Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
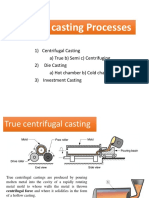
- Special Casting ProcessesDocumento25 pagineSpecial Casting ProcessesV Phanindra BoguNessuna valutazione finora
- 0000 Pi SPC 002Documento24 pagine0000 Pi SPC 002zsmithNessuna valutazione finora
- SREA-ECET (Mechanical) 8 Years Topic Wise Bit Bank-1 PDFDocumento68 pagineSREA-ECET (Mechanical) 8 Years Topic Wise Bit Bank-1 PDFDhanunjay JaguNessuna valutazione finora
- EN 10083-1. Steels For Quenching and TemperingDocumento27 pagineEN 10083-1. Steels For Quenching and TemperingJoaquin AlvarezNessuna valutazione finora
- Color Metallography PDFDocumento2 pagineColor Metallography PDFLoryNessuna valutazione finora
- Training 1 LF IntroductionDocumento14 pagineTraining 1 LF IntroductionprasenjitsayantanNessuna valutazione finora
- Material PropertiesDocumento16 pagineMaterial PropertiesMadan Kulkarni100% (1)
- Parker White Paper Developments in Stainless Steel Instrumentation Tube FittingsDocumento6 pagineParker White Paper Developments in Stainless Steel Instrumentation Tube FittingskkaranagNessuna valutazione finora
- Nicrom WikiDocumento5 pagineNicrom WikiViniciocg CgrefaNessuna valutazione finora
- Deburring & Polishing Media and CompoundsDocumento24 pagineDeburring & Polishing Media and CompoundsVivek GroverNessuna valutazione finora
- QC General NotesDocumento21 pagineQC General NotesBilly Kurniawan100% (2)
- Compare D2 and D3Documento2 pagineCompare D2 and D3GANESHNessuna valutazione finora
- TAFA ALCRO (IR-Cr-Al)Documento4 pagineTAFA ALCRO (IR-Cr-Al)Михаил ИвахновNessuna valutazione finora
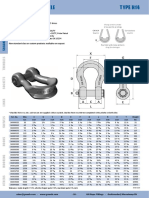
- Type H14 Wide Body Shackle: Non-Standard Sizes or Custom Products Available On RequestDocumento2 pagineType H14 Wide Body Shackle: Non-Standard Sizes or Custom Products Available On RequestDiaz JorgeNessuna valutazione finora
- Alloy WireDocumento92 pagineAlloy WireAdriano GaioNessuna valutazione finora
- Asme Section II A Sa-352 Sa-352mDocumento8 pagineAsme Section II A Sa-352 Sa-352mAnonymous GhPzn1xNessuna valutazione finora
- Material Specification Sheet Saarstahl - 30Mnvs6 (27mnsivs6) - Saarform 900Documento1 paginaMaterial Specification Sheet Saarstahl - 30Mnvs6 (27mnsivs6) - Saarform 900RajaSekarsajja100% (1)
- 5-Hot Tear PDFDocumento9 pagine5-Hot Tear PDFPeeka Prabhakara RaoNessuna valutazione finora
- KITZ Ball Valve SeatDocumento4 pagineKITZ Ball Valve Seatarachman297988Nessuna valutazione finora
- Washing and Sanitizing Kitchen Items: Dishes and Cooking UtensilsDocumento4 pagineWashing and Sanitizing Kitchen Items: Dishes and Cooking UtensilsJesusa Caunan VenzonNessuna valutazione finora
- StyleDocumento3 pagineStyleYen Sebastian SantosNessuna valutazione finora
- WPQTDocumento10 pagineWPQTnike_y2kNessuna valutazione finora
- IsuzuDocumento8 pagineIsuzuImam Zulkifli100% (1)
- About Welding Process 14Documento1 paginaAbout Welding Process 14XerexNessuna valutazione finora
- OneSteel Cold Formed Sections Nov2004pDocumento56 pagineOneSteel Cold Formed Sections Nov2004pLizardladNessuna valutazione finora
- Katalog AuftragsschweißenDocumento12 pagineKatalog AuftragsschweißentobiaswatzingerNessuna valutazione finora
- Whitney Suggested Cutting Speeds (SFM) : Feed and Speed ChartDocumento1 paginaWhitney Suggested Cutting Speeds (SFM) : Feed and Speed ChartCAT MINING SHOVELNessuna valutazione finora
- 1-3 Cold Welding, EtcDocumento50 pagine1-3 Cold Welding, EtcNguyễn Hồng Thanh100% (2)
- Steel Matting Price Jan2013Documento3 pagineSteel Matting Price Jan2013Pidz Garcia100% (1)
- BK - TNG 001 TS PI SP 001 Piping Material Specification Rev.1Documento45 pagineBK - TNG 001 TS PI SP 001 Piping Material Specification Rev.1Kev Tra100% (1)