Potrebbero piacerti anche
- Industrial radiography A Complete Guide - 2019 EditionDa EverandIndustrial radiography A Complete Guide - 2019 EditionNessuna valutazione finora
- Iso 228-1-2000 PDF DownloadDocumento14 pagineIso 228-1-2000 PDF DownloadRhdh kldmkNessuna valutazione finora
- Shallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceDa EverandShallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceNessuna valutazione finora
- A 285 - A 285M - 12 PDFDocumento3 pagineA 285 - A 285M - 12 PDFأسامة وحيد الدين رمضان100% (1)
- Technical Writing A-Z: A Commonsense Guide to Engineering Reports and Theses, Second Edition, British English: A Commonsense Guide to Engineering Reports and Theses, U.S. English Second EditionDa EverandTechnical Writing A-Z: A Commonsense Guide to Engineering Reports and Theses, Second Edition, British English: A Commonsense Guide to Engineering Reports and Theses, U.S. English Second EditionNessuna valutazione finora
- Mat Spec, Astm A 694 F65 Low Alloy Steel Forgings: SubseaDocumento14 pagineMat Spec, Astm A 694 F65 Low Alloy Steel Forgings: SubseaJones Pereira Neto100% (1)
- Astm A293-2022Documento10 pagineAstm A293-2022CarlosNessuna valutazione finora
- WRC 470Documento34 pagineWRC 470Alipasha GeramifardNessuna valutazione finora
- Astm A351 16Documento7 pagineAstm A351 16Nguyen JohnNessuna valutazione finora
- ASME Section II PartA SA193 2007 PDFDocumento18 pagineASME Section II PartA SA193 2007 PDFhoustonhimselfNessuna valutazione finora
- B729Documento3 pagineB729LambertWayneNessuna valutazione finora
- Astm A106 1999Documento13 pagineAstm A106 1999Rolando CastilloNessuna valutazione finora
- Seamless and Welded Ferritic and Martensitic Stainless Steel Tubing For General ServiceDocumento7 pagineSeamless and Welded Ferritic and Martensitic Stainless Steel Tubing For General ServicedgkmurtiNessuna valutazione finora
- Astm A420-A420m 2010Documento6 pagineAstm A420-A420m 2010Lucas IglesiasNessuna valutazione finora
- Astm A 450Documento10 pagineAstm A 450Telmo VianaNessuna valutazione finora
- Astm A537-A537m-95-2000Documento4 pagineAstm A537-A537m-95-2000NadhiraNessuna valutazione finora
- Seamless Ferritic Alloy-Steel Pipe For High-Temperature ServiceDocumento11 pagineSeamless Ferritic Alloy-Steel Pipe For High-Temperature ServiceIndra NainggolanNessuna valutazione finora
- Astm A 790-2020Documento10 pagineAstm A 790-2020Mohammed AliNessuna valutazione finora
- Asme Section II A Sa-302 Sa-302mDocumento4 pagineAsme Section II A Sa-302 Sa-302mAnonymous GhPzn1xNessuna valutazione finora
- Astm A320-A320m-99Documento8 pagineAstm A320-A320m-99NadhiraNessuna valutazione finora
- DIN 7060 Curcular Sight Glass PDFDocumento14 pagineDIN 7060 Curcular Sight Glass PDFalathekoala100% (2)
- Astm E7Documento30 pagineAstm E7Akki SaudiNessuna valutazione finora
- A498Documento13 pagineA498rgi178Nessuna valutazione finora
- International Standard: Hydraulic Turbines, Storage Pumps and Pump-Turbines - Model Acceptance TestsDocumento13 pagineInternational Standard: Hydraulic Turbines, Storage Pumps and Pump-Turbines - Model Acceptance TestsCapitanio IaggoNessuna valutazione finora
- Asme Section II A Sa-299 Sa-299mDocumento4 pagineAsme Section II A Sa-299 Sa-299mAnonymous GhPzn1xNessuna valutazione finora
- Astm A646 A646mDocumento5 pagineAstm A646 A646mJosé de Paula MoreiraNessuna valutazione finora
- Astm A 447-2011Documento4 pagineAstm A 447-2011Vk Rai100% (1)
- Nace Standards Related To 571Documento1 paginaNace Standards Related To 571Mostafa MosaadNessuna valutazione finora
- A176Documento2 pagineA176Claudenir AlvesNessuna valutazione finora
- Wrought Austenitic Stainless Steel Piping Fittings: Standard Specification ForDocumento8 pagineWrought Austenitic Stainless Steel Piping Fittings: Standard Specification FormilecsaNessuna valutazione finora
- Pressure Vessel Plates, Alloy Steel, Chromium-Molybdenum: Standard Specification ForDocumento6 paginePressure Vessel Plates, Alloy Steel, Chromium-Molybdenum: Standard Specification Foralucard375Nessuna valutazione finora
- Asme Ccase - 2046Documento2 pagineAsme Ccase - 2046ADAMJSRAONessuna valutazione finora
- Astm A 995-2019Documento6 pagineAstm A 995-2019Kamal Thummar100% (1)
- Stainless Chromium Steel-Clad Plate: Standard Specification ForDocumento6 pagineStainless Chromium Steel-Clad Plate: Standard Specification Forist93993Nessuna valutazione finora
- Astm B446Documento5 pagineAstm B446MaxNessuna valutazione finora
- A 941 - 04 QTK0MQDocumento7 pagineA 941 - 04 QTK0MQTrầnHữuHòaNessuna valutazione finora
- d10 6-d10 6mPVDocumento6 pagined10 6-d10 6mPVDhanush Nair0% (1)
- Norma A387Documento6 pagineNorma A387RenanRochaNessuna valutazione finora
- Astm A312Documento12 pagineAstm A312Ruth Sarai YañezNessuna valutazione finora
- Astm e 428 Rev A 2005 PDFDocumento7 pagineAstm e 428 Rev A 2005 PDFJORGE ARTURO TORIBIO HUERTANessuna valutazione finora
- Sigma Phase Embrittlement of Stainless Steel in FCC Service: January 2006Documento23 pagineSigma Phase Embrittlement of Stainless Steel in FCC Service: January 2006Shoaib AhmedNessuna valutazione finora
- PFI ES 42 1996 Standard For PositiveDocumento7 paginePFI ES 42 1996 Standard For Positiveahmad effendiNessuna valutazione finora
- ASTM A789 Stainless Steel TubingDocumento6 pagineASTM A789 Stainless Steel TubingPlinio PazosNessuna valutazione finora
- Asme Section Ii B SB-42Documento10 pagineAsme Section Ii B SB-42Monica SuarezNessuna valutazione finora
- Astm A995 A995m 13 2013 PDFDocumento4 pagineAstm A995 A995m 13 2013 PDFdelta lab sangli0% (1)
- U1CDocumento4 pagineU1CAdriana HernandezNessuna valutazione finora
- Astm A700 05 PDFDocumento41 pagineAstm A700 05 PDFirfanlarikhotmailcomNessuna valutazione finora
- ASTM E139-00 Standard Test Methods For Conducting Creep, Creep-Rupture, and Stress-Rupture Tests of Metallic MaterialsDocumento12 pagineASTM E139-00 Standard Test Methods For Conducting Creep, Creep-Rupture, and Stress-Rupture Tests of Metallic Materialsnelson9746Nessuna valutazione finora
- ASTM A182 - Standard Specification For Forged or Rolled Alloy Steel Pipe Flanges, Forged Fittings and Valves and Parts For High Temperature ServiceDocumento16 pagineASTM A182 - Standard Specification For Forged or Rolled Alloy Steel Pipe Flanges, Forged Fittings and Valves and Parts For High Temperature ServiceKok WaiNessuna valutazione finora
- Portable Hardness Testing by The Ultrasonic Contact Impedance MethodDocumento8 paginePortable Hardness Testing by The Ultrasonic Contact Impedance MethodSERDAR100% (1)
- MssDocumento12 pagineMssДенис ПекшуевNessuna valutazione finora
- Introduction NACEDocumento7 pagineIntroduction NACEyohesh KaleNessuna valutazione finora
- Pressure-Reducing Valves For Water Systems, ShipboardDocumento10 paginePressure-Reducing Valves For Water Systems, Shipboardreza amiriniaNessuna valutazione finora
- Astm A671 2004 PDFDocumento9 pagineAstm A671 2004 PDFDevarajanRamasamyNessuna valutazione finora
- Steel StandardsDocumento63 pagineSteel StandardsNagarjun ReddyNessuna valutazione finora
- Alloy Steel Forgings For Pressure and High-Temperature PartsDocumento8 pagineAlloy Steel Forgings For Pressure and High-Temperature PartsDarwin DarmawanNessuna valutazione finora
- 27 Astm A995Documento5 pagine27 Astm A995FYNessuna valutazione finora
- Api-582-2016-Welding-Guidelines-For-The-Chemical-Oil-And-Gas-Industries-Apiasme-Practice-Test Clause 11.3Documento4 pagineApi-582-2016-Welding-Guidelines-For-The-Chemical-Oil-And-Gas-Industries-Apiasme-Practice-Test Clause 11.3Ahmed ElsharkawNessuna valutazione finora
- PI Tectyl-506 TE031-01Documento2 paginePI Tectyl-506 TE031-01nicusebpNessuna valutazione finora
- Sa 961 PDFDocumento10 pagineSa 961 PDFaruntpeNessuna valutazione finora
- Quadro A2Documento1 paginaQuadro A2Alexandre LaraNessuna valutazione finora
- Bolts Torque CalculatorDocumento3 pagineBolts Torque CalculatorAlexandre LaraNessuna valutazione finora
- 8 Screws, Fasteners, and The Design of Nonpermanent JointsDocumento84 pagine8 Screws, Fasteners, and The Design of Nonpermanent JointsAlexandre LaraNessuna valutazione finora
- Dimensionamento de Eixos (Shigley)Documento54 pagineDimensionamento de Eixos (Shigley)Alexandre LaraNessuna valutazione finora
- Cbeb-2014 Mc1 Metrologia Out2014 FullDocumento91 pagineCbeb-2014 Mc1 Metrologia Out2014 FullAlexandre LaraNessuna valutazione finora
- Under Cover of Darkness Tabs by The StrokesDocumento8 pagineUnder Cover of Darkness Tabs by The StrokesAlexandre LaraNessuna valutazione finora
- Mid-Term Case-2 Topic: Strategy For Cirque Du Soleil Name: Majedul Haque Asif ID: 1711269630 Course-Mgt489 Sec: 11Documento14 pagineMid-Term Case-2 Topic: Strategy For Cirque Du Soleil Name: Majedul Haque Asif ID: 1711269630 Course-Mgt489 Sec: 11Bishal Kumar Kundu 1711262630Nessuna valutazione finora
- Introduction To Success by DesignDocumento12 pagineIntroduction To Success by DesignWalter Carlin JrNessuna valutazione finora
- IM1030 Hema - New Retail Comes To GroceryDocumento20 pagineIM1030 Hema - New Retail Comes To GroceryMaria Auxiliadora Nuñez RomeroNessuna valutazione finora
- Compliance InfographicDocumento1 paginaCompliance InfographicJohn N. AllegroNessuna valutazione finora
- Commonwealth Act 146 The Public Service LawDocumento24 pagineCommonwealth Act 146 The Public Service Lawjunalyn josonNessuna valutazione finora
- Actual Costing Using Material Ledger PDFDocumento42 pagineActual Costing Using Material Ledger PDFGanesh Srinivasan100% (2)
- Laporan Laba RugiDocumento1 paginaLaporan Laba RugiRictu SempakNessuna valutazione finora
- Okadia - Knowledge Brief pm#01Documento13 pagineOkadia - Knowledge Brief pm#01Maurel ADJEINessuna valutazione finora
- Leather Goods Market in UK & EUDocumento16 pagineLeather Goods Market in UK & EUomanglikNessuna valutazione finora
- Evolution of Logistics & SCMDocumento34 pagineEvolution of Logistics & SCMFaiza ShaikhNessuna valutazione finora
- Avaya Aura Virtualized EnvironmentDocumento2 pagineAvaya Aura Virtualized EnvironmentshamsvolvoNessuna valutazione finora
- Spring MVC NotesDocumento6 pagineSpring MVC NotesVKM2013Nessuna valutazione finora
- Gems & JewelleryDocumento45 pagineGems & JewelleryNishtha Mishra100% (2)
- ASSIGNMENT 4 ReportsDocumento10 pagineASSIGNMENT 4 ReportsNursiti DzulayhaNessuna valutazione finora
- Assignment 1: CEI44: Networking and Hardware SupportDocumento5 pagineAssignment 1: CEI44: Networking and Hardware SupportSvetlanaNessuna valutazione finora
- Top 100 Ib InterviewDocumento44 pagineTop 100 Ib Interviewxz6ydhrzxcNessuna valutazione finora
- Test Bank For Macroeconomics 10th Edition N Gregory MankiwDocumento36 pagineTest Bank For Macroeconomics 10th Edition N Gregory Mankiwgaoleryis.cj8rly100% (49)
- Bomag Machinery Bc772 Rs 2 Service Manual Service TrainingDocumento8 pagineBomag Machinery Bc772 Rs 2 Service Manual Service Trainingmorganweiss270691imz100% (68)
- Cdi InspectionsDocumento4 pagineCdi InspectionsAlexandraNguyen100% (2)
- Commerce and Accountancy Mcqs - 4Documento4 pagineCommerce and Accountancy Mcqs - 4Gaurav Chandra DasNessuna valutazione finora
- Eurapipe Abs Design ManualDocumento60 pagineEurapipe Abs Design ManualMatthew ButlerNessuna valutazione finora
- Case Study 2Documento10 pagineCase Study 2SeifNessuna valutazione finora
- Quartus II TrainingDocumento91 pagineQuartus II TrainingRodrigo CorreaNessuna valutazione finora
- Finals Projects Repors Digital MarketingDocumento90 pagineFinals Projects Repors Digital Marketingashu548836Nessuna valutazione finora
- Unit 5 Market SegmentationDocumento23 pagineUnit 5 Market SegmentationUyen ThuNessuna valutazione finora
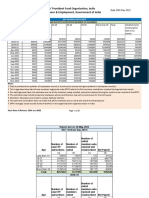
- Payroll Data EPFO May 2022Documento28 paginePayroll Data EPFO May 2022lafarge lafargeNessuna valutazione finora
- Xero Tax All in One GuideDocumento19 pagineXero Tax All in One Guidehelencwan0142Nessuna valutazione finora
- Lang & Happel's Estimation MethodsDocumento10 pagineLang & Happel's Estimation MethodsPhan S100% (2)
- FBS Written MathDocumento50 pagineFBS Written MathSakib IqbalNessuna valutazione finora
- NCWA I To XIDocumento1 paginaNCWA I To XIRohit GoswamiNessuna valutazione finora