Potrebbero piacerti anche
- Transmision Rt-8908ll BrasilDocumento191 pagineTransmision Rt-8908ll BrasilDyfre ManquuilloNessuna valutazione finora
- CIZALLADODocumento16 pagineCIZALLADOAldahir EMNessuna valutazione finora
- ChapaDocumento41 pagineChapaLaura BejaranoNessuna valutazione finora
- hx711 EspDocumento9 paginehx711 EspsalchigNessuna valutazione finora
- Guia Practica Torno (FINAL)Documento21 pagineGuia Practica Torno (FINAL)AlejandroNessuna valutazione finora
- La Fresadora Engrane HelicoidalDocumento7 pagineLa Fresadora Engrane HelicoidalEduardo Felix Ramirez PalaciosNessuna valutazione finora
- Formado de Hojas MetalicasDocumento29 pagineFormado de Hojas MetalicasRous Mery0% (2)
- RoscasDocumento8 pagineRoscasMiguel De ArcadiaNessuna valutazione finora
- RoscasDocumento8 pagineRoscasMiguel De ArcadiaNessuna valutazione finora
- RoscasDocumento8 pagineRoscasMiguel De ArcadiaNessuna valutazione finora
- Ta Uso y Menejo de Armas de FuegoDocumento25 pagineTa Uso y Menejo de Armas de FuegoGustavo H. GutierrezNessuna valutazione finora
- TaladradoDocumento23 pagineTaladradoKevin López100% (1)
- Formulas de RoscadoDocumento7 pagineFormulas de RoscadoJesus Cruz SalvadorNessuna valutazione finora
- CizalladoDocumento10 pagineCizalladoIopvaz Armstrong Roock100% (1)
- 05 Hardware RCSDocumento38 pagine05 Hardware RCSandres100% (1)
- Torno Trabajo Finalizado DiapositivasDocumento42 pagineTorno Trabajo Finalizado DiapositivasDenilson Gonzales VilchezNessuna valutazione finora
- Cepillado de CodoDocumento9 pagineCepillado de CodoFernando MercedesNessuna valutazione finora
- Mecanizado de Ruedas DentadasDocumento34 pagineMecanizado de Ruedas DentadasSergio P. Condori PacaraNessuna valutazione finora
- Conceptos de Mecanizado PDFDocumento12 pagineConceptos de Mecanizado PDFEdwin JachoNessuna valutazione finora
- Limadora ManualDocumento52 pagineLimadora Manualsergio100% (1)
- Cabezal Universal Divisor FresadoraDocumento6 pagineCabezal Universal Divisor FresadoralaymoncarlosNessuna valutazione finora
- Fundición y Aleaciones Metalicas 1Documento311 pagineFundición y Aleaciones Metalicas 1Gilmar Josef Medina Silva100% (1)
- Elementos FlexiblesDocumento33 pagineElementos FlexiblesJosé Carlos Villafuerte AraozNessuna valutazione finora
- Perfilado CepilladoDocumento2 paginePerfilado CepilladoCar Jav EspNessuna valutazione finora
- Presentacion de Ejes y ArbolesDocumento22 paginePresentacion de Ejes y ArbolesKMCT16100% (1)
- Tareas Actividad Asincrónica 2.Documento4 pagineTareas Actividad Asincrónica 2.Erick SolisNessuna valutazione finora
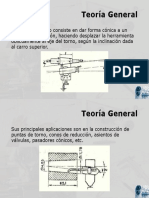
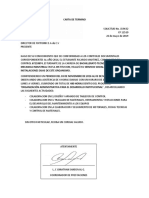
- Torneado Cónico - ConceptosDocumento2 pagineTorneado Cónico - ConceptosWilliamCanroNessuna valutazione finora
- Torneado Excéntrico, Conico y EsfericoDocumento8 pagineTorneado Excéntrico, Conico y EsfericoJuan Pablo Merck Sifontes100% (1)
- Resumen Fabricacion EngranjesDocumento10 pagineResumen Fabricacion EngranjesDaniel DGNessuna valutazione finora
- Rectificado CilíndricoDocumento9 pagineRectificado CilíndricoWilber DionicioNessuna valutazione finora
- Maquinado de EngranajesDocumento9 pagineMaquinado de EngranajesDaniela Sierra JiménezNessuna valutazione finora
- Introduccion A Los Procesos de SoldaduraDocumento15 pagineIntroduccion A Los Procesos de Soldadurajose mendezNessuna valutazione finora
- Brida de SujecionDocumento16 pagineBrida de SujecionWilder FloresNessuna valutazione finora
- Perfilado y CepilladoDocumento10 paginePerfilado y CepilladoCarlos GaytanNessuna valutazione finora
- Rectificado Procesos de Rectificado PDFDocumento30 pagineRectificado Procesos de Rectificado PDFAngelGabrielZayasB0% (1)
- Informe de CatalinasDocumento6 pagineInforme de CatalinasWilzon ChambiNessuna valutazione finora
- Practica FresadoraDocumento15 paginePractica FresadoraJack Fatima PattisonNessuna valutazione finora
- Noyos FundicionDocumento24 pagineNoyos FundicionSteven AlemanNessuna valutazione finora
- Tipos Funcionamiento y Representacion Grafica de RodamientosDocumento24 pagineTipos Funcionamiento y Representacion Grafica de RodamientosJesus Gonzalez Rangel0% (1)
- Accesorios de Maq Fresadora PDFDocumento3 pagineAccesorios de Maq Fresadora PDFDaniel Navarro100% (1)
- Pernos y SoldaduraDocumento18 paginePernos y Soldaduraandrewww07100% (1)
- Tema 3.ruedas Dentadas - HelicoidalesDocumento18 pagineTema 3.ruedas Dentadas - HelicoidalesVictor Joel100% (1)
- Monografia Torno 1Documento67 pagineMonografia Torno 1AlessandraSalasArredondo75% (4)
- PrensasDocumento34 paginePrensasLuis Gabriel GallucciNessuna valutazione finora
- Proyecto de Innovacion Damaso y CuruDocumento51 pagineProyecto de Innovacion Damaso y CuruYoverEnriquezOlarte67% (3)
- GTZ - Ejercicios Calculo Tecnico-6Documento1 paginaGTZ - Ejercicios Calculo Tecnico-6Arelis Coraizaca100% (2)
- Tallado de Engranajes Hipoidales - PPT ORIGINALDocumento38 pagineTallado de Engranajes Hipoidales - PPT ORIGINALWilber Marcelo Apaz Arancibia50% (2)
- Ejercicios Resueltos de Calculo 3Documento13 pagineEjercicios Resueltos de Calculo 3Paul SoriaNessuna valutazione finora
- Acero SISA A2Documento4 pagineAcero SISA A2tekateNessuna valutazione finora
- Cilindrado InteriorDocumento2 pagineCilindrado InteriorAntonio Villa VillaNessuna valutazione finora
- Rectificadora de Superficies PlanasDocumento5 pagineRectificadora de Superficies PlanasIvan MartellNessuna valutazione finora
- Tornos A Partir de 1950Documento50 pagineTornos A Partir de 1950Favio Royer B. MancillaNessuna valutazione finora
- Tipos de Prensas y Su ClasificacionDocumento30 pagineTipos de Prensas y Su ClasificacionItalo Andre PastenNessuna valutazione finora
- Proceso FresadoDocumento24 pagineProceso Fresado3dx4rdo.obNessuna valutazione finora
- Procesos de Ajustaje, Avellanado y Roscado.Documento11 pagineProcesos de Ajustaje, Avellanado y Roscado.JONATHAN EZEQUIEL PINARGOTE CHALLANessuna valutazione finora
- Hoja de Procesos FinalizadoDocumento27 pagineHoja de Procesos FinalizadoGary TitoNessuna valutazione finora
- MatricesDocumento35 pagineMatricesPedro Soria Martinez0% (1)
- Tipos de RoscasDocumento45 pagineTipos de RoscasHugo AngamarcaNessuna valutazione finora
- Informe TornoDocumento23 pagineInforme TornoLuis Javier GallardoNessuna valutazione finora
- Catalogo Torno ConvencionalDocumento2 pagineCatalogo Torno ConvencionalGonzalo SilvaNessuna valutazione finora
- MaquinadosDocumento18 pagineMaquinadosIvan Edd Hernandez SalazarNessuna valutazione finora
- Diapositivas de CHAVETASDocumento25 pagineDiapositivas de CHAVETASLuis Limay ValderramaNessuna valutazione finora
- Tablas de Filos de BurilesDocumento5 pagineTablas de Filos de BurilesCristian GomezNessuna valutazione finora
- Tipos de TornosDocumento28 pagineTipos de TornosEddy MBNessuna valutazione finora
- Torno Control NuméricoDocumento18 pagineTorno Control NuméricoCésar Antonio Cuevas EricesNessuna valutazione finora
- Paolo Alvarez Plasencia, Torno CNCDocumento8 paginePaolo Alvarez Plasencia, Torno CNCPaolo Alvarez PlasenciaNessuna valutazione finora
- Las Máquinas de Control Punto A PuntoDocumento5 pagineLas Máquinas de Control Punto A PuntoSantiago CastañedaNessuna valutazione finora
- Conclucion 2.0Documento2 pagineConclucion 2.0Miguel De ArcadiaNessuna valutazione finora
- Quien Arregla Las Plantas de La CasaDocumento7 pagineQuien Arregla Las Plantas de La CasaMiguel De ArcadiaNessuna valutazione finora
- Oficio TerminadoDocumento1 paginaOficio TerminadoMiguel De ArcadiaNessuna valutazione finora
- II Carta Comercial EQ3Documento1 paginaII Carta Comercial EQ3Miguel De ArcadiaNessuna valutazione finora
- Portada 2Documento1 paginaPortada 2Miguel De ArcadiaNessuna valutazione finora
- Problemario de Estado Gaseoso PDFDocumento18 pagineProblemario de Estado Gaseoso PDFMiguel De ArcadiaNessuna valutazione finora
- I - Introducción A La Programación PDFDocumento32 pagineI - Introducción A La Programación PDFMiguel De ArcadiaNessuna valutazione finora
- Formulario Laplace PDFDocumento1 paginaFormulario Laplace PDFMiguel De ArcadiaNessuna valutazione finora
- Problemario Quimica Aplicada Segun ProgramaDocumento92 pagineProblemario Quimica Aplicada Segun ProgramaVictor Barrios100% (1)
- Diptico Del Curso Capacitacion en Materia de PC Esime 2019 PDFDocumento1 paginaDiptico Del Curso Capacitacion en Materia de PC Esime 2019 PDFMiguel De ArcadiaNessuna valutazione finora
- Cómo Le Digo A La Placa Mk1 Que Es Un TornoDocumento2 pagineCómo Le Digo A La Placa Mk1 Que Es Un TornoMiguel De ArcadiaNessuna valutazione finora
- RoscasDocumento25 pagineRoscasSergio Mendoza100% (1)
- El GalvanometroDocumento17 pagineEl GalvanometroMiguel De ArcadiaNessuna valutazione finora
- MANUAL DE PRACTICAS CIM LAB VOLT - docx?AWSAccessKeyId AKIAJL2YKQD4VUAFRMRQ&Expires 1522303285&signature BW6AVa7AX+yJBUImujI659ras6oDocumento18 pagineMANUAL DE PRACTICAS CIM LAB VOLT - docx?AWSAccessKeyId AKIAJL2YKQD4VUAFRMRQ&Expires 1522303285&signature BW6AVa7AX+yJBUImujI659ras6oMiguel De ArcadiaNessuna valutazione finora
- La Filosofía Kaizen en El Área de MaquinadoDocumento11 pagineLa Filosofía Kaizen en El Área de MaquinadoMiguel De ArcadiaNessuna valutazione finora
- KAIZENDocumento2 pagineKAIZENMiguel De ArcadiaNessuna valutazione finora
- Typical Layout Pneumatic and Hydraulic Diagram SystemDocumento5 pagineTypical Layout Pneumatic and Hydraulic Diagram SystemMiguel De ArcadiaNessuna valutazione finora
- Códigos G TornoDocumento30 pagineCódigos G TornoPablo Sarzosa67% (6)
- Electrotécnia de Corriente ContinuaDocumento10 pagineElectrotécnia de Corriente ContinuaMiguel De ArcadiaNessuna valutazione finora
- Mecanismos Torno ParaleloDocumento5 pagineMecanismos Torno ParaleloCristinaaNessuna valutazione finora
- Practica 2 de LaboratorioDocumento8 paginePractica 2 de LaboratorioCarlos Anibal Gavidia CorreaNessuna valutazione finora
- FGI 32 Formato Inspeccion de HerramientaDocumento1 paginaFGI 32 Formato Inspeccion de HerramientaJuan VilchezNessuna valutazione finora
- Formato TransformadoresDocumento1 paginaFormato TransformadoreskabiaNessuna valutazione finora
- 1txa600008c0701 13 Esquemas ManualesDocumento54 pagine1txa600008c0701 13 Esquemas ManualesJuankarikkoNessuna valutazione finora
- Actividad Interactiva AA2Documento6 pagineActividad Interactiva AA2manuel vitonasNessuna valutazione finora
- Catalogo AutelDocumento24 pagineCatalogo AutelMatias Mancilla100% (1)
- AmenidadesDocumento10 pagineAmenidadesMaria Paula BenjumeaNessuna valutazione finora
- Ins T11Documento2 pagineIns T11Krynio PerezNessuna valutazione finora
- Herramientas de Mecánico: Calidad PremiumDocumento13 pagineHerramientas de Mecánico: Calidad PremiumEsteban Jhonny Tamayo BazanNessuna valutazione finora
- Manual de Instalación Del RokonetDocumento8 pagineManual de Instalación Del RokonetIvan FonsecaNessuna valutazione finora
- Manual de Reparacion de XboxDocumento265 pagineManual de Reparacion de XboxAdrian Cruz LeónNessuna valutazione finora
- Clase N-H Cao 4.1Documento47 pagineClase N-H Cao 4.1henry guamanNessuna valutazione finora
- Mantenimiento y Criterios para ImpresorasDocumento37 pagineMantenimiento y Criterios para ImpresorasEdgardo Antonio Turcios SalgadoNessuna valutazione finora
- Practica #2 TornoDocumento43 paginePractica #2 TornoEdisson Escobar0% (1)
- Edgar RodriguezDocumento7 pagineEdgar Rodriguezmike perezNessuna valutazione finora
- Línea Del Tiempo de ÉticaDocumento1 paginaLínea Del Tiempo de ÉticaAxayacatl MeraNessuna valutazione finora
- Grupo 1 Calculo de La Relacion de Transmision Entre El Piñon y La VolanteDocumento13 pagineGrupo 1 Calculo de La Relacion de Transmision Entre El Piñon y La VolanteJhasser jossiel Flores conisllaNessuna valutazione finora
- Redes de Cable Sub & Per1uDocumento43 pagineRedes de Cable Sub & Per1uMagda QsNessuna valutazione finora
- SMP-94RC Instrucciones de Funcionamiento Guia Del Usuario Instructions de Fonctionnement Guide de L Usager OperatingDocumento16 pagineSMP-94RC Instrucciones de Funcionamiento Guia Del Usuario Instructions de Fonctionnement Guide de L Usager OperatingAlbercot EspañaNessuna valutazione finora
- ReprografíaDocumento11 pagineReprografíadiego gonzNessuna valutazione finora
- Proceso de Instalacion Tabiques Drywallgrupo Vilor Sac - 2018Documento8 pagineProceso de Instalacion Tabiques Drywallgrupo Vilor Sac - 2018Henry Gonzales OsorioNessuna valutazione finora
- 4.3 PET-017 Montaje y Desmontaje de AndamiosDocumento4 pagine4.3 PET-017 Montaje y Desmontaje de AndamiosIsrael EspinozaNessuna valutazione finora
- Son Las Que Tienen El Punto de Apoyo (También Llamado Fulcro), Entre Las Dos Fuerzas f1 y f2 (O También Entre La Potencia y La Resistencia)Documento14 pagineSon Las Que Tienen El Punto de Apoyo (También Llamado Fulcro), Entre Las Dos Fuerzas f1 y f2 (O También Entre La Potencia y La Resistencia)Armando DuranNessuna valutazione finora
- Cracterizacion de Un Sensor RTD de Tipo PT100Documento6 pagineCracterizacion de Un Sensor RTD de Tipo PT100Yeison Stiven Jiménez MejíaNessuna valutazione finora
- Automatización Industrial Clase 6Documento47 pagineAutomatización Industrial Clase 6Jsl PoolNessuna valutazione finora