Potrebbero piacerti anche
- ..CM in SC-Review ArticleDocumento6 pagine..CM in SC-Review ArticleKavitha Reddy GurrralaNessuna valutazione finora
- J Me STN 42354247Documento11 pagineJ Me STN 42354247Prince Thomas AchileNessuna valutazione finora
- Inventory Management Automation and The Performance of Supermarkets in Western KenyaDocumento10 pagineInventory Management Automation and The Performance of Supermarkets in Western KenyaFrank WhiteNessuna valutazione finora
- Effects of InventoryDocumento15 pagineEffects of InventoryAdrian Andrade PabalateNessuna valutazione finora
- Cost Implicationof Inventory Managementby Onanayeand OyebodeDocumento13 pagineCost Implicationof Inventory Managementby Onanayeand Oyebodejensyjoseph18Nessuna valutazione finora
- Jit and SCMDocumento14 pagineJit and SCMGigi VDNessuna valutazione finora
- Continuous Improvement Through Lean Using VSM For Application in Machining Based Product CompanyDocumento7 pagineContinuous Improvement Through Lean Using VSM For Application in Machining Based Product Companyelioglp1Nessuna valutazione finora
- Inventory MGT ProjectDocumento98 pagineInventory MGT ProjectBenjamin AkosaNessuna valutazione finora
- Stock Control in A Chemical Firm Combined FSN and Xyz AnalysisDocumento6 pagineStock Control in A Chemical Firm Combined FSN and Xyz AnalysisBharath Raju K BNessuna valutazione finora
- Role of Inventory Management and Control in A Manufacturing CompanyDocumento8 pagineRole of Inventory Management and Control in A Manufacturing CompanyIJRASETPublicationsNessuna valutazione finora
- Inventory Aging: An Impediment To The Value Chain - A Case Related To The Automotive IndustryDocumento8 pagineInventory Aging: An Impediment To The Value Chain - A Case Related To The Automotive IndustryKhaoula RezzoukNessuna valutazione finora
- Meta Analysis Impact of Just in Time ImplementatioDocumento10 pagineMeta Analysis Impact of Just in Time Implementationhat20112003Nessuna valutazione finora
- Cost Implicationof Inventory Managementby Onanayeand OyebodeDocumento13 pagineCost Implicationof Inventory Managementby Onanayeand OyebodefajarjanuarauliaNessuna valutazione finora
- Shutdown MaintenanceDocumento5 pagineShutdown MaintenanceAmirRazviNessuna valutazione finora
- Exploiting Discrete Event Simulation To Improve A Chicken Supply ChainDocumento11 pagineExploiting Discrete Event Simulation To Improve A Chicken Supply ChainBOHR International Journal of Advances in Management ResearchNessuna valutazione finora
- Cost Implicationof Inventory Managementby Onanayeand OyebodeDocumento13 pagineCost Implicationof Inventory Managementby Onanayeand Oyebodeamit deoreNessuna valutazione finora
- 33 IETET-176 PPDocumento7 pagine33 IETET-176 PPashifali777Nessuna valutazione finora
- Raw Material InventoryDocumento6 pagineRaw Material InventoryMadeeha KhanNessuna valutazione finora
- The Role of Raw Material Management in Production OperationsDocumento8 pagineThe Role of Raw Material Management in Production OperationsWilliam ScottNessuna valutazione finora
- Case Study: Implementation of 5S Methodology in JCB Assembly Business Unit Material StorageDocumento6 pagineCase Study: Implementation of 5S Methodology in JCB Assembly Business Unit Material StorageInnovative Research PublicationsNessuna valutazione finora
- The Impact of Inventory Control On Productivity of Steel FirmsDocumento13 pagineThe Impact of Inventory Control On Productivity of Steel FirmsVincovich HadnigouranNessuna valutazione finora
- Ahmed Taha Paper1Documento9 pagineAhmed Taha Paper1Mohamed KhalilNessuna valutazione finora
- Contribution 169 ADocumento12 pagineContribution 169 Apatriziocerna12Nessuna valutazione finora
- Uncertain Supply Chain Management: A State of Art Review On Optimization Techniques in Just in TimeDocumento12 pagineUncertain Supply Chain Management: A State of Art Review On Optimization Techniques in Just in Timevcpc2008Nessuna valutazione finora
- SUB158963Documento8 pagineSUB158963karen leonNessuna valutazione finora
- Applications of Operations Research in Supply Chain ManagementDocumento8 pagineApplications of Operations Research in Supply Chain ManagementInternational Journal of Innovative Science and Research TechnologyNessuna valutazione finora
- 3044 13094 2 PBDocumento6 pagine3044 13094 2 PBOlaleye S.ANessuna valutazione finora
- 6 MaaloufDocumento9 pagine6 Maalouflechiquan2497Nessuna valutazione finora
- Annexure IiDocumento8 pagineAnnexure IirsureshyadavNessuna valutazione finora
- Materials Today: Proceedings: Sivakumar Annamalai, H. Vinoth Kumar, N. BagathsinghDocumento5 pagineMaterials Today: Proceedings: Sivakumar Annamalai, H. Vinoth Kumar, N. BagathsinghMohammed BabkirNessuna valutazione finora
- Recent Trends in OmDocumento3 pagineRecent Trends in OmSathiyan HR50% (2)
- Sustainability 13 02947Documento11 pagineSustainability 13 02947filipeacribeiro26Nessuna valutazione finora
- Improvement Plan Through The Application of Engineering Tools To Reduce The Overcost of The Company Inversiones Y Distribuciones V&G S.R.LDocumento9 pagineImprovement Plan Through The Application of Engineering Tools To Reduce The Overcost of The Company Inversiones Y Distribuciones V&G S.R.LCesar Javier Lucas HerasNessuna valutazione finora
- Two Marks-On U IDocumento20 pagineTwo Marks-On U ISaravanan Shanmugam0% (3)
- Andiyappillai 2020 Ijais 451896Documento5 pagineAndiyappillai 2020 Ijais 451896Christian CardiñoNessuna valutazione finora
- Research ProposalDocumento13 pagineResearch Proposalyewub100% (1)
- Strengthening the Operational Pillar: The Building Blocks of World-Class Production Planning and Inventory Control SystemsDa EverandStrengthening the Operational Pillar: The Building Blocks of World-Class Production Planning and Inventory Control SystemsNessuna valutazione finora
- Inventory Management and SMEs ProfitabilDocumento5 pagineInventory Management and SMEs Profitabilyaycha96Nessuna valutazione finora
- MBA-607 (OM) EmailDocumento18 pagineMBA-607 (OM) EmailSaumya jaiswalNessuna valutazione finora
- S ChainDocumento4 pagineS Chainsisay.d234Nessuna valutazione finora
- Materials Today: Proceedings: Vineet Chouhan, Shubham Goswami, Raj Bahadur SharmaDocumento7 pagineMaterials Today: Proceedings: Vineet Chouhan, Shubham Goswami, Raj Bahadur SharmaRoshanNessuna valutazione finora
- Module 1Documento3 pagineModule 1Srinivasan KrishanmoorthyNessuna valutazione finora
- The Impact of Just in Time On The Inventory Management: The Case of Al Tayar Plastic Mfg. CoDocumento9 pagineThe Impact of Just in Time On The Inventory Management: The Case of Al Tayar Plastic Mfg. CoMuhammad HamzaNessuna valutazione finora
- Pazek K. Lean Manufacturing 2021Documento223 paginePazek K. Lean Manufacturing 2021Mourad Ben OthmaneNessuna valutazione finora
- Effects of Inventory Management System On Firm Performance - An Empirical StudyDocumento10 pagineEffects of Inventory Management System On Firm Performance - An Empirical StudyInternational Journal of Innovative Science and Research TechnologyNessuna valutazione finora
- Analysis of Inventory Management by Using Economic Order Quantity Model - A Case StudyDocumento10 pagineAnalysis of Inventory Management by Using Economic Order Quantity Model - A Case Studymanshi choudhuryNessuna valutazione finora
- Prasetyawan 2020Documento9 paginePrasetyawan 2020Tania CanchanyaNessuna valutazione finora
- Understanding The Need of Implementation of Lean Techniques in Manufacturing Industries A ReviewDocumento5 pagineUnderstanding The Need of Implementation of Lean Techniques in Manufacturing Industries A ReviewEditor IJTSRDNessuna valutazione finora
- BA7201 - 2 MarksDocumento12 pagineBA7201 - 2 Markskumarakannan.reNessuna valutazione finora
- Operations Management 1Documento16 pagineOperations Management 1Godfrey MkandalaNessuna valutazione finora
- Sciencedirect: Application of A Vendor Managed Inventory (Vmi) System Model in An Animal Nutrition IndustryDocumento6 pagineSciencedirect: Application of A Vendor Managed Inventory (Vmi) System Model in An Animal Nutrition IndustryDanilo Martin Tuppia ReyesNessuna valutazione finora
- Precursors of Warehousing Efficiency: An Empirical Study and Evaluation Within An Industrialized Hub of A Developing Economy, GhanaDocumento19 paginePrecursors of Warehousing Efficiency: An Empirical Study and Evaluation Within An Industrialized Hub of A Developing Economy, GhananyandeniunhlakaNessuna valutazione finora
- Postponement Strategies For Re-Engineering of Automotive Manufacturing: Knowledge-Management ImplicationsDocumento21 paginePostponement Strategies For Re-Engineering of Automotive Manufacturing: Knowledge-Management ImplicationsMonica DelaluzortizNessuna valutazione finora
- Inventory Management at Makerere University Business School and Its Impact On The Revenue Performance of Small and Medium EnterprisesDocumento16 pagineInventory Management at Makerere University Business School and Its Impact On The Revenue Performance of Small and Medium EnterprisesKIU PUBLICATION AND EXTENSIONNessuna valutazione finora
- Inventory Management Models and Their Effects On UDocumento5 pagineInventory Management Models and Their Effects On ULiîn DàNessuna valutazione finora
- Smart Warehouse vs. Traditional Warehouse - Review: Dr. Ali KamaliDocumento8 pagineSmart Warehouse vs. Traditional Warehouse - Review: Dr. Ali KamaliVasudev GuptaNessuna valutazione finora
- Operation Supply Chain ManagementDocumento17 pagineOperation Supply Chain ManagementMeet VermaNessuna valutazione finora
- Inventory Optimization in Supply Chain Management UsingDocumento8 pagineInventory Optimization in Supply Chain Management UsingAndres Felipe Cardozo ForeroNessuna valutazione finora
- Supply Chain Management - Inventory ControlDocumento67 pagineSupply Chain Management - Inventory ControlSujay ChavanNessuna valutazione finora
- Benchmarking Best Practices for Maintenance, Reliability and Asset ManagementDa EverandBenchmarking Best Practices for Maintenance, Reliability and Asset ManagementNessuna valutazione finora
- Value Chain MGTDocumento98 pagineValue Chain MGTangel_granadoNessuna valutazione finora
- SME Roving Academy Operations ManualDocumento29 pagineSME Roving Academy Operations ManualDenzel Edward CariagaNessuna valutazione finora
- BA 5025 Logistics Management Notes and SCMDocumento96 pagineBA 5025 Logistics Management Notes and SCMganga sweetyNessuna valutazione finora
- Strategic Management: Concept and Cases (Book Review)Documento41 pagineStrategic Management: Concept and Cases (Book Review)DominadorNDizonJr.Nessuna valutazione finora
- Cost Reduction Vs Cost AvoidanceDocumento17 pagineCost Reduction Vs Cost AvoidancenaveenNessuna valutazione finora
- Faktor-Faktor Yang Mempengaruhi Perkembangan Usaha Kecil Sektor Industri Pengolahan Di Kota MalangDocumento7 pagineFaktor-Faktor Yang Mempengaruhi Perkembangan Usaha Kecil Sektor Industri Pengolahan Di Kota MalangWidya NingsihNessuna valutazione finora
- Commerce 3rd Term Exam 2020 Form 3 Answer KeyDocumento9 pagineCommerce 3rd Term Exam 2020 Form 3 Answer KeyAejaz MohamedNessuna valutazione finora
- Benefit Cosmetics UPDATED - 1Documento10 pagineBenefit Cosmetics UPDATED - 1Erick MuthengiNessuna valutazione finora
- External Works - Cost Estimate PDFDocumento29 pagineExternal Works - Cost Estimate PDFtony fungNessuna valutazione finora
- Q1-Lesson 1 - Definition of MarketingDocumento19 pagineQ1-Lesson 1 - Definition of MarketingJERRALYN ALVANessuna valutazione finora
- Mozilla PDFDocumento78 pagineMozilla PDFHostMatrix100% (2)
- Kundereisen Med Sap Hybris Meet The ExpertDocumento13 pagineKundereisen Med Sap Hybris Meet The ExpertManindra TiwariNessuna valutazione finora
- Under Armour Case Study AnalysisDocumento42 pagineUnder Armour Case Study AnalysisAsif Ashraf100% (1)
- 2019 USPS: Postage Rate Increase GuideDocumento16 pagine2019 USPS: Postage Rate Increase Guidenutchai2538Nessuna valutazione finora
- Red Bull Brand AuditDocumento63 pagineRed Bull Brand AuditAbhishek Shrivastava100% (1)
- 100 Task Startup Bell Ventures 040418Documento1 pagina100 Task Startup Bell Ventures 040418Марко Кажић100% (3)
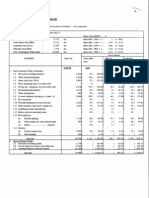
- Real 3-Year Cash FlowDocumento11 pagineReal 3-Year Cash Flowjames619Nessuna valutazione finora
- 29% Solution MisnerDocumento5 pagine29% Solution Misnerad9292Nessuna valutazione finora
- 7 CommerceDocumento29 pagine7 CommerceSandeep dasNessuna valutazione finora
- Ambush Marketing in SportsDocumento172 pagineAmbush Marketing in Sportsadelineo vlog ONessuna valutazione finora
- About AccentureDocumento3 pagineAbout AccentureKassandra Ebol100% (1)
- Tecnicas de Extricacion Vehicular Por Holmatro: AdvertisementDocumento3 pagineTecnicas de Extricacion Vehicular Por Holmatro: AdvertisementJoel DominiciNessuna valutazione finora
- Bharath Kumar ResumeDocumento3 pagineBharath Kumar ResumeBharath KumarNessuna valutazione finora
- Costing of Apparel ProductsDocumento30 pagineCosting of Apparel ProductsSugandha Rathore100% (2)
- 01 Ciba Vision - Group J - FinalDocumento7 pagine01 Ciba Vision - Group J - FinalVenkat ChandanNessuna valutazione finora
- Unit 11Documento36 pagineUnit 11Shah Maqsumul Masrur TanviNessuna valutazione finora
- Summer Internship Hypercity ProjectDocumento93 pagineSummer Internship Hypercity ProjectArunesh Singh100% (2)
- RahelDocumento11 pagineRahelBereket MinaleNessuna valutazione finora
- Rocell Annual ReportDocumento12 pagineRocell Annual ReportSanghamitra Dan100% (1)