Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- USX (Questions)Documento2 pagineUSX (Questions)DavidBudinas0% (3)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Asme Section Ii A-2 Sa-1008 Sa-1008mDocumento10 pagineAsme Section Ii A-2 Sa-1008 Sa-1008mAnonymous GhPzn1xNessuna valutazione finora
- Asme Section Ii A Sa-426 PDFDocumento6 pagineAsme Section Ii A Sa-426 PDFAnonymous GhPzn1xNessuna valutazione finora
- Police PatrolDocumento130 paginePolice PatrolEcho EchoNessuna valutazione finora
- Asme Section Ii A-2 Sa-961Documento12 pagineAsme Section Ii A-2 Sa-961Anonymous GhPzn1xNessuna valutazione finora
- Asme Section Ii A-2 Sa-985 Sa-985mDocumento22 pagineAsme Section Ii A-2 Sa-985 Sa-985mAnonymous GhPzn1xNessuna valutazione finora
- Asme Section Ii A-2 Sa-905Documento6 pagineAsme Section Ii A-2 Sa-905Anonymous GhPzn1xNessuna valutazione finora
- Asme Section Ii A-2 Sa-995Documento4 pagineAsme Section Ii A-2 Sa-995Anonymous GhPzn1xNessuna valutazione finora
- Asme Section Ii A-2 Sa-1010 Sa-1010mDocumento4 pagineAsme Section Ii A-2 Sa-1010 Sa-1010mAnonymous GhPzn1xNessuna valutazione finora
- Sa 537Documento6 pagineSa 537Mauricio Carestia100% (1)
- 2016 - 10 Girth Welding of API 5L X70 and X80 Sour Service PipesDocumento8 pagine2016 - 10 Girth Welding of API 5L X70 and X80 Sour Service PipesAnonymous GhPzn1xNessuna valutazione finora
- Tempering Behavior of The Fusion Boundary Region of Anf22 - 625 Weld OverlayDocumento14 pagineTempering Behavior of The Fusion Boundary Region of Anf22 - 625 Weld OverlayAnonymous GhPzn1xNessuna valutazione finora
- Quantification of Residual Stresses in External Attachment Welding ApplicationDocumento16 pagineQuantification of Residual Stresses in External Attachment Welding ApplicationAnonymous GhPzn1xNessuna valutazione finora
- Asme Section Ii A-2 Sa-1011 Sa-1011mDocumento10 pagineAsme Section Ii A-2 Sa-1011 Sa-1011mAnonymous GhPzn1xNessuna valutazione finora
- 2016 - 10 Influence of Al Interlayer Thickness On Laser Welding of Mg-SteelDocumento11 pagine2016 - 10 Influence of Al Interlayer Thickness On Laser Welding of Mg-SteelAnonymous GhPzn1xNessuna valutazione finora
- 2017 - 12 - Repairing Ultrasonic Welded Carbon Fiber - Reinforced Nylon 66 CompositeDocumento12 pagine2017 - 12 - Repairing Ultrasonic Welded Carbon Fiber - Reinforced Nylon 66 CompositeAnonymous GhPzn1xNessuna valutazione finora
- 2016 - 12 Optical and Spectroscopic Study of A Submerged Arc Welding CavernDocumento9 pagine2016 - 12 Optical and Spectroscopic Study of A Submerged Arc Welding CavernAnonymous GhPzn1xNessuna valutazione finora
- Asme Section Ii A-2 Sa-451 PDFDocumento6 pagineAsme Section Ii A-2 Sa-451 PDFAnonymous GhPzn1xNessuna valutazione finora
- Asme Section II A-2 Sa-660Documento6 pagineAsme Section II A-2 Sa-660Anonymous GhPzn1xNessuna valutazione finora
- 2017 - 05 Observation and Analysis of Three Dimensional Weld Pool Oscillation Dynamic BehaviorsDocumento11 pagine2017 - 05 Observation and Analysis of Three Dimensional Weld Pool Oscillation Dynamic BehaviorsAnonymous GhPzn1xNessuna valutazione finora
- Fiber Laser WeldingDocumento10 pagineFiber Laser WeldingAnonymous GhPzn1xNessuna valutazione finora
- Sa 537Documento6 pagineSa 537Mauricio Carestia100% (1)
- Asme Section II A-2 Sa-688 Sa-688mDocumento10 pagineAsme Section II A-2 Sa-688 Sa-688mAnonymous GhPzn1xNessuna valutazione finora
- Asme Section II A Sa 395 PDFDocumento12 pagineAsme Section II A Sa 395 PDFIksan MustofaNessuna valutazione finora
- Asme Section II A-2 Sa-662 Sa-662mDocumento6 pagineAsme Section II A-2 Sa-662 Sa-662mAnonymous GhPzn1xNessuna valutazione finora
- Jones v. Superior CourtDocumento4 pagineJones v. Superior CourtKerriganJamesRoiMaulitNessuna valutazione finora
- NSTP Mark Welson Chua 1Documento19 pagineNSTP Mark Welson Chua 1Archie BanaybanayNessuna valutazione finora
- Position, Appointment & Powers of Directors Under Companies Act, 2013 - Taxguru - inDocumento6 paginePosition, Appointment & Powers of Directors Under Companies Act, 2013 - Taxguru - inamrit singhNessuna valutazione finora
- Quizzer Cash and Cash EquivalentsDocumento10 pagineQuizzer Cash and Cash EquivalentsJoshua TorillaNessuna valutazione finora
- Contemporary Populists in Power: Edited by Alain Dieckhoff Christophe JaffrelotDocumento317 pagineContemporary Populists in Power: Edited by Alain Dieckhoff Christophe JaffrelotRahul ShastriNessuna valutazione finora
- Quiz 2 - Prof 3Documento5 pagineQuiz 2 - Prof 3Tifanny MallariNessuna valutazione finora
- TransactionSummary PDFDocumento2 pagineTransactionSummary PDFWenjie65Nessuna valutazione finora
- Tablet: Once A CatholicDocumento32 pagineTablet: Once A CatholicRegj CruzNessuna valutazione finora
- R V Clarke Full CasesDocumento29 pagineR V Clarke Full CasesMUHAMMAD IZDWAN HAKIMI ZULKIFLINessuna valutazione finora
- Tally Theory NotesDocumento18 pagineTally Theory NotesA HussainNessuna valutazione finora
- Subsection B12 - Discharge Value and Width of Required Staircase Clause B12.1Documento3 pagineSubsection B12 - Discharge Value and Width of Required Staircase Clause B12.1Yk YkkNessuna valutazione finora
- Surety's Liability Under The Indian Contract Act, 1857Documento15 pagineSurety's Liability Under The Indian Contract Act, 1857Joshu AbrahamNessuna valutazione finora
- Villegas Anjiolini PUBLICINTERNATIONALLAWDocumento3 pagineVillegas Anjiolini PUBLICINTERNATIONALLAWVanzNessuna valutazione finora
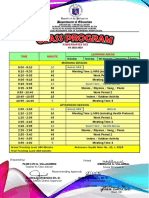
- Class Program 2022 2023Documento6 pagineClass Program 2022 2023Flor Lyn VillagomezNessuna valutazione finora
- BSPHCL Recruitment Notification For AssistantDocumento7 pagineBSPHCL Recruitment Notification For AssistantSanjana Krishna KumarNessuna valutazione finora
- Closed Economy With GovernmentDocumento8 pagineClosed Economy With GovernmentRandyScribdNessuna valutazione finora
- in India, Is There A Way I Can Buy A Vehicle in One State and Register It in AnotherDocumento9 paginein India, Is There A Way I Can Buy A Vehicle in One State and Register It in AnotherVikas JainNessuna valutazione finora
- MCSO Sheriff Baxter EssayDocumento2 pagineMCSO Sheriff Baxter EssayNews 8 WROC100% (1)
- WRWBM96 GST InvoiceDocumento1 paginaWRWBM96 GST InvoiceSIDDESWAR MANOJ ChikkaNessuna valutazione finora
- Lift Plan v2Documento3 pagineLift Plan v2Hussain YahyaNessuna valutazione finora
- CH 02Documento60 pagineCH 02kevin echiverriNessuna valutazione finora
- Spec Pro Page 2 of 6Documento39 pagineSpec Pro Page 2 of 6mccm92Nessuna valutazione finora
- Annual Return: Form No. Mgt-7Documento19 pagineAnnual Return: Form No. Mgt-7Shivani KelvalkarNessuna valutazione finora
- Doing Business in Yemen - A Country Commercial Guide For U.S. CompanieDocumento60 pagineDoing Business in Yemen - A Country Commercial Guide For U.S. CompanieYemen ExposedNessuna valutazione finora
- E-Way Bill SystemDocumento1 paginaE-Way Bill SystemamruthamalleshNessuna valutazione finora
- Republic Act No. 11131Documento12 pagineRepublic Act No. 11131Nikko PedrozaNessuna valutazione finora
- Gift DeedDocumento9 pagineGift DeedHarjot SinghNessuna valutazione finora
- Blends and Digraphs PassagesDocumento27 pagineBlends and Digraphs PassagesAnu Gupta100% (3)