Potrebbero piacerti anche
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5795)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Plan and Section Manhole Type b1 Layout1Documento1 paginaPlan and Section Manhole Type b1 Layout1Ben SinambelaNessuna valutazione finora
- Siemens SipartPS2 ManA5E00074631-08Documento248 pagineSiemens SipartPS2 ManA5E00074631-08satya1045Nessuna valutazione finora
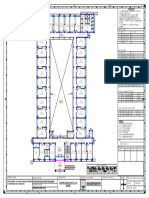
- 282 GIRLS HOSTEL BUILDING GROUND FLOOR PLAN - ModelDocumento1 pagina282 GIRLS HOSTEL BUILDING GROUND FLOOR PLAN - ModelAATVIK SHRIVASTAVANessuna valutazione finora
- Thematic Banquet PlanningDocumento70 pagineThematic Banquet PlanningJohn Navarro100% (4)
- Lince: User'S and Installer'S ManualDocumento15 pagineLince: User'S and Installer'S ManualDragos VidmichiNessuna valutazione finora
- Elastosil 401 60 MSDSDocumento8 pagineElastosil 401 60 MSDSQuality ControlNessuna valutazione finora
- Mga Halimbawa NG Anapora at KataporaDocumento3 pagineMga Halimbawa NG Anapora at KataporaRoxanie Ranido43% (7)
- Zoom Corporate PresentationDocumento63 pagineZoom Corporate Presentationzoom_321Nessuna valutazione finora
- Commercial Buidlings SWM Guideline Manual PDFDocumento163 pagineCommercial Buidlings SWM Guideline Manual PDFzaheeruddin_mohdNessuna valutazione finora
- DBFO HA Carbon Calculation SpreadsheetDocumento15 pagineDBFO HA Carbon Calculation SpreadsheetAbdulrahman JradiNessuna valutazione finora
- Omnipure and MarinerOmnipureDocumento5 pagineOmnipure and MarinerOmnipureSunilNessuna valutazione finora
- 2023 - Word File - Hackathon - Innovation and Solutions TemplateDocumento4 pagine2023 - Word File - Hackathon - Innovation and Solutions TemplateAUBREY ANN DEJORASNessuna valutazione finora
- Green ArchitectureDocumento25 pagineGreen Architectureshadan khanNessuna valutazione finora
- Myčka Zanussi Dws 4704Documento16 pagineMyčka Zanussi Dws 4704ricksudaNessuna valutazione finora
- Virtual Visit Report ABIDALI MANER 21Documento11 pagineVirtual Visit Report ABIDALI MANER 21Abid Maner0% (1)
- Abu Arish Sewage Treatment Plant, Jizan - KsaDocumento2 pagineAbu Arish Sewage Treatment Plant, Jizan - Ksaمحمد ود جبرهNessuna valutazione finora
- Dursabestos Homes of Colourful Beauty, 193XDocumento20 pagineDursabestos Homes of Colourful Beauty, 193XHouse Histories50% (2)
- ACCOMPLISHMENT REPORT ON WASH in SCHOOLS EditedDocumento6 pagineACCOMPLISHMENT REPORT ON WASH in SCHOOLS EditedElsa CastanedaNessuna valutazione finora
- Ozito Jigsaw OZJS750WBDocumento14 pagineOzito Jigsaw OZJS750WBAlanNessuna valutazione finora
- Revised Paper or PlasticDocumento8 pagineRevised Paper or Plasticapi-302507940Nessuna valutazione finora
- Manual de UtilizareDocumento416 pagineManual de UtilizareCOMTEL BUZAUNessuna valutazione finora
- Environmental Law VDocumento18 pagineEnvironmental Law VMeghana Rani pNessuna valutazione finora
- Experimental Investigation On Partial Replacement of Cement by Prosopis Juliflora Ash & Coarse Aggregate by SeashellsDocumento9 pagineExperimental Investigation On Partial Replacement of Cement by Prosopis Juliflora Ash & Coarse Aggregate by SeashellsIJRASETPublicationsNessuna valutazione finora
- Blackpowder Msds 1Documento4 pagineBlackpowder Msds 1api-374570982Nessuna valutazione finora
- VonPost Classification PDFDocumento2 pagineVonPost Classification PDFfyqahNessuna valutazione finora
- Sacosan-V Report FinalDocumento40 pagineSacosan-V Report FinalrupakhasanNessuna valutazione finora
- EDDR of Batching Plant Sialkot Pdf1Documento33 pagineEDDR of Batching Plant Sialkot Pdf1aqeelNessuna valutazione finora
- Evowash: Compact Sand Washing PlantDocumento13 pagineEvowash: Compact Sand Washing PlantPoyaNessuna valutazione finora
- Laporan Praktek Kerja Profesi Apoteker Di PT. LAPI Laboratories, Kawasan Industri Modern Cikande, Serang Periode 1 April - 29 April 2013Documento1 paginaLaporan Praktek Kerja Profesi Apoteker Di PT. LAPI Laboratories, Kawasan Industri Modern Cikande, Serang Periode 1 April - 29 April 2013Paulo MaldanyNessuna valutazione finora
- Combustion in ManufacturingDocumento40 pagineCombustion in ManufacturingVILLAINZ83Nessuna valutazione finora