Potrebbero piacerti anche
- Dealing with Data: The Commonwealth and International Library: Physics DivisionDa EverandDealing with Data: The Commonwealth and International Library: Physics DivisionValutazione: 5 su 5 stelle5/5 (1)
- Lab9FIS1200C (2 22)Documento5 pagineLab9FIS1200C (2 22)ErigoEoDraco300Nessuna valutazione finora
- SDM Cyclone SizingDocumento7 pagineSDM Cyclone SizingBoško IvanovićNessuna valutazione finora
- Demo Rockwell Certificate ASTMDocumento7 pagineDemo Rockwell Certificate ASTMYAMA ENGINEERSNessuna valutazione finora
- Sieve Analysis of Coarse and Fine AggregateDocumento3 pagineSieve Analysis of Coarse and Fine AggregateWaqas Muneer Khan0% (2)
- Bending Acc Criteria KnuckleDocumento2 pagineBending Acc Criteria KnucklepurnawanNessuna valutazione finora
- Scr452 - 20.01.2016 Pdi - Qad-28 Sample Inspection Reportcheck Rail - Machine (Scr-452)Documento1 paginaScr452 - 20.01.2016 Pdi - Qad-28 Sample Inspection Reportcheck Rail - Machine (Scr-452)azadNessuna valutazione finora
- PrixDocumento2 paginePrixBintou RassoulNessuna valutazione finora
- Sieve Analysis of Fine Aggregates and Coarse AggregatesDocumento15 pagineSieve Analysis of Fine Aggregates and Coarse AggregatesAng Jun KangNessuna valutazione finora
- Gradation 10 MM CADocumento2 pagineGradation 10 MM CAEr Narayan ApawatNessuna valutazione finora
- Bill of Quantities: 22.0 Plumbing WorksDocumento4 pagineBill of Quantities: 22.0 Plumbing WorksOne Oikos EngineeringNessuna valutazione finora
- Lab Report Constant AcclerationDocumento6 pagineLab Report Constant Acclerationacxyvb0% (1)
- Athena Engineers: Session InformationDocumento3 pagineAthena Engineers: Session InformationVijayGowthamanNessuna valutazione finora
- Datasheet Comparison: Pipe FeaturesDocumento3 pagineDatasheet Comparison: Pipe Featuressica1234Nessuna valutazione finora
- Lab1 Sieve AnalysisDocumento18 pagineLab1 Sieve Analysiskitsoobuseng17Nessuna valutazione finora
- Vulcan Core Industries: Sample Inspection CertificateDocumento1 paginaVulcan Core Industries: Sample Inspection CertificateazadNessuna valutazione finora
- Case Processing SummaryDocumento3 pagineCase Processing SummaryNadzar Canggih HendroNessuna valutazione finora
- CPVC Tech Apr - 2017 PDFDocumento2 pagineCPVC Tech Apr - 2017 PDFmanjunath hrNessuna valutazione finora
- Sieve Analysis: Abdullah Gül UniversityDocumento6 pagineSieve Analysis: Abdullah Gül UniversityYılmaz UçarNessuna valutazione finora
- Wide Width Tensile StrengthDocumento4 pagineWide Width Tensile StrengthMohit SharmaNessuna valutazione finora
- Ds InductorsDocumento2 pagineDs InductorsOussama MessaoudiNessuna valutazione finora
- Vulcan Core Industries: Sample Inspection CertificateDocumento1 paginaVulcan Core Industries: Sample Inspection CertificateazadNessuna valutazione finora
- BRKT Brake PedalDocumento8 pagineBRKT Brake PedalSanjayNessuna valutazione finora
- Mix Design PQC m40 Opc 53Documento7 pagineMix Design PQC m40 Opc 53Dipayan Misra100% (1)
- Lab Report 2 - Indeterminate FrameDocumento14 pagineLab Report 2 - Indeterminate FrameNurshahadah Shahrunnizam100% (1)
- Cost Elements Base Case Minimum: Summary StatisticsDocumento5 pagineCost Elements Base Case Minimum: Summary StatisticsAdamNessuna valutazione finora
- t5!18!01 2016 Qad 28 Sample Inspection Reportslide Chair Machine Ber 319 11116Documento1 paginat5!18!01 2016 Qad 28 Sample Inspection Reportslide Chair Machine Ber 319 11116Sarah FetahNessuna valutazione finora
- Job Mix Formula AC WCDocumento40 pagineJob Mix Formula AC WCRango Santoso0% (2)
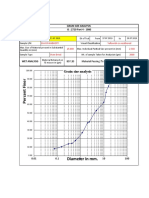
- Diameter in MM.: Grain Size AnalysisDocumento13 pagineDiameter in MM.: Grain Size AnalysisImran KhanNessuna valutazione finora
- 2020-08-05-Vernier Caliper MSADocumento1 pagina2020-08-05-Vernier Caliper MSAVenkateswaraa InsulationNessuna valutazione finora
- Btquant1 Sol 2010Documento5 pagineBtquant1 Sol 2010ANa TrầnNessuna valutazione finora
- HidrometerDocumento9 pagineHidrometerMeliana NovaaNessuna valutazione finora
- GTE611s Assignment NewDocumento9 pagineGTE611s Assignment NewTitus HaukongoNessuna valutazione finora
- Name: Kuntal Ghosh Enrollment No: 20pce046 Assignment: Soil Mechanics LabDocumento2 pagineName: Kuntal Ghosh Enrollment No: 20pce046 Assignment: Soil Mechanics LabKuntal Ghosh 20PCE046Nessuna valutazione finora
- Experiment 2 Lab Report GuidanceDocumento5 pagineExperiment 2 Lab Report GuidanceFatin FarwizahNessuna valutazione finora
- Final PresentationDocumento29 pagineFinal PresentationNeil VazNessuna valutazione finora
- Lampiran: Deskripsi Data Amatan Gaya Belajar KohtDocumento3 pagineLampiran: Deskripsi Data Amatan Gaya Belajar KohtAhmad Safi'iNessuna valutazione finora
- TM 210728 SRTDocumento3 pagineTM 210728 SRTömer cılızNessuna valutazione finora
- Vulcan Core Industries: Sample Inspection CertificateDocumento1 paginaVulcan Core Industries: Sample Inspection CertificateazadNessuna valutazione finora
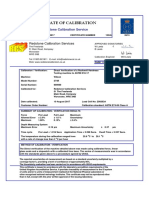
- Verificación de Instrumentos de Medida Directa 202050Documento20 pagineVerificación de Instrumentos de Medida Directa 202050ChristianGarcíaNessuna valutazione finora
- Sieve AnalysisDocumento5 pagineSieve Analysis7mood.mok2003Nessuna valutazione finora
- Chapter Four 4.1. Presentation of Result Table 5: Particle Size Distribution of Coarse AggregatesDocumento11 pagineChapter Four 4.1. Presentation of Result Table 5: Particle Size Distribution of Coarse AggregatesCHIDINessuna valutazione finora
- HY8Report - ALCANTARILLA TRIPLE 1.5Documento8 pagineHY8Report - ALCANTARILLA TRIPLE 1.5IVAN ANDRES VELANDIA ACEVEDONessuna valutazione finora
- BioPhysics Lab Manual Experiment 1Documento2 pagineBioPhysics Lab Manual Experiment 1AYRA JOAN DE JESUSNessuna valutazione finora
- Day One Chem 309Documento8 pagineDay One Chem 309TSHIRELETSO KOLAAGANONessuna valutazione finora
- Viii. Laboratory Test Results Moisture ContentDocumento14 pagineViii. Laboratory Test Results Moisture ContentDavis Chad MagalongNessuna valutazione finora
- Experiment 8Documento4 pagineExperiment 8Manu ValluNessuna valutazione finora
- Power Transformer Testing ProcessDocumento19 paginePower Transformer Testing ProcessRajj PruthiviNessuna valutazione finora
- Cálculos de ErroresDocumento3 pagineCálculos de ErroresLeandro Jose Herazo PrascaNessuna valutazione finora
- Cálculos de ErroresDocumento3 pagineCálculos de ErroresLeandro Jose Herazo PrascaNessuna valutazione finora
- Cálculos de ErroresDocumento3 pagineCálculos de ErroresLeandro Jose Herazo PrascaNessuna valutazione finora
- Test Certificate Dart CoimbatoreDocumento1 paginaTest Certificate Dart CoimbatorerajeshNessuna valutazione finora
- Side-02 Extension ExplanasionDocumento4 pagineSide-02 Extension ExplanasionMohamed AyoubNessuna valutazione finora
- MO & MO Aggregates With BlendingDocumento8 pagineMO & MO Aggregates With BlendingAbu FalasiNessuna valutazione finora
- 67 PDFDocumento1 pagina67 PDFRBV DESIGN & BUILD SERVICESNessuna valutazione finora
- AnalysisDocumento3 pagineAnalysisAnnamarie SanDiegoNessuna valutazione finora
- TorsionDocumento6 pagineTorsionnasirhakimiNessuna valutazione finora
- Laporan Kalibrasi Calliper LatihanDocumento24 pagineLaporan Kalibrasi Calliper LatihanMuhammad BurhanuddinNessuna valutazione finora
- Diameter in MM.: Grain Size AnalysisDocumento13 pagineDiameter in MM.: Grain Size AnalysisImran KhanNessuna valutazione finora
- EH4890Documento4 pagineEH4890aaa bbbNessuna valutazione finora
- Answer Scheme BNJ 20903Documento8 pagineAnswer Scheme BNJ 20903No NameNessuna valutazione finora
- Solution of Nonlinear Equations: Graphical and Incremental Search MethodsDocumento17 pagineSolution of Nonlinear Equations: Graphical and Incremental Search MethodsNo NameNessuna valutazione finora
- Universiti Tun Hussein Onn Malaysia: ConfidentialDocumento8 pagineUniversiti Tun Hussein Onn Malaysia: ConfidentialNo NameNessuna valutazione finora
- Metal Forming Chapter 4 and ConclusionDocumento4 pagineMetal Forming Chapter 4 and ConclusionNo NameNessuna valutazione finora
- Practical Report (Folding Machine)Documento23 paginePractical Report (Folding Machine)No NameNessuna valutazione finora
- Metrology Measurement Slide PresentDocumento13 pagineMetrology Measurement Slide PresentNo NameNessuna valutazione finora
- Presentation 1Documento1 paginaPresentation 1No NameNessuna valutazione finora
- Tutorial 2 Feb 2016Documento44 pagineTutorial 2 Feb 2016No NameNessuna valutazione finora
- Y.' .I TL: MalaysiaDocumento1 paginaY.' .I TL: MalaysiaNo NameNessuna valutazione finora
- Chapter 2 PPT 02Documento94 pagineChapter 2 PPT 02No NameNessuna valutazione finora
- Math 237 Lecture NotesDocumento53 pagineMath 237 Lecture NotesNo NameNessuna valutazione finora
- Emu LogDocumento3 pagineEmu LogNo NameNessuna valutazione finora
- PumpsDocumento36 paginePumpsNo NameNessuna valutazione finora
- 4 Qs Statistics 1 With Answers PDFDocumento2 pagine4 Qs Statistics 1 With Answers PDFANGELINE Madu0% (1)
- Module 1A Notes Introduction To Statistical Analysis For Chemistry StudentsDocumento5 pagineModule 1A Notes Introduction To Statistical Analysis For Chemistry StudentsRon Heindrix MaandigNessuna valutazione finora
- cs236 Lecture2Documento30 paginecs236 Lecture2Dickins JohnNessuna valutazione finora
- qg302 087-093Documento7 pagineqg302 087-093Abhiyan Anala ArvindNessuna valutazione finora
- Statistical Models in Simulation: Course LeaderDocumento23 pagineStatistical Models in Simulation: Course LeadershyNessuna valutazione finora
- ExcercisesDocumento72 pagineExcercisesR.A.MNessuna valutazione finora
- Iobm MBA Logistics & Supply ChainDocumento10 pagineIobm MBA Logistics & Supply ChainMuhammad AdnanNessuna valutazione finora
- Methods Vol-2 N.G.Documento2 pagineMethods Vol-2 N.G.BLACK xDEMONNessuna valutazione finora
- Standard Normal DeviateDocumento2 pagineStandard Normal DeviateVageesha Shantha Veerabhadra SwamyNessuna valutazione finora
- Machine Learning - Regression: CS102 Winter 2019Documento31 pagineMachine Learning - Regression: CS102 Winter 2019technetvnNessuna valutazione finora
- A. K. Basu - Introduction To Stochastic ProcessDocumento430 pagineA. K. Basu - Introduction To Stochastic Processearthboy_1100% (2)
- PanelDocumento93 paginePaneljjanggu100% (1)
- CH3 SourcecodingDocumento2 pagineCH3 SourcecodingRoshankumar B. BhamareNessuna valutazione finora
- The Chi-Square DistributionDocumento2 pagineThe Chi-Square DistributionMohammed ArshadNessuna valutazione finora
- GoCJ DataSet Monte CarloDocumento417 pagineGoCJ DataSet Monte CarlobisniskuyNessuna valutazione finora
- IUT 9ABS304 Probability & StatisticsDocumento2 pagineIUT 9ABS304 Probability & StatisticssivabharathamurthyNessuna valutazione finora
- The Impact of Women's Adolescence On Future Career SuccessDocumento9 pagineThe Impact of Women's Adolescence On Future Career SuccessIsabella LozanoNessuna valutazione finora
- Biørn, Erik-Econometrics of Panel Data - Methods and Applications-Oxford University Press (2017)Documento417 pagineBiørn, Erik-Econometrics of Panel Data - Methods and Applications-Oxford University Press (2017)LifeNessuna valutazione finora
- Design of Experiment and Response SurfacDocumento108 pagineDesign of Experiment and Response Surfacmustofa hilmi100% (2)
- CH 3 & 4 Practice Test Resit VersionDocumento6 pagineCH 3 & 4 Practice Test Resit VersionEricChanNessuna valutazione finora
- Fundamentals of Statistical AnalysisDocumento2 pagineFundamentals of Statistical AnalysisMohamed Fawzy ShrifNessuna valutazione finora
- Benford's Law, Also Called The First-Digit Law, Is An Observation About TheDocumento19 pagineBenford's Law, Also Called The First-Digit Law, Is An Observation About TheDondie100% (1)
- Oromia State University College of Finance and Management Studies Department of Management Business Statistics Group and Individual AssignmentDocumento2 pagineOromia State University College of Finance and Management Studies Department of Management Business Statistics Group and Individual AssignmentJaatooNessuna valutazione finora
- Chapter 2-Probability DistributionDocumento45 pagineChapter 2-Probability DistributionEtsub SamuelNessuna valutazione finora
- MCQ From Predictive AnalyticsDocumento10 pagineMCQ From Predictive AnalyticsKunwar RawatNessuna valutazione finora
- Introduction To Probability Theory and StatisticsDocumento127 pagineIntroduction To Probability Theory and StatisticsKei YimNessuna valutazione finora
- Pse StataDocumento2 paginePse StataanggiNessuna valutazione finora
- Chapter 8. Sampling Distribution and Estimation Nguyen Thi Thu Van (This Version Is Dated On 22 Aug, 2021)Documento1 paginaChapter 8. Sampling Distribution and Estimation Nguyen Thi Thu Van (This Version Is Dated On 22 Aug, 2021)aaxdhpNessuna valutazione finora
- Business Analytics - Prediction ModelDocumento3 pagineBusiness Analytics - Prediction ModelMukul BansalNessuna valutazione finora
- MOOC Econometrics: Christiaan HeijDocumento3 pagineMOOC Econometrics: Christiaan HeijOsmar UgarteNessuna valutazione finora