Potrebbero piacerti anche
- Set Screw Shaft Collars: Steel / Stainless SteelDocumento2 pagineSet Screw Shaft Collars: Steel / Stainless SteelJhonatan Simpertigue LoaysaNessuna valutazione finora
- Figure 9 - Dimensions of PN 25 FlangesDocumento2 pagineFigure 9 - Dimensions of PN 25 FlangesSamir TahaNessuna valutazione finora
- Threads PDFDocumento5 pagineThreads PDFAnoj pahathkumburaNessuna valutazione finora
- Din 98Documento1 paginaDin 98Dule JovanovicNessuna valutazione finora
- 319s-INOXDocumento1 pagina319s-INOXGabor DanielNessuna valutazione finora
- Machine Design Practice July 2019 Assignment IIT MadrasDocumento39 pagineMachine Design Practice July 2019 Assignment IIT MadrasVishwajit HegdeNessuna valutazione finora
- POS 10 End Bearing DimensionDocumento2 paginePOS 10 End Bearing DimensionherrysugarNessuna valutazione finora
- Screw Threads, Bolts and NutsDocumento10 pagineScrew Threads, Bolts and NutsSayphone HoungbounyuangNessuna valutazione finora
- Miscellaneous PDFDocumento18 pagineMiscellaneous PDFFederico GuillenNessuna valutazione finora
- Denso Spark Plugs Specification SheetDocumento13 pagineDenso Spark Plugs Specification SheetDiego MajanoNessuna valutazione finora
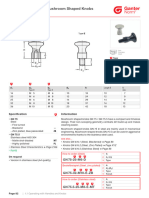
- Mushroom Shaped Knobs: GN 75 GN 75.5Documento1 paginaMushroom Shaped Knobs: GN 75 GN 75.5marutheshNessuna valutazione finora
- Insert Designation ChartDocumento7 pagineInsert Designation ChartShobhith.DevadigaNessuna valutazione finora
- Coupling 20241Documento2 pagineCoupling 20241Quản Lê ĐìnhNessuna valutazione finora
- RuckaDocumento1 paginaRuckaVasiljka Đordan JelacaNessuna valutazione finora
- Spur GearDocumento80 pagineSpur GearLutfhi HanafiNessuna valutazione finora
- SBD Plummer Block Housings For Bearings On A Cylindrical Seat and A Multi-Stepped Shaft - TCM - 12-231178Documento3 pagineSBD Plummer Block Housings For Bearings On A Cylindrical Seat and A Multi-Stepped Shaft - TCM - 12-231178Akash RockNessuna valutazione finora
- Catalog Bucse de GhidareDocumento96 pagineCatalog Bucse de GhidareBobNessuna valutazione finora
- GK40 Do InaDocumento1 paginaGK40 Do InaManoj DoshiNessuna valutazione finora
- Model RBIDocumento2 pagineModel RBICALVINNessuna valutazione finora
- Kayaba MedidasDocumento24 pagineKayaba MedidasPilar TorquemadaNessuna valutazione finora
- Yatay KonsollamaDocumento1 paginaYatay Konsollamaanıl şimşekNessuna valutazione finora
- Materi Roda Gigi PayungDocumento11 pagineMateri Roda Gigi PayungSteven WijayNessuna valutazione finora
- SKF 311Documento2 pagineSKF 311luki prasetyoNessuna valutazione finora
- MB An b3d 2 gst1 10 16 enDocumento1 paginaMB An b3d 2 gst1 10 16 enRolando GanzonNessuna valutazione finora
- Heco Product Sheet 2207 Stainless Steel Plate Flanges DIN EN PN 10Documento4 pagineHeco Product Sheet 2207 Stainless Steel Plate Flanges DIN EN PN 10hafiz ashidqiNessuna valutazione finora
- Sheet No 7 - Free Hand SketchesDocumento9 pagineSheet No 7 - Free Hand SketchesAryan PatilNessuna valutazione finora
- Grundfos InstructionDocumento22 pagineGrundfos InstructionSajeev NerurkarNessuna valutazione finora
- Mezclado RaDocumento1 paginaMezclado RaMarcel PiersonNessuna valutazione finora
- Calculation of Gear DimensionsDocumento22 pagineCalculation of Gear DimensionsdressfeetNessuna valutazione finora
- Datasheet of Spring Pins and Retaining Rings E-TypeDocumento1 paginaDatasheet of Spring Pins and Retaining Rings E-TypeFrana Harta SuryaNessuna valutazione finora
- Remmen Voor ElektromotorenDocumento3 pagineRemmen Voor ElektromotorenThierry HeldenberghNessuna valutazione finora
- GripDocumento18 pagineGripChristophe CLOCHONNessuna valutazione finora
- 2202E NTN CaatalogDocumento4 pagine2202E NTN CaatalogMahesh Daxini ThakkerNessuna valutazione finora
- Section 2.4: M20x2.5 Threaded BoltDocumento6 pagineSection 2.4: M20x2.5 Threaded BoltmoNessuna valutazione finora
- Single Acting, Spring Return, With Wiper Max. Operating Pressure 500 BarDocumento1 paginaSingle Acting, Spring Return, With Wiper Max. Operating Pressure 500 BarmirzetNessuna valutazione finora
- Mechanics of Materials II Homework 5Documento10 pagineMechanics of Materials II Homework 5Danupol SrisuryNessuna valutazione finora
- EPB With Preload: Ep B 20 05 - 6 QZ RR G0 +650L C3Documento2 pagineEPB With Preload: Ep B 20 05 - 6 QZ RR G0 +650L C3Radinal Fernandez SimanjuntakNessuna valutazione finora
- CounterboreDocumento3 pagineCounterborejonNessuna valutazione finora
- By Abutayeb: F1 1500mm 1500mm 200mm 12# @170C/C 12# @170C/C 50mm 1 12# @170C/C 1500mmDocumento22 pagineBy Abutayeb: F1 1500mm 1500mm 200mm 12# @170C/C 12# @170C/C 50mm 1 12# @170C/C 1500mmjohnny0% (1)
- Chapter 12Documento50 pagineChapter 12Ubeimar RiveraNessuna valutazione finora
- Debre Birhan University: College of Enigneering Departmrt of Mechamnical EnigineerigDocumento19 pagineDebre Birhan University: College of Enigneering Departmrt of Mechamnical EnigineerigDagmawi MenweyeletNessuna valutazione finora
- Sibre Data Sheet Brake - Drums Din 15431 150195eDocumento1 paginaSibre Data Sheet Brake - Drums Din 15431 150195eRuben PauwelsNessuna valutazione finora
- Ball Joints: SteelDocumento1 paginaBall Joints: Steelanttisoukka0Nessuna valutazione finora
- Meng501L - Project - Spring 2020-2021Documento7 pagineMeng501L - Project - Spring 2020-2021Mohammad HasanNessuna valutazione finora
- Meng501L - Project - Spring 2020-2021Documento7 pagineMeng501L - Project - Spring 2020-2021Mohammad HasanNessuna valutazione finora
- Machine Drawing T-SheetDocumento30 pagineMachine Drawing T-SheetIfham Shah100% (3)
- 7023exq Lecture 3 Bolted Steel ConnectionsDocumento17 pagine7023exq Lecture 3 Bolted Steel ConnectionsAkhil SurendranNessuna valutazione finora
- Center Drills - Broca de CentroDocumento4 pagineCenter Drills - Broca de CentrobiluzinNessuna valutazione finora
- Mechanism Principles Project EnginesDocumento16 pagineMechanism Principles Project EnginestatendaNessuna valutazione finora
- Schreder OMNIFLOOD - 1 - 3 Installation Instructions RevdDocumento3 pagineSchreder OMNIFLOOD - 1 - 3 Installation Instructions RevdgreghousemdNessuna valutazione finora
- Din 6319 PDFDocumento4 pagineDin 6319 PDFOdil Elizandro Baldiati100% (1)
- DOZNA - 6000 KN - DIN-6319 PDFDocumento4 pagineDOZNA - 6000 KN - DIN-6319 PDFzoranmiskovicNessuna valutazione finora
- Din 580Documento1 paginaDin 580Varun KumarNessuna valutazione finora
- ISO Pump 50Hz Technical Data Metric UnitsDocumento29 pagineISO Pump 50Hz Technical Data Metric UnitsTimothy PopeNessuna valutazione finora
- Characteristics: Ø 12 ÷ 100 MM - Short Stroke Cylinders Tube New DesignDocumento1 paginaCharacteristics: Ø 12 ÷ 100 MM - Short Stroke Cylinders Tube New Designjitendra shahNessuna valutazione finora
- Spiral Bevel Gear Arcoid System ZFTKK 250-1Documento2 pagineSpiral Bevel Gear Arcoid System ZFTKK 250-1er_winwibowoNessuna valutazione finora
- Engineering Drawing from the Beginning: The Commonwealth and International Library: Mechanical Engineering DivisionDa EverandEngineering Drawing from the Beginning: The Commonwealth and International Library: Mechanical Engineering DivisionValutazione: 4.5 su 5 stelle4.5/5 (3)
- hm1000 hm1250 hm1250w EnglishDocumento20 paginehm1000 hm1250 hm1250w Englishinvic7usNessuna valutazione finora
- 06 Best TimeDocumento8 pagine06 Best Timeinvic7usNessuna valutazione finora
- HURCO 24 Added Values - EngDocumento4 pagineHURCO 24 Added Values - Enginvic7usNessuna valutazione finora
- Fastest Control in IndustryDocumento4 pagineFastest Control in Industryinvic7usNessuna valutazione finora
- GTC 2015Documento7 pagineGTC 2015invic7usNessuna valutazione finora
- DMX Interfacepoint: Integration ModulesDocumento2 pagineDMX Interfacepoint: Integration Modulesinvic7usNessuna valutazione finora
- Data Sheet (500w VAWT)Documento3 pagineData Sheet (500w VAWT)invic7usNessuna valutazione finora
- KSE Produktbroschuere 2013 enDocumento16 pagineKSE Produktbroschuere 2013 eninvic7usNessuna valutazione finora
- Rastislav Kragic - KFW Presentation of Wind AtlasDocumento13 pagineRastislav Kragic - KFW Presentation of Wind Atlasinvic7usNessuna valutazione finora
- Construction of Small Hydropower Plants and Power Generation in The Republic of SerbiaDocumento64 pagineConstruction of Small Hydropower Plants and Power Generation in The Republic of SerbiaAnonymous N3LpAX100% (1)
- Cloud ServisiDocumento2 pagineCloud Servisiinvic7usNessuna valutazione finora
- Herramientas para Camisillas de InyectoresDocumento20 pagineHerramientas para Camisillas de InyectoresJuan Pablo Ramirez GiraldoNessuna valutazione finora
- Dimensions of Standard TapersDocumento3 pagineDimensions of Standard TapersRohan KarNessuna valutazione finora
- EME Unit 5 Lathe and Drilling Machines by Kalyan ChakravarthyDocumento51 pagineEME Unit 5 Lathe and Drilling Machines by Kalyan ChakravarthyRavichandran GNessuna valutazione finora
- 08 TurningDocumento119 pagine08 Turningz19340543Nessuna valutazione finora
- IbarmiaRoundColumnDrills 092007Documento23 pagineIbarmiaRoundColumnDrills 092007Josecantero73Nessuna valutazione finora
- WMTCNC CNC Machining CenterDocumento125 pagineWMTCNC CNC Machining Centerwalid ben khedherNessuna valutazione finora
- Walter CatalogDocumento116 pagineWalter CatalogvongocsanhNessuna valutazione finora
- Me 581 Machine Tool Design Section 5 Design of Spindles and Spindle SupportsDocumento54 pagineMe 581 Machine Tool Design Section 5 Design of Spindles and Spindle SupportsMlhhemreNessuna valutazione finora
- Jacobs Catalog PDFDocumento26 pagineJacobs Catalog PDFJunior FrancoNessuna valutazione finora
- Lathe Machine: Bed: Usually Made of Cast Iron. Provides A Heavy Rigid Frame in WhichDocumento5 pagineLathe Machine: Bed: Usually Made of Cast Iron. Provides A Heavy Rigid Frame in WhichirfanjdNessuna valutazione finora
- Milling: Prepared By: Dinbandhu Singh 1Documento23 pagineMilling: Prepared By: Dinbandhu Singh 1Dino SinghNessuna valutazione finora
- Osnove CNC Programiranja EMCODocumento92 pagineOsnove CNC Programiranja EMCOboskobimbaNessuna valutazione finora
- Profil Company 2017Documento10 pagineProfil Company 2017Eno Ronaldfrank OguriNessuna valutazione finora
- Opticline C200 C1000 EN 10026497 03 2009Documento16 pagineOpticline C200 C1000 EN 10026497 03 2009Amit KumarNessuna valutazione finora
- Tsudakoma Doosan Selection GuideDocumento16 pagineTsudakoma Doosan Selection GuidePedro BravoNessuna valutazione finora
- DrillingDocumento52 pagineDrillingMd AamerNessuna valutazione finora
- Introduction To Lathe OperationsDocumento97 pagineIntroduction To Lathe Operationsrichardu31100% (10)
- Lathe MachineDocumento24 pagineLathe MachineAqib KhakhiNessuna valutazione finora
- Harrison Model 10 AA LatheDocumento53 pagineHarrison Model 10 AA LatheMatthewNessuna valutazione finora
- (L) Examples of Machine Shop Practice (1910)Documento54 pagine(L) Examples of Machine Shop Practice (1910)Ismael 8877100% (1)
- Objective Questionsand Answerson Operation ManagementDocumento22 pagineObjective Questionsand Answerson Operation ManagementAnonymous LFgO4WbIDNessuna valutazione finora
- Manufacturing Science Lab ManualDocumento29 pagineManufacturing Science Lab Manualranjeet singh100% (1)
- Unit 5 DrillingDocumento12 pagineUnit 5 DrillingManav PatelNessuna valutazione finora
- Lathe Part IDocumento151 pagineLathe Part Ishiva100% (2)
- Lathe 1340 Jet ManualDocumento71 pagineLathe 1340 Jet ManualRC VilledaNessuna valutazione finora
- Sieg Super x2 MillDocumento32 pagineSieg Super x2 MillJohn MetaxasNessuna valutazione finora
- Ficha Tecnica - Ehb-32 2.2 R.L EibenstockDocumento3 pagineFicha Tecnica - Ehb-32 2.2 R.L EibenstockJose Ordoñez VilchezNessuna valutazione finora
- Tool Room Project ReportDocumento49 pagineTool Room Project Reportlokeshkrkushwaha67% (3)
- 606EDocumento68 pagine606ELLNessuna valutazione finora
- Nety ComandaDocumento82 pagineNety ComandaVASILIINessuna valutazione finora