Potrebbero piacerti anche
- All-in-One Manual of Industrial Piping Practice and MaintenanceDa EverandAll-in-One Manual of Industrial Piping Practice and MaintenanceValutazione: 5 su 5 stelle5/5 (1)
- En 08 Mild Steel and Alloy Steels PropertiesDocumento2 pagineEn 08 Mild Steel and Alloy Steels PropertiesSamratNessuna valutazione finora
- New Cutting ToolsDocumento102 pagineNew Cutting ToolsUmasankar IyerNessuna valutazione finora
- Engineering Drawings - ThayerDocumento39 pagineEngineering Drawings - Thayermaran.suguNessuna valutazione finora
- Everything You Need to Know About Limits, Fits and TolerancesDocumento22 pagineEverything You Need to Know About Limits, Fits and TolerancesAbhay Sharma100% (1)
- MACHINING ECONOMICS AND PRODUCT DESIGNDocumento38 pagineMACHINING ECONOMICS AND PRODUCT DESIGNThiran Boy LingamNessuna valutazione finora
- Mitsu 14 TECHNICAL DATA PDFDocumento52 pagineMitsu 14 TECHNICAL DATA PDFMohan PreethNessuna valutazione finora
- Experiment 1Documento16 pagineExperiment 1samayNessuna valutazione finora
- Surface FinishDocumento38 pagineSurface FinishSunilNessuna valutazione finora
- Material Grade Comparison Table for Steel and Stainless SteelDocumento8 pagineMaterial Grade Comparison Table for Steel and Stainless Steelbgmen01Nessuna valutazione finora
- Machining Process - I: Lathe Machine Operations and CalculationDocumento40 pagineMachining Process - I: Lathe Machine Operations and CalculationNajshhsNessuna valutazione finora
- Metal Cutting Theory and MechanismDocumento75 pagineMetal Cutting Theory and Mechanismnishantdubey1183Nessuna valutazione finora
- 06 GearsDocumento22 pagine06 GearsTeaching ClubNessuna valutazione finora
- Welding Processes and Technology GuideDocumento62 pagineWelding Processes and Technology GuideKamal Jayaraj100% (1)
- En 19Documento1 paginaEn 19Parvee K Nakwal100% (1)
- SKF Linear BushDocumento60 pagineSKF Linear BushAwdhesh Singh Bhadoriya100% (1)
- Summary FSWDocumento26 pagineSummary FSWhazelmyaNessuna valutazione finora
- ALRO MetalsGuidePDFCatalogJune2013LRDocumento544 pagineALRO MetalsGuidePDFCatalogJune2013LRIsmael ZavalaNessuna valutazione finora
- Tube Bending Formulas GuideDocumento3 pagineTube Bending Formulas GuideJordan MosesNessuna valutazione finora
- DIN ISO 2768 General Tolerances T1 T2Documento2 pagineDIN ISO 2768 General Tolerances T1 T2manageieNessuna valutazione finora
- Surface FinishDocumento24 pagineSurface Finishsrinivasa100% (2)
- Pneumatic Auto Feed Sheet Cutting MachineDocumento5 paginePneumatic Auto Feed Sheet Cutting MachineVigneshwaran Srinivasan100% (1)
- Material Specifications - ASTM - Werkstoff Nummer - DIN enDocumento3 pagineMaterial Specifications - ASTM - Werkstoff Nummer - DIN enalomejorfofi100% (1)
- Uddeholm Heat Treatment Eng 1710 E9Documento20 pagineUddeholm Heat Treatment Eng 1710 E9Sinan YıldızNessuna valutazione finora
- Metal Cutting PDFDocumento92 pagineMetal Cutting PDFJagadishchandrabose KondamudiNessuna valutazione finora
- Form Design of Steel Castings: P Ti Properties: Physical PropertiesDocumento18 pagineForm Design of Steel Castings: P Ti Properties: Physical PropertiesDevansh BhatnagarNessuna valutazione finora
- BS 4504 Slip On Flanges PDFDocumento7 pagineBS 4504 Slip On Flanges PDFMaclean ArthurNessuna valutazione finora
- LatheDocumento74 pagineLatheChandrakantha K100% (1)
- Tool Steels: Prepared byDocumento35 pagineTool Steels: Prepared bySWAPNIL NIGAMNessuna valutazione finora
- Assembly Drawings Balloons Parts ListsDocumento23 pagineAssembly Drawings Balloons Parts ListsJonoyJetticsZêrcõnSmithNessuna valutazione finora
- Surface Plate InspectionsDocumento62 pagineSurface Plate InspectionsTirth Parmar0% (1)
- MIl W 8611.PDF Rev ADocumento10 pagineMIl W 8611.PDF Rev ABryan MartinezNessuna valutazione finora
- How To Run A Grinding TestDocumento6 pagineHow To Run A Grinding Testsealion72Nessuna valutazione finora
- Weld Cladding Overlay - Topics by ScienceDocumento73 pagineWeld Cladding Overlay - Topics by ScienceMichael TayactacNessuna valutazione finora
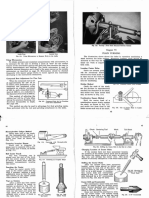
- Inside Type Outside Type: Fit. 113. Turain! e Steet Shaft Mounted Betw M CeotercDocumento22 pagineInside Type Outside Type: Fit. 113. Turain! e Steet Shaft Mounted Betw M CeotercRick ManNessuna valutazione finora
- About En19Documento1 paginaAbout En19ramanamurtytv7176Nessuna valutazione finora
- SSAB Welding HandbookDocumento24 pagineSSAB Welding HandbookBabu PonnuswamyNessuna valutazione finora
- Metric Bolt StrengthDocumento18 pagineMetric Bolt StrengthSachin ShindeNessuna valutazione finora
- 12 Tig WeldingDocumento8 pagine12 Tig WeldingSampath KumarNessuna valutazione finora
- SIEMENS - Ingenieria MecanicaDocumento141 pagineSIEMENS - Ingenieria MecanicaDavid Soto SedanoNessuna valutazione finora
- Shop Data - Fitting Layout For HVACDocumento2 pagineShop Data - Fitting Layout For HVACDaniel AustinNessuna valutazione finora
- Welding PDFDocumento6 pagineWelding PDFNavneet ChaubeyNessuna valutazione finora
- Properties of en 24 and en 28Documento1 paginaProperties of en 24 and en 28Subbarayan SaravanakumarNessuna valutazione finora
- Ansi Flange HandbookDocumento76 pagineAnsi Flange HandbookSuperstarVirgo100% (1)
- Production Engineering Lab VIII SemDocumento24 pagineProduction Engineering Lab VIII Semsunil kumawatNessuna valutazione finora
- Ch-27.7 Alloying Element of Steel and Alloy SteelDocumento51 pagineCh-27.7 Alloying Element of Steel and Alloy SteelSmruti Ranjan PattanayakNessuna valutazione finora
- Flanges Fittings PDFDocumento24 pagineFlanges Fittings PDFSalman KhanNessuna valutazione finora
- Geometric Tolerance For Shafts & HolesDocumento47 pagineGeometric Tolerance For Shafts & HolesPrakash ChandrasekaranNessuna valutazione finora
- Flange EN1092-1 TYPE 01 Flange PDFDocumento4 pagineFlange EN1092-1 TYPE 01 Flange PDFVishal MistryNessuna valutazione finora
- Calculations For Hot Stretch Reducing ProcessDocumento8 pagineCalculations For Hot Stretch Reducing ProcessKANessuna valutazione finora
- JSAW Technical BrouchureDocumento47 pagineJSAW Technical Brouchuredalbir singhNessuna valutazione finora
- Coefficient of FrictionDocumento4 pagineCoefficient of Frictionjsmargate100% (1)
- A Method For Predicting Chatter Stability For Systems SchmitzDocumento8 pagineA Method For Predicting Chatter Stability For Systems SchmitzOvidiu RusuNessuna valutazione finora
- Tool and Fixture Design For UsersDocumento15 pagineTool and Fixture Design For UsersRahul KatnaNessuna valutazione finora
- DIN Fittings and TubesDocumento92 pagineDIN Fittings and TubesJosé A. RamírezNessuna valutazione finora
- Design of Components With Casting ConsiderationsDocumento49 pagineDesign of Components With Casting ConsiderationsOrville SutariNessuna valutazione finora
- Lathe Cutting Tools GuideDocumento11 pagineLathe Cutting Tools GuideDeenaKriShnanNessuna valutazione finora
- Jigs & FixturesDocumento19 pagineJigs & FixturesLuis Valens100% (1)
- Breasting, Mooring Dolphin, & Main Jetty (Version 1) PDFDocumento48 pagineBreasting, Mooring Dolphin, & Main Jetty (Version 1) PDFjuraganiwal100% (10)
- Dam Safety Insts - InhydroDocumento214 pagineDam Safety Insts - Inhydro@nshu_theachiever0% (1)
- Ijoaem 202109Documento20 pagineIjoaem 202109Sahadev RoyNessuna valutazione finora
- Thermal Stress Behavior of Brittle and Ductile MaterialsDocumento37 pagineThermal Stress Behavior of Brittle and Ductile MaterialsYong LiNessuna valutazione finora
- CA3SN-G Cold Rolled SteeDocumento2 pagineCA3SN-G Cold Rolled SteeFaizan QadirNessuna valutazione finora
- Flocculation Dewatering ProcessDocumento5 pagineFlocculation Dewatering ProcessRuth LimboNessuna valutazione finora
- Universal Law of GravitationDocumento6 pagineUniversal Law of GravitationKrish AggrawalNessuna valutazione finora
- Biology of Tooth Movement Phases and Forces (BMTPDocumento21 pagineBiology of Tooth Movement Phases and Forces (BMTPRukshad Asif Jaman KhanNessuna valutazione finora
- SKF Deep Groove Ball BearingsDocumento28 pagineSKF Deep Groove Ball BearingsDenis DavydovNessuna valutazione finora
- Index: Lathe MachineDocumento33 pagineIndex: Lathe MachinedakshNessuna valutazione finora
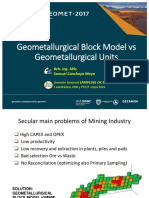
- S7 17 30 UGMs Vs MGMB Procenin Geomet 2017 ChileDocumento22 pagineS7 17 30 UGMs Vs MGMB Procenin Geomet 2017 Chileosden515100% (1)
- Separation Techniques and Factors in Chemical ProcessesDocumento20 pagineSeparation Techniques and Factors in Chemical ProcessesmynurulNessuna valutazione finora
- Steam Turbines Generators PDFDocumento13 pagineSteam Turbines Generators PDFPrince ChaudharyNessuna valutazione finora
- A Method of Obtain Fresh WaterDocumento13 pagineA Method of Obtain Fresh WaterOneersfdeNessuna valutazione finora
- 1 Wire Instruction ManulalDocumento6 pagine1 Wire Instruction ManulalhdnutzNessuna valutazione finora
- 53 Tutorial Mouse enDocumento15 pagine53 Tutorial Mouse enh_eijy2743Nessuna valutazione finora
- 3 FTP - 2-WT PDFDocumento34 pagine3 FTP - 2-WT PDFMohama KarimiNessuna valutazione finora
- SMR PYQs 7-9Documento6 pagineSMR PYQs 7-9TRY UP GamingNessuna valutazione finora
- ORGANISASI SELULER - Struktur Dan Fungsi-2017 PDFDocumento58 pagineORGANISASI SELULER - Struktur Dan Fungsi-2017 PDFMantanindah 0206Nessuna valutazione finora
- PDS A4 DDXDocumento2 paginePDS A4 DDXRahadianLabigaAmidarmo100% (1)
- LDRP Institute of Technology and Research Electrical Engineering DepttDocumento3 pagineLDRP Institute of Technology and Research Electrical Engineering DepttAkbarali SutharNessuna valutazione finora
- AP Final Exam IIDocumento21 pagineAP Final Exam IIRobert JonesNessuna valutazione finora
- Wind Loading-Base Station Antennas White Paper TP - 103194Documento13 pagineWind Loading-Base Station Antennas White Paper TP - 103194nakkipatty100% (2)
- Lab 2: Estimating Avogadro's NumberDocumento4 pagineLab 2: Estimating Avogadro's NumbersabrinaNessuna valutazione finora
- How logic gates help design digital circuitsDocumento19 pagineHow logic gates help design digital circuitsPraveen KumarNessuna valutazione finora
- Pretest 4TH Quarter Pe11Documento5 paginePretest 4TH Quarter Pe11Analyn Taguran Bermudez100% (1)
- The Formula of Formulas by Periander A. EsplanaDocumento5 pagineThe Formula of Formulas by Periander A. Esplanaperixmind100% (2)
- ABB High Voltage Testing TechquniesDocumento101 pagineABB High Voltage Testing Techquniescisnatel100% (1)
- Norsok R 002Documento43 pagineNorsok R 002karthickmectrNessuna valutazione finora