Potrebbero piacerti anche
- Tuberias de PerforacionDocumento19 pagineTuberias de PerforacionChristian Leal100% (5)
- Fallas en Plantas Electricas de Emergencia PDFDocumento11 pagineFallas en Plantas Electricas de Emergencia PDFAndres FelipeNessuna valutazione finora
- Catalogo Autocebante Sihi CH SPLDocumento11 pagineCatalogo Autocebante Sihi CH SPLjhon caceres100% (1)
- Mantenimiento auxiliar de sistemas mecánicos y fluidos de aeronaves. TMVO0109Da EverandMantenimiento auxiliar de sistemas mecánicos y fluidos de aeronaves. TMVO0109Valutazione: 3 su 5 stelle3/5 (2)
- Torsión PERFECTJul 2014. Lascano SanabriaDocumento58 pagineTorsión PERFECTJul 2014. Lascano SanabriaJorge Guerrero100% (1)
- Taller Inorganica - Vanessa VeiraDocumento4 pagineTaller Inorganica - Vanessa VeiravanessaNessuna valutazione finora
- Catalogo JahesaDocumento8 pagineCatalogo JahesaLuis CFNessuna valutazione finora
- Naca 64212Documento2 pagineNaca 64212Jhan IngaNessuna valutazione finora
- Sistema de Protección Mar Verde CamposolDocumento22 pagineSistema de Protección Mar Verde CamposolBruno Reyes AspirosNessuna valutazione finora
- Tornos Convencionales LRDocumento2 pagineTornos Convencionales LRFelipe Carvajal RodríguezNessuna valutazione finora
- Flanges AWWA NormaDocumento3 pagineFlanges AWWA NormaronwerilkanNessuna valutazione finora
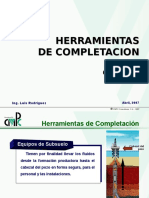
- Completamiento ToolDocumento16 pagineCompletamiento Toolcamila rachezNessuna valutazione finora
- 00 Check Resilente SFDocumento2 pagine00 Check Resilente SFOscar AyalaNessuna valutazione finora
- Cap. 5 Tipo de tuberias de producciónDocumento6 pagineCap. 5 Tipo de tuberias de producciónRicardo RockdriguezNessuna valutazione finora
- Abrazaderas PVC tubos industriaDocumento2 pagineAbrazaderas PVC tubos industriabaq_169513Nessuna valutazione finora
- TubosDocumento7 pagineTubosPablo Angel ToiaNessuna valutazione finora
- Calculo de MachonesDocumento15 pagineCalculo de MachonesDiego Ignacio Toro Rivera100% (1)
- Cople Dresfer Estilo 90: Aplicaciones DescripciónDocumento1 paginaCople Dresfer Estilo 90: Aplicaciones DescripciónCristhian Carranza CortesNessuna valutazione finora
- Product Bulletin Fisher 657 667 Diaphragm Actuators en 122352Documento4 pagineProduct Bulletin Fisher 657 667 Diaphragm Actuators en 122352victor tqNessuna valutazione finora
- BronceDocumento7 pagineBroncereader_64Nessuna valutazione finora
- TablasDocumento19 pagineTablasRoberto Escutia FernandezNessuna valutazione finora
- Presentacion CulataDocumento15 paginePresentacion CulataGregory Duran OchoaNessuna valutazione finora
- Ficha Tecnica Uf - Alcantarillado 4435 - TigreDocumento4 pagineFicha Tecnica Uf - Alcantarillado 4435 - TigreJorge HuarcayaNessuna valutazione finora
- Carb Montaje SPDocumento16 pagineCarb Montaje SPTomas TroncosoNessuna valutazione finora
- 6 Ttu 90°c XlpeDocumento2 pagine6 Ttu 90°c XlpeFranco bucciarelliNessuna valutazione finora
- Programa Cañoneo Tello34Documento8 paginePrograma Cañoneo Tello34Deisa Ramirez ReyesNessuna valutazione finora
- Rango de Aplicación de Una Válvula de CompuertaDocumento4 pagineRango de Aplicación de Una Válvula de CompuertaaccoclipNessuna valutazione finora
- Acoplamientos RUPEXDocumento24 pagineAcoplamientos RUPEXpablodugalNessuna valutazione finora
- Catalogo de Resistencias Calefactoras.rDocumento16 pagineCatalogo de Resistencias Calefactoras.rLuis Florian SalasNessuna valutazione finora
- TEMA 2 - Cañerias - Apunte2 PDFDocumento123 pagineTEMA 2 - Cañerias - Apunte2 PDFLuis MerkiNessuna valutazione finora
- Tubos PVC Unión Flexible Agua Presión SDR NTP ISODocumento4 pagineTubos PVC Unión Flexible Agua Presión SDR NTP ISOJorge HuarcayaNessuna valutazione finora
- Cálculo Válvulas de SeguridadDocumento10 pagineCálculo Válvulas de Seguridadelias2505Nessuna valutazione finora
- Catálogo Escurridor Compactador SinfinDocumento9 pagineCatálogo Escurridor Compactador SinfinPablo LazoNessuna valutazione finora
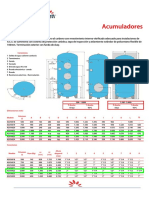
- Acumuladores Gran Volumen Vitrificado - v5Documento1 paginaAcumuladores Gran Volumen Vitrificado - v5bartoloNessuna valutazione finora
- Mejora de Sellos en 994Documento6 pagineMejora de Sellos en 994Diego Muñoz ManriqueNessuna valutazione finora
- Informe 6 ParshallDocumento23 pagineInforme 6 ParshallCristian LozanoNessuna valutazione finora
- Práctica Operativa Cilindro de Apriete PinoDocumento13 paginePráctica Operativa Cilindro de Apriete PinoLuis GabrielNessuna valutazione finora
- BAHCO Catalogo Argentina Por Categoria 04 DestornilladoresDocumento14 pagineBAHCO Catalogo Argentina Por Categoria 04 DestornilladoresMaman86Nessuna valutazione finora
- Catalogo Accesorios Hierro DuctilDocumento15 pagineCatalogo Accesorios Hierro DuctilpauloargotteNessuna valutazione finora
- Caldera ROCA CPA Gas y GasóleoDocumento2 pagineCaldera ROCA CPA Gas y GasóleoIngenieria BocanegraNessuna valutazione finora
- Tratamientos Primarios Fosas Septicas Tanques ImhoffDocumento6 pagineTratamientos Primarios Fosas Septicas Tanques ImhoffFrancy Daniela Montañez MejiaNessuna valutazione finora
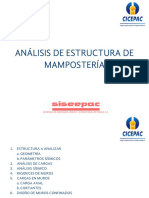
- Análisis de Estructura de MamposteriaDocumento31 pagineAnálisis de Estructura de MamposteriaMiriam CastañosNessuna valutazione finora
- Condensadores HispaniaDocumento5 pagineCondensadores HispaniaCarlos Claros RiveraNessuna valutazione finora
- Manual Amperares Bombas Barnes N4 & N6 2015Documento14 pagineManual Amperares Bombas Barnes N4 & N6 2015Carlos J OrozcoNessuna valutazione finora
- Catalogo OovalDocumento16 pagineCatalogo OovalLuciana Alizze Rojas VasquezNessuna valutazione finora
- Catalego Imtersa 2010 - LRDocumento86 pagineCatalego Imtersa 2010 - LRGil PabloNessuna valutazione finora
- Tubería perforaciónDocumento11 pagineTubería perforaciónjuantadNessuna valutazione finora
- Eslingas de CadenaDocumento9 pagineEslingas de CadenaEdinson F Colana ValdiviaNessuna valutazione finora
- Acoplamientos Elasticos GUMMIDocumento11 pagineAcoplamientos Elasticos GUMMIjlsaldanap8242Nessuna valutazione finora
- Representación de TuberiasDocumento87 pagineRepresentación de TuberiasLuis SanabriaNessuna valutazione finora
- Válvulas de Mariposa Manuales KV Tablas Dimensiones InstruccionesDocumento2 pagineVálvulas de Mariposa Manuales KV Tablas Dimensiones InstruccionesHernan VichNessuna valutazione finora
- Dresser Roots - EspecificacionesDocumento2 pagineDresser Roots - EspecificacionesCanoNessuna valutazione finora
- Instalaciones Mecánicas Proyecto Crematorio CamposantoDocumento16 pagineInstalaciones Mecánicas Proyecto Crematorio CamposantoGRETTY MEDALITH CAMPOS ACUÑANessuna valutazione finora
- Tolerancias de rodamientos rígidosDocumento1 paginaTolerancias de rodamientos rígidosYorman Alejandro100% (1)
- Guía básica para seleccionar bombasDocumento23 pagineGuía básica para seleccionar bombasJonathan Vasquez LlagunoNessuna valutazione finora
- Kaup Horquillas-T180 20022024manitouDocumento6 pagineKaup Horquillas-T180 20022024manitoucarlosNessuna valutazione finora
- Bridas y EsparragosDocumento6 pagineBridas y EsparragosEsteban Dido100% (4)
- Perfiles ConduvenDocumento29 paginePerfiles ConduvenBernardette Di Eugenio50% (2)
- C. CargaDocumento11 pagineC. Cargahugo castilloNessuna valutazione finora
- Reparación de productos de guarnicionería. TCPF0110Da EverandReparación de productos de guarnicionería. TCPF0110Nessuna valutazione finora
- Fabricación de tapones aglomerados. MAMA0109Da EverandFabricación de tapones aglomerados. MAMA0109Nessuna valutazione finora
- Curriculum Vitae FuncionalDocumento6 pagineCurriculum Vitae FuncionalRogerJrVargasPerezNessuna valutazione finora
- Curriculum Vitae FuncionalDocumento6 pagineCurriculum Vitae FuncionalRogerJrVargasPerezNessuna valutazione finora
- 1-Body PartDocumento36 pagine1-Body PartRogerJrVargasPerezNessuna valutazione finora
- Reservas de Gas YacimientosDocumento113 pagineReservas de Gas YacimientosDeybis Jhonny JuarezNessuna valutazione finora
- Saguapac SucDocumento3 pagineSaguapac SucRogerJrVargasPerezNessuna valutazione finora
- Proyecto Investigacion de ReservaDocumento114 pagineProyecto Investigacion de ReservaRogerJrVargasPerezNessuna valutazione finora
- Registros de ProduccionDocumento49 pagineRegistros de ProduccionXiomara Rodriguez73% (11)
- Tema 8 ReservasDocumento25 pagineTema 8 ReservaslocoquimNessuna valutazione finora
- Empaque Con GravaDocumento236 pagineEmpaque Con GravaLuz ColmenaresNessuna valutazione finora
- 2 141204190642 Conversion Gate02Documento69 pagine2 141204190642 Conversion Gate02JesusNessuna valutazione finora
- Capitulo 6Documento4 pagineCapitulo 6sergio aramayoNessuna valutazione finora
- Capitulo 4Documento13 pagineCapitulo 4RogerJrVargasPerezNessuna valutazione finora
- Problemas de materiales y ciencia de la ingenieríaDocumento2 pagineProblemas de materiales y ciencia de la ingenieríajochemaNessuna valutazione finora
- Problemas Holman - Superficies ExtendidasDocumento6 pagineProblemas Holman - Superficies ExtendidasMarko PoloNessuna valutazione finora
- Practica 7Documento19 paginePractica 7Yals Nery Rondinel RoblesNessuna valutazione finora
- Laboratorio N 1 Sistemas de Refrigeracion y Aire CondicionadoDocumento13 pagineLaboratorio N 1 Sistemas de Refrigeracion y Aire Condicionadoramos valdan murcielagoNessuna valutazione finora
- Fundamentos de HidraulicaDocumento264 pagineFundamentos de HidraulicagomibatNessuna valutazione finora
- HW 210 EsDocumento14 pagineHW 210 EsJhon Fabio ParraNessuna valutazione finora
- DocumentoDocumento7 pagineDocumentoMarili Monserrat Ruiz ZuritaNessuna valutazione finora
- Check List Formato Inspección de GrúaDocumento1 paginaCheck List Formato Inspección de GrúaMarcos ColegiadoNessuna valutazione finora
- Prueba de Conocimiento Basico de Motocicletas 2014 Test 2Documento5 paginePrueba de Conocimiento Basico de Motocicletas 2014 Test 2Daniela GarciaNessuna valutazione finora
- Trabajo Final de CalculoDocumento22 pagineTrabajo Final de CalculoAlex Tapara MantillaNessuna valutazione finora
- Mazda 3 2.0Documento5 pagineMazda 3 2.0javier solano100% (1)
- Fuerza de presión en superficies sumergidasDocumento12 pagineFuerza de presión en superficies sumergidasMEIER JOSUE QUILLAHUAMAN HUAMANNessuna valutazione finora
- Imagenes de GeneradoresDocumento163 pagineImagenes de GeneradoresAriel Villca PayeNessuna valutazione finora
- 3 Fase ResisDocumento16 pagine3 Fase ResisLeandro Urquizo VenturaNessuna valutazione finora
- Detección de fallas en cilindros neumáticosDocumento2 pagineDetección de fallas en cilindros neumáticosDiana Reyes71% (7)
- Informe Viscosidad: Laboratorio Propiedades Termodinámicas y de TransporteDocumento12 pagineInforme Viscosidad: Laboratorio Propiedades Termodinámicas y de Transportebarayanmg42Nessuna valutazione finora
- 6 Ejercicios Gases IdealesDocumento1 pagina6 Ejercicios Gases IdealesisabelNessuna valutazione finora
- Catalogo Nissan Frontier DieselDocumento11 pagineCatalogo Nissan Frontier Dieselcarlos garcia jaimesNessuna valutazione finora
- Estado ElasticoDocumento31 pagineEstado ElasticoCARMENNessuna valutazione finora
- 32 Planilla Notificacion QUANT Lub Hidraulica (1) (1) (Version 1)Documento120 pagine32 Planilla Notificacion QUANT Lub Hidraulica (1) (1) (Version 1)Rodrigo Culun DinamarcaNessuna valutazione finora
- Informe Neumatico Belshina K-01 Pos 05Documento8 pagineInforme Neumatico Belshina K-01 Pos 05miguelsaravialNessuna valutazione finora
- Sistema de Suspension AveriasDocumento32 pagineSistema de Suspension AveriasJose Vicente Yago Mora50% (2)
- Laboratorio n4 Lou - BombasDocumento6 pagineLaboratorio n4 Lou - Bombasbrandown diazNessuna valutazione finora
- Silabo 1703245 Diseno Industrial (E) (2021 B)Documento7 pagineSilabo 1703245 Diseno Industrial (E) (2021 B)kbNessuna valutazione finora
- Trabajo y Energía Física I UCBDocumento2 pagineTrabajo y Energía Física I UCBCristian G CruzNessuna valutazione finora
- Simulación Verificación Tornillos EmpalmeDocumento13 pagineSimulación Verificación Tornillos EmpalmeOctavioPetroneNessuna valutazione finora
- Vibracione MecanicasDocumento41 pagineVibracione MecanicasCARLOS OVEIMAR HUILA CAMPONessuna valutazione finora