Potrebbero piacerti anche
- Analise de Risco - PinturaDocumento5 pagineAnalise de Risco - PinturaАли АленкарNessuna valutazione finora
- ObjetivoDocumento5 pagineObjetivoHigor Paiva TstNessuna valutazione finora
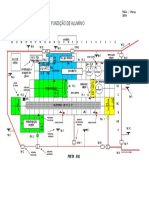
- 07 - Fundição de AlumínioDocumento1 pagina07 - Fundição de AlumínioАли АленкарNessuna valutazione finora
- Análise de riscos operação guindasteDocumento7 pagineAnálise de riscos operação guindasteАли АленкарNessuna valutazione finora
- (Apostila) Robótica Industrial - FEUPEDocumento101 pagine(Apostila) Robótica Industrial - FEUPEEduardo BandeiraNessuna valutazione finora
- Aula5 Meio de Ligação de TubosDocumento19 pagineAula5 Meio de Ligação de TubosАли АленкарNessuna valutazione finora
- Book RM08 2018 Web 1Documento35 pagineBook RM08 2018 Web 1Али АленкарNessuna valutazione finora
- Robótica - Apostila sobre fundamentos e aplicaçõesDocumento95 pagineRobótica - Apostila sobre fundamentos e aplicaçõesLuiz Carlos VidalNessuna valutazione finora
- 04-Manual Balancim Leve PDFDocumento18 pagine04-Manual Balancim Leve PDFFlavio FornazaroNessuna valutazione finora
- ESocial Mudanças e Soluções (PTDocumento24 pagineESocial Mudanças e Soluções (PTАли АленкарNessuna valutazione finora
- 1slide de ImpressãoDocumento39 pagine1slide de ImpressãoАли АленкарNessuna valutazione finora
- (Apostila) Robótica Industrial - FEUPEDocumento101 pagine(Apostila) Robótica Industrial - FEUPEEduardo BandeiraNessuna valutazione finora
- A tutoria na EaD: características e papel do tutorDocumento12 pagineA tutoria na EaD: características e papel do tutorEdmilson Manoel CoelhoNessuna valutazione finora
- Sassmaq 202005Documento101 pagineSassmaq 202005Mucciaccito100% (9)
- Normas técnicas para citaçãoDocumento12 pagineNormas técnicas para citaçãohalanmeloNessuna valutazione finora
- NBR 12790 (1995) - Cilindro de Aço Especificado, Sem Costura, para Armazenagem E Transporte de Gase PDFDocumento9 pagineNBR 12790 (1995) - Cilindro de Aço Especificado, Sem Costura, para Armazenagem E Transporte de Gase PDFАли АленкарNessuna valutazione finora
- Cap-28 AMUVIDocumento9 pagineCap-28 AMUVIbombeiro_passosNessuna valutazione finora
- Motor Pistão Biela Virabrequim Cames Valvulas ColetorDocumento38 pagineMotor Pistão Biela Virabrequim Cames Valvulas ColetorАли АленкарNessuna valutazione finora
- Como Calcular Quantos Exaustores Eólico Vou PrecisarDocumento2 pagineComo Calcular Quantos Exaustores Eólico Vou PrecisarАли Аленкар100% (1)
- Apresentação EsocialDocumento50 pagineApresentação EsocialАли АленкарNessuna valutazione finora
- ESocial CIESP 29-10-2013 Direitos LegaisDocumento48 pagineESocial CIESP 29-10-2013 Direitos LegaisantoniopulligNessuna valutazione finora
- Código de Ética Profissional Do ContabilistaDocumento6 pagineCódigo de Ética Profissional Do ContabilistaClaudia CarneiroNessuna valutazione finora
- Regulamento de Segurança contra Incêndio em SPDocumento43 pagineRegulamento de Segurança contra Incêndio em SParmandocesarNessuna valutazione finora
- Apr - Modelo Base - ConfidereDocumento4 pagineApr - Modelo Base - ConfidereАли АленкарNessuna valutazione finora
- Pergunta Sobre Como Funciona Um Motor A CombustãoDocumento1 paginaPergunta Sobre Como Funciona Um Motor A CombustãoАли АленкарNessuna valutazione finora
- Noções de mecânica automotivaDocumento10 pagineNoções de mecânica automotivaAlvaro SouzaNessuna valutazione finora
- Anelore Tolardo Slides ESocial 1º DiaDocumento38 pagineAnelore Tolardo Slides ESocial 1º DiaАли АленкарNessuna valutazione finora
- Complexoautomotivo (19591) PDFDocumento16 pagineComplexoautomotivo (19591) PDFDanielPereiraNessuna valutazione finora
- Aula 0. IntroduçãoDocumento9 pagineAula 0. IntroduçãoАли АленкарNessuna valutazione finora
- Material 3 - EngenhariaAutomotiva Eng. MecânicaDocumento8 pagineMaterial 3 - EngenhariaAutomotiva Eng. MecânicaАли АленкарNessuna valutazione finora
- Fispq - Cera Auto Brilho Polylar 3Documento6 pagineFispq - Cera Auto Brilho Polylar 3Mariana GomesNessuna valutazione finora
- Manual para implantação de estabelecimento industrial de pescadoDocumento112 pagineManual para implantação de estabelecimento industrial de pescadoLeonardo Caetano100% (1)
- 063.911 - 2018 - SP - Regulamento de Segurança Contra Incêndio Das Edificações e Áreas de Risco No Estado de São PauloDocumento28 pagine063.911 - 2018 - SP - Regulamento de Segurança Contra Incêndio Das Edificações e Áreas de Risco No Estado de São PauloMauricio Rodrigues FernandesNessuna valutazione finora
- Aula 04 - Escoamento Uniforme em TubulaçõesDocumento21 pagineAula 04 - Escoamento Uniforme em TubulaçõesVitor BoffNessuna valutazione finora
- NTD - 02.07-CEB-Redes Secundárias Isoladas - RSIDocumento52 pagineNTD - 02.07-CEB-Redes Secundárias Isoladas - RSIYuri Da Gama SantosNessuna valutazione finora
- Manual Inversor FotosolarDocumento72 pagineManual Inversor FotosolarRoberto Milet40% (5)
- Interações Entre A Energia e A MatériaDocumento15 pagineInterações Entre A Energia e A MatériaCarlos CruzNessuna valutazione finora
- Serviços e componentes das bombas HELIXDocumento54 pagineServiços e componentes das bombas HELIXAdriele ZanoneNessuna valutazione finora
- Bomba de combustívelDocumento4 pagineBomba de combustívelmarcelolimaspaNessuna valutazione finora
- Cabala Anjos e GnoseDocumento578 pagineCabala Anjos e Gnosesibilium100% (3)
- Catálogo - Produto-UNIDADES Fancoletes de Água Gelada-FWC-FWH (MC-PRC005A-PB) PDFDocumento53 pagineCatálogo - Produto-UNIDADES Fancoletes de Água Gelada-FWC-FWH (MC-PRC005A-PB) PDFPaulo CezarNessuna valutazione finora
- Rele de Tempo 7PUDocumento1 paginaRele de Tempo 7PUfelipeintegraNessuna valutazione finora
- Ufcd 6076 - Instalacoes Electricas Projecto v0.0Documento109 pagineUfcd 6076 - Instalacoes Electricas Projecto v0.0Ricardo SantosNessuna valutazione finora
- Instalação de padrão de energia em muroDocumento14 pagineInstalação de padrão de energia em muroDeborah FariasNessuna valutazione finora
- Curso Avançado Bloqueio Sinalizacao Rev2.0Documento56 pagineCurso Avançado Bloqueio Sinalizacao Rev2.0Marcos Carvalho Medeiros100% (1)
- Lista 2 - OscilaçõesDocumento2 pagineLista 2 - OscilaçõesKenya AlvesNessuna valutazione finora
- Módulos Fotovoltaicos - Caracteristicas e AssociaçõesDocumento18 pagineMódulos Fotovoltaicos - Caracteristicas e AssociaçõesJefferson AmaráNessuna valutazione finora
- Aula 06 Processo de Construção e Manutenção de Estrturas Navais PDFDocumento69 pagineAula 06 Processo de Construção e Manutenção de Estrturas Navais PDFAline VargasNessuna valutazione finora
- Exercícios de Termoquímica - 2Documento5 pagineExercícios de Termoquímica - 2Alexandre Gustavo SchreiberNessuna valutazione finora
- Instrumentista Reparador - Noções de MetrologiaDocumento73 pagineInstrumentista Reparador - Noções de MetrologiajanchietaNessuna valutazione finora
- Ise Fisica 012023Documento2 pagineIse Fisica 012023Luan LealNessuna valutazione finora
- Manual de Operação Guindaste Esteiras LINKBELT248.181TDocumento110 pagineManual de Operação Guindaste Esteiras LINKBELT248.181TMagna Santos100% (2)
- PR.0247 Eletricista Regras SegurancaDocumento48 paginePR.0247 Eletricista Regras Segurancasesmt.pgfNessuna valutazione finora
- Orixás e Os CristaisDocumento2 pagineOrixás e Os CristaisPriscila De Iemanjá100% (4)
- Lista de exercícios de química orgânica com estruturas e grupos funcionaisDocumento9 pagineLista de exercícios de química orgânica com estruturas e grupos funcionaisiranete267% (3)
- Fermentação Alcoolica Na Produção de PãoDocumento7 pagineFermentação Alcoolica Na Produção de PãoAnthony KentNessuna valutazione finora
- Manual Da Multifuncional Samsung SCX-4200Documento94 pagineManual Da Multifuncional Samsung SCX-4200idsl100% (2)
- Arte e ReciclagemDocumento5 pagineArte e ReciclagemFlávia Pedrosa Vasconcelos100% (1)
- Máquinas de Fluxo - Aula 1 - Introdução À Máquinas de FluxoDocumento27 pagineMáquinas de Fluxo - Aula 1 - Introdução À Máquinas de Fluxoisabelle_barreto_1Nessuna valutazione finora
- Agulhas náuticas; conversão de rumos e marcaçõesDocumento38 pagineAgulhas náuticas; conversão de rumos e marcaçõesleonardo.mohamedNessuna valutazione finora