Potrebbero piacerti anche
- GARMENT EXPLORATIONDocumento71 pagineGARMENT EXPLORATIONAneesha PandaNessuna valutazione finora
- Operator’S Guide to Centrifugal Pumps, Volume 2: What Every Reliability-Minded Operator Needs to KnowDa EverandOperator’S Guide to Centrifugal Pumps, Volume 2: What Every Reliability-Minded Operator Needs to KnowNessuna valutazione finora
- Pat 2 ManualDocumento504 paginePat 2 ManualAngel Dlsg95% (19)
- PLC Programming & Implementation: An Introduction to PLC Programming Methods and ApplicationsDa EverandPLC Programming & Implementation: An Introduction to PLC Programming Methods and ApplicationsNessuna valutazione finora
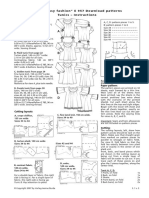
- E957 DL Tuniken enDocumento3 pagineE957 DL Tuniken enVasile Carari100% (1)
- HTM Womenswear Current-UpdatedDocumento10 pagineHTM Womenswear Current-UpdatedSujon SarkarNessuna valutazione finora
- Operation Management 2007 Ed.Documento333 pagineOperation Management 2007 Ed.netygen1Nessuna valutazione finora
- The Illustrated Encyclopaedia of Costume and Fashion 1550-1920 (Art Ebook) PDFDocumento168 pagineThe Illustrated Encyclopaedia of Costume and Fashion 1550-1920 (Art Ebook) PDFdharani100% (17)
- 200MW Volume 1Documento350 pagine200MW Volume 1api-19984595100% (9)
- Texto FORMACIÓN DE SERVICIODocumento235 pagineTexto FORMACIÓN DE SERVICIONelson Gerardo Roa Roa100% (1)
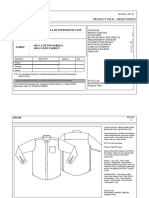
- Product Pack - Dress Shirts: Product: Regular Collar With Round Cuff Style No. Ray 001Documento14 pagineProduct Pack - Dress Shirts: Product: Regular Collar With Round Cuff Style No. Ray 001Naeem RehmanNessuna valutazione finora
- IE GarmentDocumento27 pagineIE Garmentdinhlap237Nessuna valutazione finora
- Sewing operator recruitment, training and syllabusDocumento10 pagineSewing operator recruitment, training and syllabusRTSLLC100% (1)
- Donning A Sterile Gown and GlovesDocumento3 pagineDonning A Sterile Gown and GlovesVanny Vien JuanilloNessuna valutazione finora
- 10 Formulas For Production Calculation in The Apparel IndustryDocumento8 pagine10 Formulas For Production Calculation in The Apparel IndustryKamrulAhsanMasudNessuna valutazione finora
- Working Procedures of the Shipping DepartmentDocumento2 pagineWorking Procedures of the Shipping DepartmentVishal ChoudharyNessuna valutazione finora
- How To Inspect GarmentsDocumento2 pagineHow To Inspect GarmentsJahazi100% (2)
- Apparel Internship (Aquarelle)Documento38 pagineApparel Internship (Aquarelle)farid thashfin100% (1)
- Multivariable Predictive Control: Applications in IndustryDa EverandMultivariable Predictive Control: Applications in IndustryNessuna valutazione finora
- Micrometers - Slide Gauges and Calipers - Principles, Construction, Operation and Use of Appliances for Fine Mechanical MeasurementsDa EverandMicrometers - Slide Gauges and Calipers - Principles, Construction, Operation and Use of Appliances for Fine Mechanical MeasurementsNessuna valutazione finora
- Men DressDocumento60 pagineMen Dresshamba_dah100% (3)
- BT Power Pallet Truck RM LPE200 221609Documento204 pagineBT Power Pallet Truck RM LPE200 221609Ko Gyi Kyaw NandaNessuna valutazione finora
- PRoductivityDocumento36 paginePRoductivityEmdad ApmNessuna valutazione finora
- SCORG Pumplinx Setup V5.1Documento22 pagineSCORG Pumplinx Setup V5.1kamlzNessuna valutazione finora
- Erp Implementation at Cadbury'sDocumento19 pagineErp Implementation at Cadbury'samishaa1375% (16)
- Rotary KnifeDocumento26 pagineRotary Kniferodolfo muñoz magaña100% (1)
- Short Run SPCDocumento37 pagineShort Run SPCanjo0225Nessuna valutazione finora
- Linear ScaleDocumento19 pagineLinear ScaleHà ChínhNessuna valutazione finora
- 65264EN Servo Tuning Alfa - FanucDocumento58 pagine65264EN Servo Tuning Alfa - FanucpkrkaranNessuna valutazione finora
- How To Iron ClothesDocumento24 pagineHow To Iron ClothesDemie Anne Alviz BerganteNessuna valutazione finora
- Project Reduction of Man-Machine Ratio in Semiconductor CompanyDocumento17 pagineProject Reduction of Man-Machine Ratio in Semiconductor Companyutkarsh chaturvediNessuna valutazione finora
- Line Balancing For Improving Apparel Production by Operator Skill MatrixDocumento10 pagineLine Balancing For Improving Apparel Production by Operator Skill MatrixVishal ChoudharyNessuna valutazione finora
- Chapter ThreeDocumento8 pagineChapter ThreeEndashaw YohannesNessuna valutazione finora
- Chapter 3-Assembly Line BalancingDocumento8 pagineChapter 3-Assembly Line BalancingEndashaw YohannesNessuna valutazione finora
- Subject: Apparel Production ManagementDocumento7 pagineSubject: Apparel Production Managementshailja sundaramNessuna valutazione finora
- MRP Gage Operation Manual Models 1000/2000/3000Documento62 pagineMRP Gage Operation Manual Models 1000/2000/3000jose abaNessuna valutazione finora
- PMT 10105Documento7 paginePMT 10105Yousef Adel HassanenNessuna valutazione finora
- Installation and Operating Manual: SEN 40 / SAN 40 NTP MovementDocumento24 pagineInstallation and Operating Manual: SEN 40 / SAN 40 NTP MovementbadruddojamohdNessuna valutazione finora
- Ingersoll Rand 8257-A14-A TAPPERDocumento20 pagineIngersoll Rand 8257-A14-A TAPPERErickNessuna valutazione finora
- Embosser MachineDocumento47 pagineEmbosser Machineurmobilehacked123Nessuna valutazione finora
- SA04C2-MS-MET-AAG-00010 MOS For Pipe Bending of Small Bore Pipes.Documento10 pagineSA04C2-MS-MET-AAG-00010 MOS For Pipe Bending of Small Bore Pipes.ABAID ULLAHNessuna valutazione finora
- Prssurised Flushing SystemDocumento19 paginePrssurised Flushing SystemjeiohkotaNessuna valutazione finora
- Effective Tool to Boost Productivity in Apparel IndustryDocumento29 pagineEffective Tool to Boost Productivity in Apparel IndustryMohammad KamruzzamanNessuna valutazione finora
- MS 2002 Cold Rolling Mill Speed OptimizationDocumento7 pagineMS 2002 Cold Rolling Mill Speed Optimizationsurajit7guptaNessuna valutazione finora
- Line Balancing Analysis by Used Rank Positional Weight (RPW) (Case Study: Part Body S11038Z Process)Documento7 pagineLine Balancing Analysis by Used Rank Positional Weight (RPW) (Case Study: Part Body S11038Z Process)sitam_nitj4202Nessuna valutazione finora
- Guide Series - Intelligent Online-Rolling : Carl Sahlin Salvatore Capra Nilson FerreiraDocumento7 pagineGuide Series - Intelligent Online-Rolling : Carl Sahlin Salvatore Capra Nilson FerreiraSushil DhimanNessuna valutazione finora
- MRP5000 - Ops AUGUST 2016Documento29 pagineMRP5000 - Ops AUGUST 2016Yury GonzalesNessuna valutazione finora
- How To Improve Line Efficiency in Electronics An Ultimate Guide.Documento13 pagineHow To Improve Line Efficiency in Electronics An Ultimate Guide.jackNessuna valutazione finora
- Different Terms Related in IE DepatmentDocumento9 pagineDifferent Terms Related in IE Depatment2223401015Nessuna valutazione finora
- Performance Analysis of Mixed Flow Pump Impeller Using CFDDocumento6 paginePerformance Analysis of Mixed Flow Pump Impeller Using CFDFauzi AkmalNessuna valutazione finora
- Robotic ManualDocumento47 pagineRobotic ManualChhailender Singh BansalNessuna valutazione finora
- Automated Cam Profile Designer and OptimizerDocumento15 pagineAutomated Cam Profile Designer and OptimizerkaesarNessuna valutazione finora
- Technical Systems Consultants, Inc. P.O. Box 2570 West Lafayette, Indiana 47906 All Rights ReservedDocumento80 pagineTechnical Systems Consultants, Inc. P.O. Box 2570 West Lafayette, Indiana 47906 All Rights ReservedChristian MARCQNessuna valutazione finora
- INDUSTRIAL ENGINEERING Assignment 1Documento21 pagineINDUSTRIAL ENGINEERING Assignment 1AmanNessuna valutazione finora
- Machine Application TypesDocumento7 pagineMachine Application TypesJaycen RiggerNessuna valutazione finora
- How To Design An Isolated Flyback Using LM5155: Application ReportDocumento19 pagineHow To Design An Isolated Flyback Using LM5155: Application ReportAzat ŞAHİNNessuna valutazione finora
- Developing an Operator Evaluation Simulator for LNG TerminalsDocumento13 pagineDeveloping an Operator Evaluation Simulator for LNG TerminalsPawan ChaturvediNessuna valutazione finora
- Position Control of The Induction Motor Using An Adaptive Sliding-Mode Controller and ObserversDocumento10 paginePosition Control of The Induction Motor Using An Adaptive Sliding-Mode Controller and ObserversUma SathyadevanNessuna valutazione finora
- RPM SSG - Rev1 (Baker Hughes)Documento85 pagineRPM SSG - Rev1 (Baker Hughes)Sudkate BoonthawornNessuna valutazione finora
- SAW D ManualDocumento16 pagineSAW D ManualjlmansillaNessuna valutazione finora
- Marine Propeller Blade Spindle Torque Measurements and CFD ComputationsDocumento8 pagineMarine Propeller Blade Spindle Torque Measurements and CFD ComputationsLelosPinelos123Nessuna valutazione finora
- Modeling of Heavy Duty Electrohydraulic ManipulatorDocumento10 pagineModeling of Heavy Duty Electrohydraulic Manipulatoraenas984363Nessuna valutazione finora
- Spinning MaterialtodayDocumento5 pagineSpinning MaterialtodayfacebookdeepuNessuna valutazione finora
- Multi Operation Machine Using Scotch Yoke MechanismDocumento65 pagineMulti Operation Machine Using Scotch Yoke MechanismCrispNessuna valutazione finora
- Model TunningDocumento24 pagineModel TunningBabarNessuna valutazione finora
- Aquilion64 Technical CourseDocumento10 pagineAquilion64 Technical CoursePabloNessuna valutazione finora
- Intelligent Reverse Braking System Mech ProjDocumento48 pagineIntelligent Reverse Braking System Mech ProjTariq Najeeb100% (2)
- Lab ManualDocumento53 pagineLab ManualpasinduNessuna valutazione finora
- Automation in Welding: An IntroductionDocumento24 pagineAutomation in Welding: An IntroductionRavindra SinghNessuna valutazione finora
- Economic and Financial Modelling with EViews: A Guide for Students and ProfessionalsDa EverandEconomic and Financial Modelling with EViews: A Guide for Students and ProfessionalsNessuna valutazione finora
- The One Minute ManagerDocumento17 pagineThe One Minute ManagerVishal ChoudharyNessuna valutazione finora
- Agenda For The VisitDocumento1 paginaAgenda For The VisitVishal ChoudharyNessuna valutazione finora
- ProjectDocumento19 pagineProjectVishal ChoudharyNessuna valutazione finora
- Chelsea Mills Lean ToolDocumento17 pagineChelsea Mills Lean ToolVishal ChoudharyNessuna valutazione finora
- Implementing Lean Tools at Chelsea MillsDocumento14 pagineImplementing Lean Tools at Chelsea MillsVishal ChoudharyNessuna valutazione finora
- RM JuryDocumento19 pagineRM JuryVishal ChoudharyNessuna valutazione finora
- Sampling FloorDocumento41 pagineSampling FloorVishal ChoudharyNessuna valutazione finora
- Implementing Lean Tools at Chelsea MillsDocumento14 pagineImplementing Lean Tools at Chelsea MillsVishal ChoudharyNessuna valutazione finora
- ProjectDocumento19 pagineProjectVishal ChoudharyNessuna valutazione finora
- RM Jury RheaDocumento22 pagineRM Jury RheaVishal ChoudharyNessuna valutazione finora
- Research Methodology: Rhea Sehgal, Bft-7Documento17 pagineResearch Methodology: Rhea Sehgal, Bft-7Vishal ChoudharyNessuna valutazione finora
- Capacity FinalDocumento28 pagineCapacity FinalVishal kumarNessuna valutazione finora
- Description of Some of The Tests Along With Test MethodDocumento3 pagineDescription of Some of The Tests Along With Test MethodVishal ChoudharyNessuna valutazione finora
- Types of Manufacturing SystemDocumento23 pagineTypes of Manufacturing SystemVishal ChoudharyNessuna valutazione finora
- Material MovementDocumento15 pagineMaterial MovementVishal ChoudharyNessuna valutazione finora
- AW18 Style Inspo: Checks, Fashion Week & Tokyo Street StyleDocumento1 paginaAW18 Style Inspo: Checks, Fashion Week & Tokyo Street StyleVishal ChoudharyNessuna valutazione finora
- Research Methodology: Vishalkumar BFT 7Documento9 pagineResearch Methodology: Vishalkumar BFT 7Vishal ChoudharyNessuna valutazione finora
- Subtopics For PresentationDocumento1 paginaSubtopics For PresentationVishal ChoudharyNessuna valutazione finora
- AmulDocumento1 paginaAmulVishal ChoudharyNessuna valutazione finora
- Implementing Lean Tools at Chelsea MillsDocumento14 pagineImplementing Lean Tools at Chelsea MillsVishal ChoudharyNessuna valutazione finora
- Concept NoteDocumento1 paginaConcept NoteVishal ChoudharyNessuna valutazione finora
- Research Methodology: Vishalkumar BFT 7Documento9 pagineResearch Methodology: Vishalkumar BFT 7Vishal ChoudharyNessuna valutazione finora
- Types of Manufacturing SystemDocumento23 pagineTypes of Manufacturing SystemVishal ChoudharyNessuna valutazione finora
- Copyright ConventionDocumento1 paginaCopyright ConventionVishal ChoudharyNessuna valutazione finora
- Richa & Co.Documento81 pagineRicha & Co.Vishal ChoudharyNessuna valutazione finora
- Sound InsulationDocumento36 pagineSound InsulationVishal ChoudharyNessuna valutazione finora
- 12124021 -Documento23 pagine12124021 -morshed_mahamud7055Nessuna valutazione finora
- Standard Size Notes: Roman Style AlbDocumento2 pagineStandard Size Notes: Roman Style AlbJoséAlfonsoRamosGonzálezNessuna valutazione finora
- Anarkalis: The Identity Paving The Way For The MeaningDocumento34 pagineAnarkalis: The Identity Paving The Way For The MeaningWasvika SainiNessuna valutazione finora
- Technology for sewing basic t-shirt and women's shirtDocumento17 pagineTechnology for sewing basic t-shirt and women's shirtZankhana JadhavNessuna valutazione finora
- Consumption Calculation For Woven GarmentDocumento5 pagineConsumption Calculation For Woven GarmentFaisal Akhter Ruhin100% (3)
- Group 1 Cuffs and CollarsDocumento18 pagineGroup 1 Cuffs and CollarsAnannya DeoNessuna valutazione finora
- B.ing (Wajib) - 25-XII IPS 2-Ni Komang Rina SeptiariDocumento6 pagineB.ing (Wajib) - 25-XII IPS 2-Ni Komang Rina SeptiariMang RinaNessuna valutazione finora
- Approx Bk221209 d0425 221 Ok Prod enDocumento15 pagineApprox Bk221209 d0425 221 Ok Prod enroxanaNessuna valutazione finora
- IE Lab 1Documento6 pagineIE Lab 1Muhammed SulemanNessuna valutazione finora
- Unit 2 TrousersDocumento37 pagineUnit 2 TrousersJorita ManayonNessuna valutazione finora
- Essential Clothing Construction StandardsDocumento50 pagineEssential Clothing Construction StandardsChristine PidoNessuna valutazione finora
- Standard Body Measurements - Women's Sizing: 4 CM and 6 CM IncrementsDocumento1 paginaStandard Body Measurements - Women's Sizing: 4 CM and 6 CM IncrementsCelestine Etania WangNessuna valutazione finora
- Executive shirt productionDocumento17 pagineExecutive shirt productionamitkrhpcicNessuna valutazione finora
- Sewing Machine Operation - SMODocumento17 pagineSewing Machine Operation - SMOMujahid ReanNessuna valutazione finora
- Peta Proses Pembuatan KemejaDocumento6 paginePeta Proses Pembuatan KemejaRifdatun Nafi'ahNessuna valutazione finora
- Plant Layout (Amrita)Documento16 paginePlant Layout (Amrita)Anonymous a8PZKyJxNessuna valutazione finora
- NATIONAL INSTITUTE OF FASHION TECHNOLOGY ASSIGNMENT ON TYPES OF PLACKETS AND CUFFSDocumento22 pagineNATIONAL INSTITUTE OF FASHION TECHNOLOGY ASSIGNMENT ON TYPES OF PLACKETS AND CUFFSDivyanshi GoelNessuna valutazione finora
- Machine layout plan for long sleeve shirtDocumento2 pagineMachine layout plan for long sleeve shirtalaminNessuna valutazione finora
- Corporate Quality Zone GradingDocumento128 pagineCorporate Quality Zone GradingMayNessuna valutazione finora
- Department of Textile Engineering Lab Report: Submitted By: Submitted ToDocumento4 pagineDepartment of Textile Engineering Lab Report: Submitted By: Submitted ToSadia WasimaNessuna valutazione finora