Potrebbero piacerti anche
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- AssemblyDocumento4 pagineAssemblyprasenjitsayantanNessuna valutazione finora
- c12 Proe WF PDFDocumento24 paginec12 Proe WF PDFprasenjitsayantanNessuna valutazione finora
- Solid Works 2010Documento23 pagineSolid Works 2010prasenjitsayantanNessuna valutazione finora
- International Gear Notation - Symbols For Geometrical Data: Indian StandardDocumento7 pagineInternational Gear Notation - Symbols For Geometrical Data: Indian StandardprasenjitsayantanNessuna valutazione finora
- Generate Dimensions in Drawing ViewsDocumento34 pagineGenerate Dimensions in Drawing ViewsprasenjitsayantanNessuna valutazione finora
- Pit Furnace: Surface Combustion, Inc. 1700 Indian Wood Circle Maumee, Ohio 43537Documento1 paginaPit Furnace: Surface Combustion, Inc. 1700 Indian Wood Circle Maumee, Ohio 43537prasenjitsayantanNessuna valutazione finora
- IntegralDocumento4 pagineIntegralprasenjitsayantanNessuna valutazione finora
- Learning ObjectivesDocumento38 pagineLearning ObjectivesprasenjitsayantanNessuna valutazione finora
- Car-Bottom Furnace/Technology: Electrodes Special CarbonDocumento3 pagineCar-Bottom Furnace/Technology: Electrodes Special CarbonprasenjitsayantanNessuna valutazione finora
- PTC Pro Engineer Wildfire Surface Modeling TutorialDocumento52 paginePTC Pro Engineer Wildfire Surface Modeling Tutorialapi-3871574100% (12)
- Electric Resistance HeatingDocumento4 pagineElectric Resistance Heatingaj3120Nessuna valutazione finora
- Generate Dimensions in Drawing ViewsDocumento34 pagineGenerate Dimensions in Drawing ViewsprasenjitsayantanNessuna valutazione finora
- RollerDocumento4 pagineRollerprasenjitsayantanNessuna valutazione finora
- Industrial FurnacesDocumento101 pagineIndustrial Furnacesasif712Nessuna valutazione finora
- Create Pro/ENGINEER Assemblies and DrawingsDocumento39 pagineCreate Pro/ENGINEER Assemblies and DrawingsprasenjitsayantanNessuna valutazione finora
- IntroDocumento36 pagineIntroprasenjitsayantanNessuna valutazione finora
- Create sweep, blend, shell and datum curve features in Pro/ENGINEERDocumento48 pagineCreate sweep, blend, shell and datum curve features in Pro/ENGINEERprasenjitsayantanNessuna valutazione finora
- c12 Proe WF PDFDocumento24 paginec12 Proe WF PDFprasenjitsayantanNessuna valutazione finora
- c05 Proe WFDocumento44 paginec05 Proe WFprasenjitsayantanNessuna valutazione finora
- Create and Pattern Features in Pro/ENGINEERDocumento50 pagineCreate and Pattern Features in Pro/ENGINEERprasenjitsayantanNessuna valutazione finora
- c09 Proe wf3Documento55 paginec09 Proe wf3prasenjitsayantanNessuna valutazione finora
- c10 Proe WFDocumento38 paginec10 Proe WFprasenjitsayantanNessuna valutazione finora
- c08 Proe WFDocumento38 paginec08 Proe WFprasenjitsayantanNessuna valutazione finora
- c04 Proe WFDocumento41 paginec04 Proe WFprasenjitsayantanNessuna valutazione finora
- c02 Proe wf3Documento23 paginec02 Proe wf3prasenjitsayantanNessuna valutazione finora
- c03 Proe wf3Documento34 paginec03 Proe wf3prasenjitsayantanNessuna valutazione finora
- c01 Proe wf3Documento32 paginec01 Proe wf3prasenjitsayantanNessuna valutazione finora
- SolidDocumento64 pagineSolidprasenjitsayantanNessuna valutazione finora
- InventorDocumento101 pagineInventorprasenjitsayantanNessuna valutazione finora
- Create mathematical relationships in SOLIDWORKSDocumento33 pagineCreate mathematical relationships in SOLIDWORKSprasenjitsayantanNessuna valutazione finora
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Ecp-Kit Option For Ip2x 01-5912-11r0 - Multilingual - EsDocumento64 pagineEcp-Kit Option For Ip2x 01-5912-11r0 - Multilingual - EsYerko NavarroNessuna valutazione finora
- Thyristor Ss 630 Arc Welding MachineDocumento2 pagineThyristor Ss 630 Arc Welding MachineAlfredo GutierrezNessuna valutazione finora
- Clips RenaultDocumento7 pagineClips RenaultAlejandro DerissoNessuna valutazione finora
- Iso 898-7:1992Documento7 pagineIso 898-7:1992Anastasia Potapova50% (2)
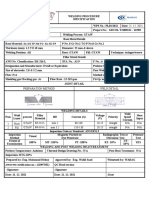
- WPS - Sample - Form D17.1 D17.1M 2010Documento1 paginaWPS - Sample - Form D17.1 D17.1M 2010Mohammed AzizNessuna valutazione finora
- Detail of Welder WeldingDocumento72 pagineDetail of Welder Weldingjaimin100Nessuna valutazione finora
- Welding ElectrodeDocumento111 pagineWelding ElectrodeMukund2288Nessuna valutazione finora
- Pessing Libya INC: SA 312 TP 316 TO SA 312 TPDocumento1 paginaPessing Libya INC: SA 312 TP 316 TO SA 312 TPMahmoud HaggagNessuna valutazione finora
- Soldering Surface Mount Components Step-by-Step GuideDocumento1 paginaSoldering Surface Mount Components Step-by-Step GuidemarianaNessuna valutazione finora
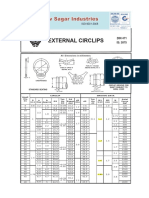
- External CirclipDocumento2 pagineExternal CirclipDivyang MistryNessuna valutazione finora
- Shielded Metal WeldingDocumento74 pagineShielded Metal WeldingwernhowNessuna valutazione finora
- Welder Qualification Inspection ReportsDocumento4 pagineWelder Qualification Inspection ReportsRejoy babyNessuna valutazione finora
- Type of Welded JointsDocumento12 pagineType of Welded JointsSenakeNessuna valutazione finora
- 27 AprvdGmaDocumento68 pagine27 AprvdGmacereferNessuna valutazione finora
- EOIM&CEnglish 1Documento5 pagineEOIM&CEnglish 1Shiv PandeyNessuna valutazione finora
- General Welding GuidelinesDocumento13 pagineGeneral Welding GuidelinesSamir669Nessuna valutazione finora
- Tos 2nd Quarter SmawDocumento6 pagineTos 2nd Quarter SmawArnelson Derecho100% (10)
- Weld Metal CalculationDocumento20 pagineWeld Metal CalculationJegan Thiyagarajan100% (1)
- Asme Ix Wps PQR ChecklistDocumento0 pagineAsme Ix Wps PQR ChecklistaghussrNessuna valutazione finora
- CE5604-Advanced Concrete Technology: - History and Origins - Greeks: Addition ofDocumento27 pagineCE5604-Advanced Concrete Technology: - History and Origins - Greeks: Addition ofzzz_monsterNessuna valutazione finora
- SM-70 CMR RevisedDocumento1 paginaSM-70 CMR RevisedNitin GhotekarNessuna valutazione finora
- How to Solder Electronic ComponentsDocumento7 pagineHow to Solder Electronic ComponentsJohn Paolo AlvarezNessuna valutazione finora
- BRPX 618hgv-34c - Parts - 2000Documento70 pagineBRPX 618hgv-34c - Parts - 2000Centrifugal SeparatorNessuna valutazione finora
- ESSAR Welding Data SheetDocumento2 pagineESSAR Welding Data SheetmanojkumarmurlidharaNessuna valutazione finora
- Module-3 Welding - AeroDocumento26 pagineModule-3 Welding - AeroDhuleep RaviNessuna valutazione finora
- Welding Process in Steel Construction FieldDocumento55 pagineWelding Process in Steel Construction Fieldkevin desaiNessuna valutazione finora
- Nde Request - RTDocumento1 paginaNde Request - RTSam RajaNessuna valutazione finora
- Steel Beam To Column ConnectionsDocumento79 pagineSteel Beam To Column ConnectionsKanimozhi SelvarajNessuna valutazione finora
- Draft Handbook On Welding TechniquesDocumento77 pagineDraft Handbook On Welding TechniquesDebasis SoorNessuna valutazione finora
- DV03PUB1 Study GuideDocumento5 pagineDV03PUB1 Study Guideprasaad08Nessuna valutazione finora