Potrebbero piacerti anche
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- Faculdade Estadual de Engenharia Química de Lorena - FAENQUILDocumento56 pagineFaculdade Estadual de Engenharia Química de Lorena - FAENQUILLuis Gustavo PachecoNessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- SSPC-SP 1 Solvent Cleaning PDFDocumento2 pagineSSPC-SP 1 Solvent Cleaning PDFbhadresh_prajapati_188% (8)
- Acid Cleaning ReportDocumento1 paginaAcid Cleaning Reportg_sanchetiNessuna valutazione finora
- Theory of Earth's Magnetism and Its Relation To Ship DeviationDocumento28 pagineTheory of Earth's Magnetism and Its Relation To Ship DeviationMaster Irvin100% (1)
- Compound Document Structure Manufacturers Record Book Index (Mri) 17052048-QA-MRB-068-V3006-001 SectionsDocumento4 pagineCompound Document Structure Manufacturers Record Book Index (Mri) 17052048-QA-MRB-068-V3006-001 Sectionsg_sanchetiNessuna valutazione finora
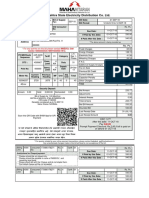
- Mseb Electricity BillDocumento1 paginaMseb Electricity Billg_sanchetiNessuna valutazione finora
- Fatigue of RiserDocumento55 pagineFatigue of RiserDao DungNessuna valutazione finora
- HIC Testing As Per NACE MR 0275Documento3 pagineHIC Testing As Per NACE MR 0275g_sancheti100% (1)
- Calculation of Hydrodynamic Pressures On Walls of Rectangular TankDocumento12 pagineCalculation of Hydrodynamic Pressures On Walls of Rectangular TankPrakash Singh Rawal100% (1)
- Purge With NitrogenDocumento5 paginePurge With Nitrogendeion29100% (1)
- Boiler Manual Umpp PDFDocumento53 pagineBoiler Manual Umpp PDFRanjanaWajeNessuna valutazione finora
- Branch Timings - YES Bank April19 PDFDocumento112 pagineBranch Timings - YES Bank April19 PDFg_sanchetiNessuna valutazione finora
- Coupon Code:HDFCTC500: Additional Rs.500 Off On Rs.2000 and AboveDocumento14 pagineCoupon Code:HDFCTC500: Additional Rs.500 Off On Rs.2000 and Aboveg_sanchetiNessuna valutazione finora
- 4.1 Weldwell ElectrodesDocumento10 pagine4.1 Weldwell Electrodesg_sanchetiNessuna valutazione finora
- Travel Expenses SheetDocumento2 pagineTravel Expenses Sheetg_sanchetiNessuna valutazione finora
- Auditing Welds Under ASME IX PDFDocumento21 pagineAuditing Welds Under ASME IX PDFkbldamNessuna valutazione finora
- Branch Timings - YES Bank April19 PDFDocumento112 pagineBranch Timings - YES Bank April19 PDFg_sanchetiNessuna valutazione finora
- MHADA Pune BookletDocumento109 pagineMHADA Pune Booklethrishikeshsp50% (2)
- EPF Name Change FormDocumento1 paginaEPF Name Change Formg_sanchetiNessuna valutazione finora
- Magnetism in ss304Documento1 paginaMagnetism in ss304g_sanchetiNessuna valutazione finora
- 94C58000001B5.Filename - Monday Breakout 9 John Hartnett Welding EconomicsDocumento53 pagine94C58000001B5.Filename - Monday Breakout 9 John Hartnett Welding EconomicsgcldesignNessuna valutazione finora
- The Stainless Steel FamilyDocumento5 pagineThe Stainless Steel Familyvvk557Nessuna valutazione finora
- Health and Safety in WeldingDocumento46 pagineHealth and Safety in Weldingegn2007Nessuna valutazione finora
- AWS Weld Symbol ChartDocumento1 paginaAWS Weld Symbol ChartExsan OthmanNessuna valutazione finora
- 20 MN V6Documento1 pagina20 MN V6g_sanchetiNessuna valutazione finora
- Flanges SnapsDocumento1 paginaFlanges Snapsg_sanchetiNessuna valutazione finora
- Doubts To Be ClarifiedDocumento2 pagineDoubts To Be Clarifiedg_sanchetiNessuna valutazione finora
- Wise MoneyDocumento20 pagineWise Moneyg_sanchetiNessuna valutazione finora
- Tolerances 10Documento1 paginaTolerances 10g_sanchetiNessuna valutazione finora
- Mack WeldingDocumento4 pagineMack Weldingg_sanchetiNessuna valutazione finora
- Control On Chemical Analysis and Cleanliness For SS310 Filler WireDocumento1 paginaControl On Chemical Analysis and Cleanliness For SS310 Filler Wireg_sanchetiNessuna valutazione finora
- E+H Flange Serration PhotosDocumento4 pagineE+H Flange Serration Photosg_sanchetiNessuna valutazione finora
- Caustic PermagnateDocumento3 pagineCaustic Permagnateg_sanchetiNessuna valutazione finora
- Shell Omala S4 WE 220: Performance, Features & BenefitsDocumento3 pagineShell Omala S4 WE 220: Performance, Features & BenefitsPro.MechanicNessuna valutazione finora
- Aquatic Adaptations - Poonam SinghDocumento46 pagineAquatic Adaptations - Poonam Singhaksahu01234Nessuna valutazione finora
- User's Manual: ULTRA CFR Nd:YAG Laser SystemDocumento55 pagineUser's Manual: ULTRA CFR Nd:YAG Laser SystemLeonardo PantojaNessuna valutazione finora
- Electroysis WorksheetDocumento2 pagineElectroysis WorksheetericaNessuna valutazione finora
- Form 2208 - Page 1: Surface Pump Installation DataDocumento3 pagineForm 2208 - Page 1: Surface Pump Installation DataErich ThomasNessuna valutazione finora
- Striling Engine.1Documento17 pagineStriling Engine.1elangandhiNessuna valutazione finora
- AnsaryDocumento40 pagineAnsarydhamodharan24Nessuna valutazione finora
- Conical Shell FootingDocumento6 pagineConical Shell FootingHari AppathuraiNessuna valutazione finora
- Pollet - Importancia de Parametros de Ultrasonido TintasDocumento12 paginePollet - Importancia de Parametros de Ultrasonido TintasFabricio CarrilloNessuna valutazione finora
- 7 MultiphaseFreeSurfaceFilmDocumento25 pagine7 MultiphaseFreeSurfaceFilmJesthyn VC100% (1)
- Damage and Failure For Ductile MetalsDocumento10 pagineDamage and Failure For Ductile Metalsp_rameshreddy2006Nessuna valutazione finora
- Zone-2 Hazardous Area Classification-Hazard Distance For Open Well Ventilated AreaDocumento30 pagineZone-2 Hazardous Area Classification-Hazard Distance For Open Well Ventilated AreaRonak MotaNessuna valutazione finora
- Failure Analysis ReportDocumento24 pagineFailure Analysis ReportThirukkumaranBalasubramanianNessuna valutazione finora
- Tray Dryer Final ReportDocumento13 pagineTray Dryer Final ReportHaziq AzliNessuna valutazione finora
- Ds Medaprot 100Documento1 paginaDs Medaprot 100faridNessuna valutazione finora
- Unit V - Unid End Questions - EMDocumento6 pagineUnit V - Unid End Questions - EMNaresh JonnaNessuna valutazione finora
- Fluid Mechanics ExerciseDocumento8 pagineFluid Mechanics ExerciseJjrlNessuna valutazione finora
- CH 4 Review Delection and Stiffness1Documento12 pagineCH 4 Review Delection and Stiffness1Anas TubailNessuna valutazione finora
- 2023 July Nov ME TA RevDocumento4 pagine2023 July Nov ME TA RevMd IsmayeelNessuna valutazione finora
- Lewatit® MonoPlus S 108-EN-GBDocumento4 pagineLewatit® MonoPlus S 108-EN-GBsimontin23Nessuna valutazione finora
- Calibration of Concrete Damage Material Model in LS-DynaDocumento14 pagineCalibration of Concrete Damage Material Model in LS-DynaEuNessuna valutazione finora
- Nho2 BCBNVDocumento4 pagineNho2 BCBNVavijitjhakassNessuna valutazione finora
- Essential in WeldingDocumento3 pagineEssential in WeldingBelle SantosNessuna valutazione finora
- Self-Healing Concrete With Crystalline AdmixtureDocumento8 pagineSelf-Healing Concrete With Crystalline AdmixtureAlexander HierroNessuna valutazione finora
- Belt Conveyor Idler: Read These Instructions Carefully Before Starting InstallationDocumento8 pagineBelt Conveyor Idler: Read These Instructions Carefully Before Starting InstallationKenji LacambraNessuna valutazione finora
- Reservoir Souring Mechanisms and PreventionDocumento20 pagineReservoir Souring Mechanisms and PreventionmaxjuliNessuna valutazione finora