Potrebbero piacerti anche
- Methods of Tightening Threaded FastenersDocumento4 pagineMethods of Tightening Threaded FastenersmahmudiNessuna valutazione finora
- Regles de SerrageDocumento2 pagineRegles de SerrageTarekNacerNessuna valutazione finora
- Angular Tightening: K. LindbladDocumento5 pagineAngular Tightening: K. LindbladKonrad LindbladNessuna valutazione finora
- A New Approach To The Tightness Checking of BoltsDocumento3 pagineA New Approach To The Tightness Checking of BoltsA MNessuna valutazione finora
- Alignment: Torque vs. TensionDocumento6 pagineAlignment: Torque vs. Tensionfrancesca_bonfanti_1Nessuna valutazione finora
- Grin Evi ChsDocumento5 pagineGrin Evi Chssagar1503Nessuna valutazione finora
- Bolted Joints in Wind Turbine ApplicationsDocumento7 pagineBolted Joints in Wind Turbine ApplicationsEnrique de AguileraNessuna valutazione finora
- Skidmore Instructions Model MS ManualsDocumento15 pagineSkidmore Instructions Model MS ManualsbwbrockNessuna valutazione finora
- Nut & Bolt ScienceDocumento3 pagineNut & Bolt SciencetanujaayerNessuna valutazione finora
- Installation and Maintenance of Threaded Fasteners Nuts and BoltsDocumento73 pagineInstallation and Maintenance of Threaded Fasteners Nuts and BoltsPrashant Kumar mishraNessuna valutazione finora
- Bolted Joints Are One of The Most Common Elements in Construction and Machine DesignDocumento8 pagineBolted Joints Are One of The Most Common Elements in Construction and Machine Designkhalid7015Nessuna valutazione finora
- Model M ManualsDocumento6 pagineModel M ManualsdiegoNessuna valutazione finora
- Tightness Checking New ApproachDocumento9 pagineTightness Checking New ApproachNik NasrulNessuna valutazione finora
- In Torque Technology: Leading The WorldDocumento2 pagineIn Torque Technology: Leading The WorldThomas CroweNessuna valutazione finora
- Bolted JointDocumento9 pagineBolted JointkhanhtruongNessuna valutazione finora
- Bolting Guide LineDocumento2 pagineBolting Guide LineMachineryengNessuna valutazione finora
- 4.2 8.8/TF and 8.8/TB (Or 8.8/T When Referring To Both Types)Documento1 pagina4.2 8.8/TF and 8.8/TB (Or 8.8/T When Referring To Both Types)mrmerajNessuna valutazione finora
- Model MS ManualsDocumento15 pagineModel MS ManualsbarrettshawnNessuna valutazione finora
- A New Approach To The Tightness Checking of Bolts PDFDocumento3 pagineA New Approach To The Tightness Checking of Bolts PDFKOMATSU SHOVELNessuna valutazione finora
- Bolted Joint - Wikipedia v123Documento8 pagineBolted Joint - Wikipedia v123Juan F CrsNessuna valutazione finora
- Bolt TensionDocumento2 pagineBolt TensionJayaram GowdaNessuna valutazione finora
- Installation and InspectionDocumento2 pagineInstallation and InspectionAndreas Galih PamungkasNessuna valutazione finora
- Questions We Are Frequently AskedDocumento12 pagineQuestions We Are Frequently AskedAVRajan69100% (1)
- Flange Bolt-Up - Torque Tightening, Preload, Torque Procedures, Torque Sequence, Torque Wrenches, Preparation Flange Bolt-UpDocumento4 pagineFlange Bolt-Up - Torque Tightening, Preload, Torque Procedures, Torque Sequence, Torque Wrenches, Preparation Flange Bolt-UpDissasekara100% (1)
- Hydrocam Bolt TensionerDocumento74 pagineHydrocam Bolt TensionerDjeison SeccoNessuna valutazione finora
- Definition and Details of Flanges Torque TighteningDocumento4 pagineDefinition and Details of Flanges Torque TighteningFsNessuna valutazione finora
- SKF-Supergrip 2 2011Documento16 pagineSKF-Supergrip 2 2011EGS_1977Nessuna valutazione finora
- Best PracticeDocumento3 pagineBest PracticeAWFAShop NajwahNessuna valutazione finora
- Torque TighteningDocumento2 pagineTorque TighteningAnonymous fbeCwgBFY100% (1)
- Assembly and Tensioning of High Strength Bolts and Nuts: Technical Note 62Documento12 pagineAssembly and Tensioning of High Strength Bolts and Nuts: Technical Note 62rajuajiNessuna valutazione finora
- Bolt Load Measurement Report - Comparing Different Bolting MethodsDocumento16 pagineBolt Load Measurement Report - Comparing Different Bolting Methodsdo VuNessuna valutazione finora
- Calibrated Wrench DownloadDocumento7 pagineCalibrated Wrench DownloadAnonyNessuna valutazione finora
- Home About Us Software Services Training Download Pricing Bolting InfoDocumento9 pagineHome About Us Software Services Training Download Pricing Bolting Infopaeg6512Nessuna valutazione finora
- Bearing InspectionDocumento20 pagineBearing InspectionMoustapha SeyeNessuna valutazione finora
- Bolt FailureDocumento11 pagineBolt FailurenikitaNessuna valutazione finora
- Replacing Studsbolts in Pressurized Flange ConnectionsDocumento16 pagineReplacing Studsbolts in Pressurized Flange Connectionsdo VuNessuna valutazione finora
- Pre Installation VerificationDocumento8 paginePre Installation VerificationEngr Ahmed FadulNessuna valutazione finora
- Concepto Torque PDFDocumento3 pagineConcepto Torque PDFautomatiza01Nessuna valutazione finora
- Residual TorqueDocumento4 pagineResidual TorquegauravNessuna valutazione finora
- Leakage From Joints Containing GasketsDocumento4 pagineLeakage From Joints Containing GasketsmakanbhupindersinghNessuna valutazione finora
- Residual Torque - How To Test A Screw Already TightenedDocumento5 pagineResidual Torque - How To Test A Screw Already TightenedUjjayini DasguptaNessuna valutazione finora
- Torque InstructionsDocumento13 pagineTorque Instructionsjfrench_62000Nessuna valutazione finora
- How It Works - PDF RotaBoltDocumento5 pagineHow It Works - PDF RotaBoltaop10468Nessuna valutazione finora
- Torque and Torque WrenchesDocumento14 pagineTorque and Torque WrenchesuktaNessuna valutazione finora
- Belt Drives CalculationDocumento15 pagineBelt Drives CalculationmalharNessuna valutazione finora
- Sensors: A Synthetic Phased Array Surface Acoustic Wave Sensor For Quantifying Bolt TensionDocumento14 pagineSensors: A Synthetic Phased Array Surface Acoustic Wave Sensor For Quantifying Bolt TensionRobert LesterNessuna valutazione finora
- Unsticking Presses Jammed at BDC - D. SmithDocumento18 pagineUnsticking Presses Jammed at BDC - D. Smithwulfgang66Nessuna valutazione finora
- Tackle Block and Sheave Maintenance: All Rights Reserved 377Documento1 paginaTackle Block and Sheave Maintenance: All Rights Reserved 377ahmed_6254Nessuna valutazione finora
- Basic Principles of Torque Wrenches & Bolt Tensioners - Sanger MetalDocumento3 pagineBasic Principles of Torque Wrenches & Bolt Tensioners - Sanger Metalbalasekar100% (1)
- SKF Manual de ApertosDocumento44 pagineSKF Manual de ApertosA RNessuna valutazione finora
- Bolt Installation GuideDocumento2 pagineBolt Installation GuideloqNessuna valutazione finora
- Pil Pro 003 0719 en PDFDocumento90 paginePil Pro 003 0719 en PDFLincoln Luiz CorrêaNessuna valutazione finora
- Supergrip Bolts For Rotating Flanges PDFDocumento16 pagineSupergrip Bolts For Rotating Flanges PDFzenishaNessuna valutazione finora
- Superbolt Instructions: Pretensioning SystemsDocumento12 pagineSuperbolt Instructions: Pretensioning SystemscakhokheNessuna valutazione finora
- P&S Tightening Instructions 07 GBDocumento12 pagineP&S Tightening Instructions 07 GBaputraNessuna valutazione finora
- Bolting Theory: Function of Bolts and NutsDocumento3 pagineBolting Theory: Function of Bolts and NutsCORONADOAGNessuna valutazione finora
- Bolt-Tightening HandbookDocumento44 pagineBolt-Tightening HandbookmanbkkNessuna valutazione finora
- Micrometers - Slide Gauges and Calipers - Principles, Construction, Operation and Use of Appliances for Fine Mechanical MeasurementsDa EverandMicrometers - Slide Gauges and Calipers - Principles, Construction, Operation and Use of Appliances for Fine Mechanical MeasurementsNessuna valutazione finora
- GM Automatic Overdrive Transmission Builder's and Swapper's GuideDa EverandGM Automatic Overdrive Transmission Builder's and Swapper's GuideValutazione: 4.5 su 5 stelle4.5/5 (8)
- A Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesDa EverandA Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesValutazione: 5 su 5 stelle5/5 (1)
- Astm B19Documento6 pagineAstm B19Davor IbarraNessuna valutazione finora
- 2014 - A - Levels Actual Grade A Essay by Harvey LeeDocumento3 pagine2014 - A - Levels Actual Grade A Essay by Harvey Leecherylhzy100% (1)
- UntitledDocumento216 pagineUntitledMONICA SIERRA VICENTENessuna valutazione finora
- Government College of Nursing Jodhpur: Practice Teaching On-Probability Sampling TechniqueDocumento11 pagineGovernment College of Nursing Jodhpur: Practice Teaching On-Probability Sampling TechniquepriyankaNessuna valutazione finora
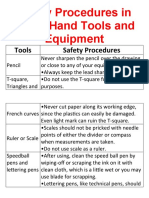
- Safety Procedures in Using Hand Tools and EquipmentDocumento12 pagineSafety Procedures in Using Hand Tools and EquipmentJan IcejimenezNessuna valutazione finora
- Where We Are in Place and Time "We Are Part of The Universe and Feel Compelled To Explore It."Documento1 paginaWhere We Are in Place and Time "We Are Part of The Universe and Feel Compelled To Explore It."Safia-umm Suhaim- FareedNessuna valutazione finora
- Literatura Tecnica 3Documento10 pagineLiteratura Tecnica 3Christian PerezNessuna valutazione finora
- Miniature Daisy: Crochet Pattern & InstructionsDocumento8 pagineMiniature Daisy: Crochet Pattern & Instructionscaitlyn g100% (1)
- PMP Assesment TestDocumento17 paginePMP Assesment Testwilliam collinsNessuna valutazione finora
- Module 2 MANA ECON PDFDocumento5 pagineModule 2 MANA ECON PDFMeian De JesusNessuna valutazione finora
- Tutorial 5 SolvedDocumento3 pagineTutorial 5 SolvedAshutoshKumarNessuna valutazione finora
- Hướng Dẫn Chấm: Ngày thi: 27 tháng 7 năm 2019 Thời gian làm bài: 180 phút (không kể thời gian giao đề) HDC gồm có 4 trangDocumento4 pagineHướng Dẫn Chấm: Ngày thi: 27 tháng 7 năm 2019 Thời gian làm bài: 180 phút (không kể thời gian giao đề) HDC gồm có 4 trangHưng Quân VõNessuna valutazione finora
- The RBG Blueprint For Black Power Study Cell GuidebookDocumento8 pagineThe RBG Blueprint For Black Power Study Cell GuidebookAra SparkmanNessuna valutazione finora
- Journal of Biology EducationDocumento13 pagineJournal of Biology EducationFarah ArrumyNessuna valutazione finora
- My Mother at 66Documento6 pagineMy Mother at 66AnjanaNessuna valutazione finora
- Fundamentals of Public Health ManagementDocumento3 pagineFundamentals of Public Health ManagementHPMA globalNessuna valutazione finora
- Modlist - Modlist 1.4Documento145 pagineModlist - Modlist 1.4Tattorin vemariaNessuna valutazione finora
- Injections Quiz 2Documento6 pagineInjections Quiz 2Allysa MacalinoNessuna valutazione finora
- Fds-Ofite Edta 0,1MDocumento7 pagineFds-Ofite Edta 0,1MVeinte Años Sin VosNessuna valutazione finora
- WarringFleets Complete PDFDocumento26 pagineWarringFleets Complete PDFlingshu8100% (1)
- Cooperative Learning: Complied By: ANGELICA T. ORDINEZADocumento16 pagineCooperative Learning: Complied By: ANGELICA T. ORDINEZAAlexis Kaye GullaNessuna valutazione finora
- Rifle May 2015 USADocumento72 pagineRifle May 2015 USAhanshcNessuna valutazione finora
- The Covenant Taken From The Sons of Adam Is The FitrahDocumento10 pagineThe Covenant Taken From The Sons of Adam Is The FitrahTyler FranklinNessuna valutazione finora
- Perancangan Crushing Plant Batu Andesit Di PT Nurmuda Cahaya Desa Batujajar Timur Kecamatan Batujajar Kabupaten Bandung Barat Provinsi Jawa BaratDocumento8 paginePerancangan Crushing Plant Batu Andesit Di PT Nurmuda Cahaya Desa Batujajar Timur Kecamatan Batujajar Kabupaten Bandung Barat Provinsi Jawa BaratSutan AdityaNessuna valutazione finora
- ყვავილები ელჯერნონისთვისDocumento348 pagineყვავილები ელჯერნონისთვისNia NorakidzeNessuna valutazione finora
- Assessment of The Genitourinary System: GeneralDocumento2 pagineAssessment of The Genitourinary System: GeneralMaharani UtamiNessuna valutazione finora
- Drug Addiction Final (Term Paper)Documento15 pagineDrug Addiction Final (Term Paper)Dessa Patiga IINessuna valutazione finora
- Siemens Make Motor Manual PDFDocumento10 pagineSiemens Make Motor Manual PDFArindam SamantaNessuna valutazione finora
- SachinDocumento3 pagineSachinMahendraNessuna valutazione finora
- Rom 2 - 0-11 (En)Documento132 pagineRom 2 - 0-11 (En)Mara HerreraNessuna valutazione finora