Potrebbero piacerti anche
- Dimensionado de Bombas CentrifugasDocumento50 pagineDimensionado de Bombas CentrifugasAlvaroFloresNessuna valutazione finora
- Conceptos Demanda OfertaDocumento4 pagineConceptos Demanda OfertaAlvaroFloresNessuna valutazione finora
- ORGANIGRAMADocumento2 pagineORGANIGRAMAAlvaroFloresNessuna valutazione finora
- Introducción Lab 1Documento39 pagineIntroducción Lab 1AlvaroFloresNessuna valutazione finora
- Practica 2 3216 CDocumento2 paginePractica 2 3216 CAlvaroFloresNessuna valutazione finora
- FORMULASDocumento6 pagineFORMULASAlvaroFloresNessuna valutazione finora
- Ejercicio de CogeneracionDocumento7 pagineEjercicio de CogeneracionAlvaroFloresNessuna valutazione finora
- Empresa GuabiraDocumento10 pagineEmpresa GuabiraAlvaroFloresNessuna valutazione finora
- Conceptos Engranajes CorreasDocumento17 pagineConceptos Engranajes CorreasAlvaroFloresNessuna valutazione finora
- INFORME DE LABORATORIO I ReparadoDocumento38 pagineINFORME DE LABORATORIO I ReparadoAlvaroFloresNessuna valutazione finora
- Practica N°1 Mec-3343 14Documento2 paginePractica N°1 Mec-3343 14AlvaroFloresNessuna valutazione finora
- Practica 1 Mec 3343Documento4 paginePractica 1 Mec 3343AlvaroFloresNessuna valutazione finora
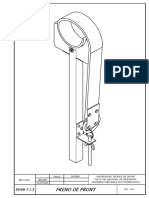
- Freno de Prony PDFDocumento1 paginaFreno de Prony PDFAlvaroFloresNessuna valutazione finora
- Tratamiento de EfluentesDocumento31 pagineTratamiento de Efluentesleon romeroNessuna valutazione finora
- GUIA DE QUIMICA No 13Documento5 pagineGUIA DE QUIMICA No 13Fernanda ReyesNessuna valutazione finora
- Capacitación Sistemas Intrinsecamente Seguros 2Documento25 pagineCapacitación Sistemas Intrinsecamente Seguros 2Analista CalidadNessuna valutazione finora
- Perfiles CalienteDocumento19 paginePerfiles CalienteEdvin LacayoNessuna valutazione finora
- Concreto Ligero 4070Documento11 pagineConcreto Ligero 4070Cristian Frans XemoxNessuna valutazione finora
- Ensayo ClauDocumento2 pagineEnsayo ClauClaudia Fabiola Garcia PinzonNessuna valutazione finora
- INTRODUCCION - Vidrio para InformeDocumento12 pagineINTRODUCCION - Vidrio para InformeJhonatan Sucasaca CondoriNessuna valutazione finora
- FlúorDocumento4 pagineFlúorJuan Daniel Gómez HerreraNessuna valutazione finora
- PULVIMETALURGÍADocumento3 paginePULVIMETALURGÍALaura GutierrezNessuna valutazione finora
- QUI-010-2020S1-Par304 Denis Leandro Valenzuela Jara PDFDocumento9 pagineQUI-010-2020S1-Par304 Denis Leandro Valenzuela Jara PDFDENVALENZNessuna valutazione finora
- Componentes Del AlternadorDocumento13 pagineComponentes Del AlternadorEdgar CoraisacaNessuna valutazione finora
- Reciclar El Aceite Usado Como y para QueDocumento2 pagineReciclar El Aceite Usado Como y para QueDario RojasNessuna valutazione finora
- Atomos, Iones y MoleculasDocumento20 pagineAtomos, Iones y MoleculasGiovanna BriceñoNessuna valutazione finora
- Pilot EsDocumento304 paginePilot EsPedro Jesús Gómez LassoNessuna valutazione finora
- Catalago Ferragens - SM2005Documento20 pagineCatalago Ferragens - SM2005Giácomo GiovanettiNessuna valutazione finora
- Guia No 03Documento3 pagineGuia No 03Dánica Nicoll Rojas MolinaNessuna valutazione finora
- Síntesis de Resinas Epóxicas A PartirDocumento6 pagineSíntesis de Resinas Epóxicas A PartirLorena Rafael TaipeNessuna valutazione finora
- Actividades de ElectromagnetismoDocumento5 pagineActividades de ElectromagnetismoYännïd Dïï FürnïëlësNessuna valutazione finora
- ProblemasDocumento2 pagineProblemasRolando Torres Pacheco0% (1)
- Tabla de Valencias No Metales y MetalsDocumento1 paginaTabla de Valencias No Metales y MetalsEdison CepedaNessuna valutazione finora
- NMX-C-177-1997 Tiempo de FraguadoDocumento7 pagineNMX-C-177-1997 Tiempo de FraguadoLupita GomezNessuna valutazione finora
- Diseño de Plantas PracticaDocumento5 pagineDiseño de Plantas PracticaRuben Richard Alejos LeonNessuna valutazione finora
- Propiedades de Los MineralesDocumento20 paginePropiedades de Los MineralesYackeline Salazar Bazán100% (1)
- INFORME #088 Requerimiento de Insumos para CloracionDocumento7 pagineINFORME #088 Requerimiento de Insumos para CloracionU Ber Valenzuela PadillaNessuna valutazione finora
- Hidroelectrometalurgia: Procesos ElectroquimicosDocumento115 pagineHidroelectrometalurgia: Procesos ElectroquimicosDaniel FloresNessuna valutazione finora
- Ficha Tecnica 3m Sellador Pu525Documento4 pagineFicha Tecnica 3m Sellador Pu525Luis Fernando ZuluagaNessuna valutazione finora
- 7mo Semana 6 La Tornillería y Los Elementos de Sujeción 3P-2020 PDFDocumento14 pagine7mo Semana 6 La Tornillería y Los Elementos de Sujeción 3P-2020 PDFLeonardo Romero JimenezNessuna valutazione finora
- Peso Molecular PolímerosDocumento17 paginePeso Molecular PolímerosLuis GómezNessuna valutazione finora
- Tds Lukoil Transmission Api gl-5 Sae 85w-140 v.2.2 EspDocumento1 paginaTds Lukoil Transmission Api gl-5 Sae 85w-140 v.2.2 EspPricing LogísticoNessuna valutazione finora
- PRFV Texmora ComprimidoDocumento56 paginePRFV Texmora ComprimidoRigobertoNessuna valutazione finora