Potrebbero piacerti anche
- 1219 - RT2Documento1 pagina1219 - RT2Herman_ms2000Nessuna valutazione finora
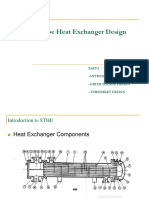
- STHE Design (Training Material)Documento37 pagineSTHE Design (Training Material)Herman_ms2000100% (1)
- Fabrication Work Flow 2014Documento49 pagineFabrication Work Flow 2014Herman_ms2000Nessuna valutazione finora
- JFE CatalogueDocumento41 pagineJFE CatalogueHerman_ms2000Nessuna valutazione finora
- How Oil Refining WorksDocumento13 pagineHow Oil Refining WorksHerman_ms2000Nessuna valutazione finora
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Comparison of Various Blade Profiles in A Two-Blade Conventional Savonius Wind TurbineDocumento13 pagineComparison of Various Blade Profiles in A Two-Blade Conventional Savonius Wind TurbineSajad MostafaviNessuna valutazione finora
- 3 Section-5 Technical Specification (Annexure-B)Documento102 pagine3 Section-5 Technical Specification (Annexure-B)Umamaheshwarrao VarmaNessuna valutazione finora
- DatasheetDocumento13 pagineDatasheetkishore kumarNessuna valutazione finora
- OzoneDocumento11 pagineOzoneECRDNessuna valutazione finora
- Leaflet F LG Absorption ChillerDocumento4 pagineLeaflet F LG Absorption ChillerSaad PathanNessuna valutazione finora
- MB Precast Concrete Buildings Dec07Documento20 pagineMB Precast Concrete Buildings Dec07magdyamdbNessuna valutazione finora
- CONSERVATION OF PLANTS AND ANIMALS - NotesDocumento3 pagineCONSERVATION OF PLANTS AND ANIMALS - NotesNiraj SethiNessuna valutazione finora
- TC1044S Charge Pump DC-TO-DC Voltage Converter: Features General DescriptionDocumento11 pagineTC1044S Charge Pump DC-TO-DC Voltage Converter: Features General DescriptionAlex Lorz BalboaNessuna valutazione finora
- TM 9 4935 601 14 3&PDocumento137 pagineTM 9 4935 601 14 3&Pkhaerul jannahNessuna valutazione finora
- Ch14HW AllDocumento9 pagineCh14HW Alldhiru12314Nessuna valutazione finora
- Test Format Light & WaveDocumento7 pagineTest Format Light & WaveDewan Olin ChotepadaeNessuna valutazione finora
- The Fluorescent Lighting System BY - Frank DurdaDocumento97 pagineThe Fluorescent Lighting System BY - Frank Durdawas00266Nessuna valutazione finora
- Karino Taani 2019Documento13 pagineKarino Taani 2019AliNessuna valutazione finora
- W22 Homework #8 AnwsersDocumento4 pagineW22 Homework #8 Anwsersiamayesha725Nessuna valutazione finora
- Exoterm Dan EndotermDocumento19 pagineExoterm Dan EndotermZakiyahNessuna valutazione finora
- Radiation Dose Limits: Appendix BDocumento6 pagineRadiation Dose Limits: Appendix BVaradha RajanNessuna valutazione finora
- Operation ManualDocumento81 pagineOperation ManualHalilintar BiruNessuna valutazione finora
- Biology FolioDocumento2 pagineBiology Folio黃將賓Nessuna valutazione finora
- Maersk LDocumento12 pagineMaersk LAbhishek Kumar0% (1)
- EPSRC Thermal Management Sheffield Drying Tech Feb 2010 PDFDocumento50 pagineEPSRC Thermal Management Sheffield Drying Tech Feb 2010 PDFVampireSuicideNessuna valutazione finora
- Air Brakes Module 1Documento49 pagineAir Brakes Module 1emreorakNessuna valutazione finora
- 2007-08 VodafonecrDocumento378 pagine2007-08 VodafonecrManisha BishtNessuna valutazione finora
- Get Big Stay LeanDocumento87 pagineGet Big Stay LeanMatheus Buniotto100% (1)
- Solis Certificate IEC&en 62109 1 (2) S6 EH1P (3 8) K L PRO Safety V01Documento3 pagineSolis Certificate IEC&en 62109 1 (2) S6 EH1P (3 8) K L PRO Safety V01carrei JohnNessuna valutazione finora
- Refrig - Samsung RF23J9011SR - v2 - User ManualDocumento108 pagineRefrig - Samsung RF23J9011SR - v2 - User ManualadamsusaNessuna valutazione finora
- 7W Amplifier Circuit TDA2003Documento7 pagine7W Amplifier Circuit TDA2003Mar EscNessuna valutazione finora
- 2006 OA On The Execution of A Fast-Track Disconnectable FPSODocumento25 pagine2006 OA On The Execution of A Fast-Track Disconnectable FPSOUthanmalliah NagarajanNessuna valutazione finora
- CALEFACCION Combitronic - 22297Documento20 pagineCALEFACCION Combitronic - 22297AlbertoNessuna valutazione finora
- Essentials of Radio Wave PropagationDocumento215 pagineEssentials of Radio Wave Propagation9177811805100% (7)
- AKTU SyllabusDocumento19 pagineAKTU SyllabusGautam NarulaNessuna valutazione finora