Potrebbero piacerti anche
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Ind. EnviromentDocumento9 pagineInd. EnviromentadillaanisNessuna valutazione finora
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Textbook - Environmental EngineeringDocumento214 pagineTextbook - Environmental EngineeringRohit Rahul74% (31)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Fullreportgas Absorption 150620121044 Lva1 App6891Documento16 pagineFullreportgas Absorption 150620121044 Lva1 App6891adillaanisNessuna valutazione finora
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Lab 3 (2015)Documento25 pagineLab 3 (2015)adillaanisNessuna valutazione finora
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Graph of PH Against Volume of Naoh Titrated With Ch3Cooh: Equivalent Point: 29.20Documento2 pagineGraph of PH Against Volume of Naoh Titrated With Ch3Cooh: Equivalent Point: 29.20adillaanisNessuna valutazione finora
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Titration Lab ReportDocumento38 pagineTitration Lab Reportadillaanis100% (4)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Litreature Review 1. History of Water Pumping Technolgy: Water Pumps How Potable Water Is To The Top of The BuildingDocumento6 pagineLitreature Review 1. History of Water Pumping Technolgy: Water Pumps How Potable Water Is To The Top of The BuildingAwanyo thomasNessuna valutazione finora
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Anesthesia Equipment. Principlions 2nd Ed (PDF) (Tahir99) VRG 75Documento1 paginaAnesthesia Equipment. Principlions 2nd Ed (PDF) (Tahir99) VRG 75Rigoberto Leigue OrdoñezNessuna valutazione finora
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- EjectorDocumento45 pagineEjectorDeep Das100% (3)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Klein-Ballanco Residential Sprinkler Design Made Easy - Plumbing Systems and Design Mag. Sept 2008Documento17 pagineKlein-Ballanco Residential Sprinkler Design Made Easy - Plumbing Systems and Design Mag. Sept 2008Alison Rodrigues MaiaNessuna valutazione finora
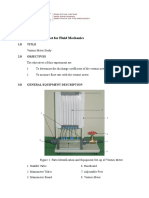
- Guided Lab MPE Laboratory Sheet For Fluid Mechanics: 1.0 TitleDocumento7 pagineGuided Lab MPE Laboratory Sheet For Fluid Mechanics: 1.0 TitleCharles BongNessuna valutazione finora
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- De ProjectsignDocumento16 pagineDe ProjectsignaminNessuna valutazione finora
- Pump EffDocumento15 paginePump Effawhk2006Nessuna valutazione finora
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- DawyerDocumento596 pagineDawyerAlex Garcia MariacaNessuna valutazione finora
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- Chgairflowlab JOSHI CAREYDocumento20 pagineChgairflowlab JOSHI CAREYelsmuchoNessuna valutazione finora
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Heliflu Liquid Turbine Meters: Faure HermanDocumento8 pagineHeliflu Liquid Turbine Meters: Faure HermanRadityaA.PerdanaNessuna valutazione finora
- College of Engineering, Computer Studies and Architecture: Problem Sets in Hydraulics (HYDL01E)Documento8 pagineCollege of Engineering, Computer Studies and Architecture: Problem Sets in Hydraulics (HYDL01E)Ria LauronNessuna valutazione finora
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- LG Multi V 5 2017 - 008-024Documento1 paginaLG Multi V 5 2017 - 008-024MitroKtaNessuna valutazione finora
- Sonata™: Dual Pulse OutputDocumento2 pagineSonata™: Dual Pulse OutputPra YugoNessuna valutazione finora
- Fire Protection For High-Rise BuildingsDocumento32 pagineFire Protection For High-Rise Buildingsbekti100% (3)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Assignment IDocumento4 pagineAssignment IAmexTesfayeKoraNessuna valutazione finora
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- BoschAndZeuchMethod-basedFlowmetersFor fuelInjectionRateFerrari21Documento12 pagineBoschAndZeuchMethod-basedFlowmetersFor fuelInjectionRateFerrari21ennioNessuna valutazione finora
- UntitledDocumento11 pagineUntitledmakramNessuna valutazione finora
- DEIFPI602Documento4 pagineDEIFPI602bariNessuna valutazione finora
- Presentation (OSE20,40,80 Type) - For CustomerDocumento99 paginePresentation (OSE20,40,80 Type) - For CustomerJujhaar BhinderNessuna valutazione finora
- VFM60 Vortex Flowmeter Data Sheet (2019-11 V1 3) PDFDocumento25 pagineVFM60 Vortex Flowmeter Data Sheet (2019-11 V1 3) PDFTARIQ KUSUMA RAHMATNessuna valutazione finora
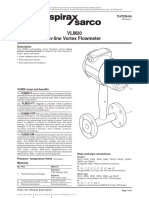
- VLM20 FitDocumento6 pagineVLM20 FitGeorgeNessuna valutazione finora
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- NSFMW 2001, Jade Paper1D, KZanker, US Letter SizeDocumento14 pagineNSFMW 2001, Jade Paper1D, KZanker, US Letter Sizejose luisNessuna valutazione finora
- Measurement: Emiliano Schena, Giulia Lupi, Stefano Cecchini, Sergio SilvestriDocumento8 pagineMeasurement: Emiliano Schena, Giulia Lupi, Stefano Cecchini, Sergio SilvestrizertNessuna valutazione finora
- Rotameter Selection Guide: Direct Read For Air, Water, N, H, CO, Ar, He, 0Documento3 pagineRotameter Selection Guide: Direct Read For Air, Water, N, H, CO, Ar, He, 0Kyle StackNessuna valutazione finora
- How Sampling Errors Impact Metallurgy Balance Meterial Mass BalancingDocumento15 pagineHow Sampling Errors Impact Metallurgy Balance Meterial Mass BalancingDr. Khan MuhammadNessuna valutazione finora
- Chemical Injection TechnologiesDocumento2 pagineChemical Injection TechnologiesAl Patrick Dela CalzadaNessuna valutazione finora
- Colloid Mills Bulletin 4Documento4 pagineColloid Mills Bulletin 4Francisco Jesús Infante PérezNessuna valutazione finora
- Design of Sewers ExampleDocumento10 pagineDesign of Sewers ExampleAbhisht Sharma100% (14)
- Reference Control PhilosophyDocumento22 pagineReference Control PhilosophyReno MurdaNessuna valutazione finora
- Multi-Hole Orifice CalculationDocumento10 pagineMulti-Hole Orifice Calculationadrianrrcc100% (1)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)