Potrebbero piacerti anche
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Rocket and Missiles NotesDocumento118 pagineRocket and Missiles NotesT.ARULMOZHINATHAN HICET STAFF AERO100% (1)
- 4000 Cyl BlockDocumento14 pagine4000 Cyl BlockAHMED MAHMOUDNessuna valutazione finora
- Kobelco Construction Machinery Co.,LtdDocumento16 pagineKobelco Construction Machinery Co.,LtdAshokNessuna valutazione finora
- Audit MCQ & BlanksDocumento16 pagineAudit MCQ & BlanksYogesh Karlekar100% (10)
- Meca ReadyDocumento4 pagineMeca ReadyPrasetyo WijayantoNessuna valutazione finora
- ZW330 6 BrochureDocumento24 pagineZW330 6 BrochurevitaliyNessuna valutazione finora
- DTH Drill Rig Standard and Options 2007 06 13Documento97 pagineDTH Drill Rig Standard and Options 2007 06 13Francisco100% (2)
- Commissioning Procedure For EDGDocumento51 pagineCommissioning Procedure For EDGDani100% (3)
- 1606a-E93tag5 Electropak Pn2005Documento2 pagine1606a-E93tag5 Electropak Pn2005IhfyvxxNessuna valutazione finora
- Ipc Tpe-331-12Documento649 pagineIpc Tpe-331-12Cristhian342100% (1)
- Design & Fabrication of Water Tank Cleaning MachineDocumento5 pagineDesign & Fabrication of Water Tank Cleaning MachineIJRASETPublications100% (1)
- Omm DH17 PDFDocumento168 pagineOmm DH17 PDFBahrudin Lingai100% (3)
- EPC DSP HD 4000 4in 118hp SpecsDocumento2 pagineEPC DSP HD 4000 4in 118hp Specssf wNessuna valutazione finora
- Comparison For 500 KVA (PERKINS)Documento3 pagineComparison For 500 KVA (PERKINS)amit singh0% (1)
- Spec TescoDocumento4 pagineSpec TescoAllgreen SyahNessuna valutazione finora
- GSX GS ManualDocumento59 pagineGSX GS ManualUzumaki28Nessuna valutazione finora
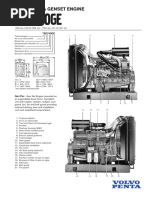
- TAD740GE: Volvo Penta Genset EngineDocumento2 pagineTAD740GE: Volvo Penta Genset Engineجمال ابو الفضلNessuna valutazione finora
- EVO40 55 Installation ManualDocumento48 pagineEVO40 55 Installation ManualFabrizio CingolaniNessuna valutazione finora
- 1206a E70tag1Documento4 pagine1206a E70tag1Cristhian Choque100% (1)
- Komatsu Engine 1006 6 Workshop ManualsDocumento10 pagineKomatsu Engine 1006 6 Workshop Manualsnaomi100% (46)
- Catalogo Gral BeastsDocumento16 pagineCatalogo Gral BeastsJavier Montorio BermejoNessuna valutazione finora
- 4d94e17 Be2 PDFDocumento160 pagine4d94e17 Be2 PDFdend juandiNessuna valutazione finora
- B3.3 Series: Diesel Generator SetDocumento4 pagineB3.3 Series: Diesel Generator SetCarlos PerezNessuna valutazione finora
- Engine Fundamental PDFDocumento16 pagineEngine Fundamental PDFmohamed hamedNessuna valutazione finora
- Optra - NubiraDocumento37 pagineOptra - NubiraDaniel Castillo PeñaNessuna valutazione finora
- Omega Construction ENDocumento6 pagineOmega Construction ENFraz AhmadNessuna valutazione finora
- Mini Wheeled Asphalt Paver: An Industry One-Of-A-KindDocumento2 pagineMini Wheeled Asphalt Paver: An Industry One-Of-A-KindNoelia GarcíaNessuna valutazione finora
- Government Polytechnic, Nagpur: Course CurriculumDocumento8 pagineGovernment Polytechnic, Nagpur: Course CurriculumAyush LolusareNessuna valutazione finora
- Rolls-Royce Industrial AvonDocumento7 pagineRolls-Royce Industrial AvonRiswan SaputraNessuna valutazione finora
- Xuzhou Highlandscope Elegant Electric-Vehicles Technology Co., LTDDocumento9 pagineXuzhou Highlandscope Elegant Electric-Vehicles Technology Co., LTDBoris KazakNessuna valutazione finora