Potrebbero piacerti anche
- Hydrogen Safety in The Sulfuric Acid IndustryDocumento2 pagineHydrogen Safety in The Sulfuric Acid IndustryAbdelghani MassouriNessuna valutazione finora
- Sulfuric Acid Plant Hydrogen ExplosionsDocumento37 pagineSulfuric Acid Plant Hydrogen ExplosionsAbdelghani MassouriNessuna valutazione finora
- Hydrogen Safety WorkshopDocumento19 pagineHydrogen Safety WorkshopAbdelghani MassouriNessuna valutazione finora
- 5093 10635 2 PBDocumento3 pagine5093 10635 2 PBAbdelghani MassouriNessuna valutazione finora
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- EXTEC X44 Parts ManualDocumento115 pagineEXTEC X44 Parts ManualSport Diet Music SDMNessuna valutazione finora
- Hayward Error Codes and TroubleshootingDocumento8 pagineHayward Error Codes and TroubleshootingEmmanuel David Sanchez DiazNessuna valutazione finora
- European Catalog Direct Operated Solenoid Valve High Flow Series 327 Asco en 7020294Documento6 pagineEuropean Catalog Direct Operated Solenoid Valve High Flow Series 327 Asco en 7020294MA1357Nessuna valutazione finora
- Fire Safety Director Sample QuestionsDocumento20 pagineFire Safety Director Sample QuestionsYau-Hang Lee43% (14)
- Ihp Project (1) NayanDocumento14 pagineIhp Project (1) Nayanramamadne94Nessuna valutazione finora
- S50 Valve Status Monitor 04-05 (Metric) - 3Documento1 paginaS50 Valve Status Monitor 04-05 (Metric) - 3Victor AlvarezNessuna valutazione finora
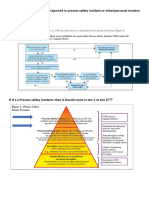
- Whether Incident Should Be Reported in Process Safety Incident or Other (Personal Incident Etc) ??Documento6 pagineWhether Incident Should Be Reported in Process Safety Incident or Other (Personal Incident Etc) ??Divyansh Singh ChauhanNessuna valutazione finora
- AirbusDocumento52 pagineAirbusKyriakos TousNessuna valutazione finora
- RCM TemplateDocumento19 pagineRCM TemplateJayNessuna valutazione finora
- Two-Piece Ball Valves: H-700 SERIESDocumento4 pagineTwo-Piece Ball Valves: H-700 SERIESSunil BajpaiNessuna valutazione finora
- FOBAS Change Over Calculator v6 1Documento4 pagineFOBAS Change Over Calculator v6 1Ankit Kumaar100% (1)
- Tutorial 13. Using Dynamic MeshesDocumento34 pagineTutorial 13. Using Dynamic Meshesnidhul07Nessuna valutazione finora
- Belgen150 & 200 - MAY 2006 - 65084-1BDocumento42 pagineBelgen150 & 200 - MAY 2006 - 65084-1BdavidNessuna valutazione finora
- PTS14 - Altifort FCT Presentation - EnglishDocumento34 paginePTS14 - Altifort FCT Presentation - EnglishQC RegianNessuna valutazione finora
- Renewing A Crankshaft After Engine Over SpeedDocumento25 pagineRenewing A Crankshaft After Engine Over SpeedAayush AgrawalNessuna valutazione finora
- O & M Manual For Governor HMCDocumento42 pagineO & M Manual For Governor HMCKrishna D91% (11)
- MTO Indowater 2019Documento5 pagineMTO Indowater 2019Muhammad Ilham Al FaizNessuna valutazione finora
- Hawe Hydraulic Oil RecommendationsDocumento13 pagineHawe Hydraulic Oil RecommendationsJako MishyNessuna valutazione finora
- METHOD of STATEMENT Pressure Testing of PipeworkDocumento9 pagineMETHOD of STATEMENT Pressure Testing of Pipeworkyusuf ergulNessuna valutazione finora
- Asco Series Maglatch 3 Way Catalog PDFDocumento2 pagineAsco Series Maglatch 3 Way Catalog PDFPrashant Kumar mishraNessuna valutazione finora
- Yk-Xg: User's ManualDocumento184 pagineYk-Xg: User's ManualVickocorp Slp100% (1)
- Rochester Carb Parts ChartuDocumento103 pagineRochester Carb Parts Chartuvixentd100% (2)
- Torque Converters and TorqueDocumento27 pagineTorque Converters and TorqueLucky OkoteNessuna valutazione finora
- En 1.0.0 BT Aerolock Rotary ValveDocumento46 pagineEn 1.0.0 BT Aerolock Rotary ValveJose Marino Perez LazoNessuna valutazione finora
- PrimeRoyal HPD LE IOMDocumento82 paginePrimeRoyal HPD LE IOMTadeo FajardoNessuna valutazione finora
- PC210-10M0 New Product Introduction Final Revision Neil PDFDocumento93 paginePC210-10M0 New Product Introduction Final Revision Neil PDFtarmiji_nur100% (4)
- 787 (r01)Documento86 pagine787 (r01)AndresNessuna valutazione finora
- E254en 03Documento24 pagineE254en 03selcuksivaciNessuna valutazione finora
- CCV Product OverviewDocumento7 pagineCCV Product OverviewRizal NasutionNessuna valutazione finora
- 4L60E Overhaul ManualDocumento185 pagine4L60E Overhaul Manualanon_89043510089% (56)