmta 20043 01en Omniscan SX UserDocumento90 pagineDmta 20043 01en Omniscan SX UserwenhuaNessuna valutazione finora
- Notice For AsssingmentDocumento21 pagineNotice For AsssingmentViraj HibareNessuna valutazione finora