Potrebbero piacerti anche
- Chapter 5 Types of Maintenance Programs : O&M Best Practices Guide, Release 3.0 5.1Documento9 pagineChapter 5 Types of Maintenance Programs : O&M Best Practices Guide, Release 3.0 5.1yinkaNessuna valutazione finora
- Preventive Maintenance2Documento22 paginePreventive Maintenance2Shivaji ThubeNessuna valutazione finora
- Maintenance StrategiesDocumento6 pagineMaintenance StrategiesarielsonNessuna valutazione finora
- Productivity and Reliability-Based Maintenance Management, Second EditionDa EverandProductivity and Reliability-Based Maintenance Management, Second EditionNessuna valutazione finora
- Study On Maintenance Process and Maintenance ToolsDocumento17 pagineStudy On Maintenance Process and Maintenance ToolsKawsar AlamNessuna valutazione finora
- Preventive Maintenance Part IDocumento21 paginePreventive Maintenance Part IKABADDI RISINGNessuna valutazione finora
- The Main Aim of Prompt Equipment Maintenance Revolves Around Maintaining Top Functionality and Minimizing BreakdownsDocumento11 pagineThe Main Aim of Prompt Equipment Maintenance Revolves Around Maintaining Top Functionality and Minimizing BreakdownsYohannes BushoNessuna valutazione finora
- Maintenance PhilosophiesDocumento8 pagineMaintenance PhilosophiesZainNessuna valutazione finora
- How To Audit Your Preventive MaintenanceDocumento12 pagineHow To Audit Your Preventive MaintenanceFran jimenezNessuna valutazione finora
- Is 4002 Maintainability EngineeringDocumento118 pagineIs 4002 Maintainability Engineeringraj KumarNessuna valutazione finora
- Equipment Point Inspection List 20180410Documento1 paginaEquipment Point Inspection List 20180410Fredy CabrejoNessuna valutazione finora
- Monitor Equipment Condition Document GuidanceDocumento10 pagineMonitor Equipment Condition Document GuidanceAbdul AwanNessuna valutazione finora
- Maintenance ManagementDocumento7 pagineMaintenance ManagementNadeemNessuna valutazione finora
- PM Schedule Plan For All MachinesDocumento32 paginePM Schedule Plan For All MachineskumaresanNessuna valutazione finora
- Periodic Maintenance Check List of Examination Light, L 751Documento2 paginePeriodic Maintenance Check List of Examination Light, L 751Engr Awais Tahir MughalNessuna valutazione finora
- Plant Maintenance (ME-426) : Computerized Maintenance Management System (CMMS) Adeel Ahmed Khan, Assistant Professor (MED)Documento18 paginePlant Maintenance (ME-426) : Computerized Maintenance Management System (CMMS) Adeel Ahmed Khan, Assistant Professor (MED)Ahmer Bandagi100% (1)
- Monthly HVAC Maint. ScheduleDocumento5 pagineMonthly HVAC Maint. ScheduleTawfeeq AhmedNessuna valutazione finora
- 26 - Welding Machine ChecklistDocumento1 pagina26 - Welding Machine ChecklistZeeshan AbbasiNessuna valutazione finora
- Computerized Maintenance Management SystemDocumento18 pagineComputerized Maintenance Management SystemTumeloNessuna valutazione finora
- TPM Literature ReviewDocumento49 pagineTPM Literature ReviewJosep PeterNessuna valutazione finora
- Pump ChecklistDocumento2 paginePump ChecklistNishanth Gabriel100% (4)
- Maintenance ScheduleDocumento16 pagineMaintenance ScheduleSiska0806Nessuna valutazione finora
- RCM XXXDocumento11 pagineRCM XXXOmar KhaledNessuna valutazione finora
- Maintenance ManagementDocumento26 pagineMaintenance ManagementSaajida Pv100% (1)
- Maintenance Culture: Mama Cass Restaurants LimitedDocumento22 pagineMaintenance Culture: Mama Cass Restaurants LimitedOsagie AlfredNessuna valutazione finora
- Reciprocating Maintenance ChecklistDocumento1 paginaReciprocating Maintenance ChecklistEllyson IlanoNessuna valutazione finora
- Asset Management A Complete Guide - 2020 EditionDa EverandAsset Management A Complete Guide - 2020 EditionNessuna valutazione finora
- Breakdown and Preventive Maintenance Policy of Sewing Machine in Garments ManufacturingDocumento6 pagineBreakdown and Preventive Maintenance Policy of Sewing Machine in Garments ManufacturingshahinNessuna valutazione finora
- Mapcon CMMS Feature ChartDocumento6 pagineMapcon CMMS Feature ChartStar RangerNessuna valutazione finora
- RCSD Audit Facilities ManagementDocumento31 pagineRCSD Audit Facilities ManagementmarybadamsNessuna valutazione finora
- Description Description Cause Code Failure Class Failure CodeDocumento389 pagineDescription Description Cause Code Failure Class Failure CodeharshadNessuna valutazione finora
- Maintenance ManagementDocumento40 pagineMaintenance ManagementAmila ThibbotuwawaNessuna valutazione finora
- Maintenance TechnicianDocumento1 paginaMaintenance TechnicianpushpanjalijNessuna valutazione finora
- Best Maintenance PracticesDocumento8 pagineBest Maintenance PracticesYuvaraj NithyanandamNessuna valutazione finora
- Maintenance PlanDocumento7 pagineMaintenance PlanTafadzwa MurwiraNessuna valutazione finora
- Centrifuge Preventative Maintenance Schedule: EBA 20, EBA 20S, MIKRO 120 See Lower Chart Centrifuge Bowl SealDocumento1 paginaCentrifuge Preventative Maintenance Schedule: EBA 20, EBA 20S, MIKRO 120 See Lower Chart Centrifuge Bowl SealSubbarayan SaravanakumarNessuna valutazione finora
- Crane Maintenance ProcedureDocumento3 pagineCrane Maintenance ProcedureAravin KumarNessuna valutazione finora
- Journal of Quality in Maintenance EngineeringDocumento20 pagineJournal of Quality in Maintenance EngineeringJose100% (1)
- Subject: Production and Operations Management Unit 5: Maintenance and Waste ManagementDocumento19 pagineSubject: Production and Operations Management Unit 5: Maintenance and Waste ManagementAnonymous yL88Jj100% (1)
- Periodic Inventory SystemDocumento16 paginePeriodic Inventory SystemSohel Bangi100% (1)
- Minimum Learing Material - MaintenanceDocumento144 pagineMinimum Learing Material - MaintenanceSaravanan Ak100% (1)
- Kaizen Event Project Charter: Project Name Agency/Division/ Location Scope Meeting Date Target Event DateDocumento3 pagineKaizen Event Project Charter: Project Name Agency/Division/ Location Scope Meeting Date Target Event DateDebashishDolonNessuna valutazione finora
- Facility Preventive Maintenance ChecklistDocumento5 pagineFacility Preventive Maintenance ChecklistFaisalNessuna valutazione finora
- CMMS Selection GuideDocumento6 pagineCMMS Selection GuidehamadaabdelgawadNessuna valutazione finora
- Maintenance Journal 171fullDocumento85 pagineMaintenance Journal 171fullJorge MartinezNessuna valutazione finora
- Procedure - Preventive MaintenanceDocumento2 pagineProcedure - Preventive MaintenanceJeff DrewNessuna valutazione finora
- Spare Parts ManagementDocumento16 pagineSpare Parts ManagementAlae LmimouniNessuna valutazione finora
- Machinemaintenance Schedule Sheet 09Documento1 paginaMachinemaintenance Schedule Sheet 09Muhammad FirdausNessuna valutazione finora
- Software Maintenance: Management of Maintenance Maintenance Process Maintenance ModelsDocumento24 pagineSoftware Maintenance: Management of Maintenance Maintenance Process Maintenance ModelsSumod SundarNessuna valutazione finora
- Electrical Maintenance Standard Operative Procedure - Detailed ProceduresDocumento1 paginaElectrical Maintenance Standard Operative Procedure - Detailed ProceduresamlmrsscontrolNessuna valutazione finora
- Many Companies Fail, Not Because of More Consumption But Due To Maintenance of Huge Spare Inventory Which Remains UnutilizedDocumento30 pagineMany Companies Fail, Not Because of More Consumption But Due To Maintenance of Huge Spare Inventory Which Remains UnutilizedshivashankaracharNessuna valutazione finora
- Asset Maintenance ManagementDocumento28 pagineAsset Maintenance ManagementMayNessuna valutazione finora
- Cautery Machines and Electrosurgical Units PREVENTIVE MAINTENANCEDocumento2 pagineCautery Machines and Electrosurgical Units PREVENTIVE MAINTENANCERaymond Ogi100% (2)
- Maintenance Manager 1598637070Documento4 pagineMaintenance Manager 1598637070Alyssa ArdeleanNessuna valutazione finora
- Annual Maintenance Plan and BudgetDocumento3 pagineAnnual Maintenance Plan and BudgetyadiraNessuna valutazione finora
- CFM Multiple Choice MCQDocumento4 pagineCFM Multiple Choice MCQNikita Rekhate100% (1)
- A Complete Mechanics of Solid Lab Test ManualDocumento38 pagineA Complete Mechanics of Solid Lab Test ManualAli ZafarNessuna valutazione finora
- My ResumeDocumento1 paginaMy ResumeMir OsailNessuna valutazione finora
- Analysis of The Reasons For Nokia's Decline Nokia's Executives Didn't Grasp The Market AccuratelyDocumento3 pagineAnalysis of The Reasons For Nokia's Decline Nokia's Executives Didn't Grasp The Market AccuratelyMir OsailNessuna valutazione finora
- Usail Front PageDocumento1 paginaUsail Front PageMir OsailNessuna valutazione finora
- Benefits of Participative ManagementDocumento10 pagineBenefits of Participative ManagementMir OsailNessuna valutazione finora
- Usail Front Page PomDocumento2 pagineUsail Front Page PomMir OsailNessuna valutazione finora
- JKSSBDocumento1 paginaJKSSBMir OsailNessuna valutazione finora
- Pom 176Documento3 paginePom 176Mir OsailNessuna valutazione finora
- Table of ContentsDocumento1 paginaTable of ContentsMir OsailNessuna valutazione finora
- Operational Level StrategiesDocumento2 pagineOperational Level StrategiesMir OsailNessuna valutazione finora
- Table of ContentsDocumento1 paginaTable of ContentsMir OsailNessuna valutazione finora
- Good Practices in Government Resource Planning, Developed Vs Developing CountriesDocumento11 pagineGood Practices in Government Resource Planning, Developed Vs Developing CountriesFreeBalanceGRPNessuna valutazione finora
- Chapter 2 - 2 Plane Curvilinear MotionDocumento37 pagineChapter 2 - 2 Plane Curvilinear MotionAlfredo Ruiz ValenciaNessuna valutazione finora
- zx350lc 3 InglesDocumento6 paginezx350lc 3 InglesLuis Nahuelhuaique LemusNessuna valutazione finora
- Aeroshell Fluid 41 PdsDocumento2 pagineAeroshell Fluid 41 Pdsja.moreno930Nessuna valutazione finora
- EN RotomaticDocumento4 pagineEN RotomaticnajeerwNessuna valutazione finora
- Concept of Circulation in A Free Vortex FlowDocumento55 pagineConcept of Circulation in A Free Vortex FlowAnil KumarNessuna valutazione finora
- Stock # Carbon Weight Burn Temp Puncture StrengthDocumento8 pagineStock # Carbon Weight Burn Temp Puncture StrengthMintNessuna valutazione finora
- Valve Body PDFDocumento9 pagineValve Body PDFTimur TOT100% (2)
- Teaching Finite Element Analysis For Design Engineers: August 2011Documento7 pagineTeaching Finite Element Analysis For Design Engineers: August 2011Nelu CheluNessuna valutazione finora
- 6-C-RIIMPO301E - Conduct Hydraulic Excavator Operations - Learner Guide - V 1.1 02122019 PDFDocumento31 pagine6-C-RIIMPO301E - Conduct Hydraulic Excavator Operations - Learner Guide - V 1.1 02122019 PDFOwen PerrinNessuna valutazione finora
- Psychrometric Chart - Us and Si UnitsDocumento1 paginaPsychrometric Chart - Us and Si UnitsRaden_Rici_Abi_1914Nessuna valutazione finora
- Man 2563XX 07Documento232 pagineMan 2563XX 07trance1313Nessuna valutazione finora
- Section 05120 Structural Steel Part 1Documento43 pagineSection 05120 Structural Steel Part 1jacksondcplNessuna valutazione finora
- Ball Mill SizingDocumento10 pagineBall Mill Sizingvvananth100% (1)
- Mech 3-Module 1Documento41 pagineMech 3-Module 1melkisidick angloanNessuna valutazione finora
- HighpuritysealsDocumento6 pagineHighpuritysealstuannhocutNessuna valutazione finora
- Softening Point of AsphaltDocumento2 pagineSoftening Point of AsphaltMuhammad Rizal RamliNessuna valutazione finora
- Face Consultants Limited: Concrete Society'S Technical Report: 4 EditionDocumento14 pagineFace Consultants Limited: Concrete Society'S Technical Report: 4 EditionVincent_rko1Nessuna valutazione finora
- Diet Coke & Mentos Geyser Lab 2011-2012Documento4 pagineDiet Coke & Mentos Geyser Lab 2011-2012Frederick LoganNessuna valutazione finora
- Materials Today: Proceedings: Avula Suresh, T. Nancharaiah, Ravikumar Dumpala, B. Ratna SunilDocumento5 pagineMaterials Today: Proceedings: Avula Suresh, T. Nancharaiah, Ravikumar Dumpala, B. Ratna SunilBart MaxNessuna valutazione finora
- Dynamic Cone Penetrometers: In-Situ CBR in 10 Minutes With Dual-Mass DcpsDocumento2 pagineDynamic Cone Penetrometers: In-Situ CBR in 10 Minutes With Dual-Mass Dcpsd'Hell CaesarNessuna valutazione finora
- Triaxial Test Systems enDocumento10 pagineTriaxial Test Systems enDetjan JuniorNessuna valutazione finora
- Shifting Meterials: Ground Floor ReceptionDocumento3 pagineShifting Meterials: Ground Floor Receptionvishwas pandithNessuna valutazione finora
- GM Passlock II SystemDocumento14 pagineGM Passlock II Systemalmia tronicsNessuna valutazione finora
- FL-02-01 PM SheetDocumento12 pagineFL-02-01 PM SheetBikas SahaNessuna valutazione finora
- Product Management Self-Learning ManualDocumento261 pagineProduct Management Self-Learning ManualAbhishek Arekar100% (1)
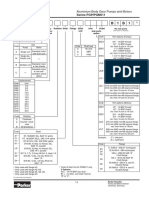
- PG 511 B 1 B 1: Ordering Code Series PGP/PGM511Documento7 paginePG 511 B 1 B 1: Ordering Code Series PGP/PGM511Four SticksNessuna valutazione finora
- Whirlpool Duet HTDocumento96 pagineWhirlpool Duet HTdanny85901100% (2)
- Method StatementDocumento4 pagineMethod StatementtayitbatovNessuna valutazione finora
- SdccmanDocumento126 pagineSdccmanGustavo A. Sarache MillanNessuna valutazione finora