Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (894)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Physical Science (Specialization) Reviewer 494 Items With RationalizationDocumento118 paginePhysical Science (Specialization) Reviewer 494 Items With RationalizationHazel Climacosa Tuprio100% (4)
- Boiler Efficiency and Steam Generation RateDocumento99 pagineBoiler Efficiency and Steam Generation RateDari YantoNessuna valutazione finora
- 1 s2.0 S0016236113009307 MainDocumento7 pagine1 s2.0 S0016236113009307 MainAngela Paul PeterNessuna valutazione finora
- Industrial Crops and Products: Katrina Pui Yee Shak, Ta Yeong WuDocumento10 pagineIndustrial Crops and Products: Katrina Pui Yee Shak, Ta Yeong WuAngela Paul PeterNessuna valutazione finora
- Property 20package 20descriptionsDocumento23 pagineProperty 20package 20descriptionsGonnartNessuna valutazione finora
- Ie 500084 WDocumento13 pagineIe 500084 WAngela Paul PeterNessuna valutazione finora
- Thermodynamic and Economic Analysis of A Binary Geothermal Power Plant Feasibility Study4Documento24 pagineThermodynamic and Economic Analysis of A Binary Geothermal Power Plant Feasibility Study4Angela Paul PeterNessuna valutazione finora
- Lecture1 PDFDocumento18 pagineLecture1 PDFAngela Paul PeterNessuna valutazione finora
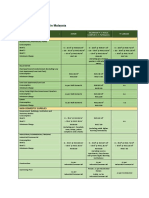
- Water Tariff: Table 29: Water Rates in MalaysiaDocumento12 pagineWater Tariff: Table 29: Water Rates in MalaysiaAngela Paul PeterNessuna valutazione finora
- Moringa PDFDocumento7 pagineMoringa PDFAngela Paul PeterNessuna valutazione finora
- Energy: B. SuphanitDocumento10 pagineEnergy: B. SuphanitAngela Paul PeterNessuna valutazione finora
- Fluid PackageDocumento5 pagineFluid Packagemabdulwasay90100% (1)
- Internal Heat Integrated Distillation Columns (IHIDiCs) - NewDocumento9 pagineInternal Heat Integrated Distillation Columns (IHIDiCs) - NewAngela Paul PeterNessuna valutazione finora
- Nternally Heat-Integrated DistillationDocumento16 pagineNternally Heat-Integrated DistillationAngela Paul PeterNessuna valutazione finora
- Chips DryingDocumento8 pagineChips DryingganeshmandalikNessuna valutazione finora
- Drying in The Pharmaceutical and Biotechnology FieldsDocumento2 pagineDrying in The Pharmaceutical and Biotechnology FieldsAngela Paul PeterNessuna valutazione finora
- Lecture 3 (16-17) - Thermo Model, Hypo, SubflowsheetDocumento15 pagineLecture 3 (16-17) - Thermo Model, Hypo, SubflowsheetAngela Paul PeterNessuna valutazione finora
- Process SynthesisDocumento14 pagineProcess SynthesisAngela Paul PeterNessuna valutazione finora
- Fluidization of Potato StarchDocumento6 pagineFluidization of Potato StarchAngela Paul PeterNessuna valutazione finora
- Problem 2.4 SolutionDocumento2 pagineProblem 2.4 SolutionAngela Paul PeterNessuna valutazione finora
- Lecture 3 ClassnoteDocumento14 pagineLecture 3 ClassnoteAngela Paul PeterNessuna valutazione finora
- MCE 403-Pelton Turbine Experiment SheetDocumento7 pagineMCE 403-Pelton Turbine Experiment SheetBIPIN SHARMANessuna valutazione finora
- Lecture 2 (16-17) - Intro To HYSYSDocumento16 pagineLecture 2 (16-17) - Intro To HYSYSAngela Paul PeterNessuna valutazione finora
- Lecture 2 (B) - Waste MinimizationDocumento9 pagineLecture 2 (B) - Waste MinimizationAngela Paul PeterNessuna valutazione finora
- Pumps and Pumping Systems ExplainedDocumento32 paginePumps and Pumping Systems ExplainedAngela Paul PeterNessuna valutazione finora
- Question Bank-Thermal EngineeringDocumento4 pagineQuestion Bank-Thermal EngineeringIrfan ShaikhNessuna valutazione finora
- Hussein Farhat - Lab 6Documento7 pagineHussein Farhat - Lab 6husseinfarhatmNessuna valutazione finora
- Penguin Energy ProjectDocumento11 paginePenguin Energy Projectamy_k_spearsNessuna valutazione finora
- Understanding Gas LawsDocumento10 pagineUnderstanding Gas LawsHazel AlconNessuna valutazione finora
- Laboratory Activity 8 Specific-HeatDocumento9 pagineLaboratory Activity 8 Specific-HeatJohn Hayden Dela CruzNessuna valutazione finora
- Sala de Embarque de Pucallpa HVAC Load Analysis: Aeropuertos Del Perú Pucallpa, PerúDocumento7 pagineSala de Embarque de Pucallpa HVAC Load Analysis: Aeropuertos Del Perú Pucallpa, PerúSicologo CimeNessuna valutazione finora
- Thermodynamic Cost Analysis in Cogeneration PlantsDocumento4 pagineThermodynamic Cost Analysis in Cogeneration PlantsQuamie MortleyNessuna valutazione finora
- Thermodynamic Lab 7 (Group7) (Formal)Documento11 pagineThermodynamic Lab 7 (Group7) (Formal)Remmey KiraNessuna valutazione finora
- TRACE 700: Load CalculationDocumento7 pagineTRACE 700: Load CalculationSajib Chandra RoyNessuna valutazione finora
- Bomba de Calor Hn1636Documento42 pagineBomba de Calor Hn1636Raul SantosNessuna valutazione finora
- Manual FP90 Thermosystem 41 - 64 PDFDocumento24 pagineManual FP90 Thermosystem 41 - 64 PDFalfonso pachonNessuna valutazione finora
- Thermal Wheel Optimization To Maximize The Power Efficiency in Buildings With Central Cooling SystemDocumento16 pagineThermal Wheel Optimization To Maximize The Power Efficiency in Buildings With Central Cooling SystemAkram NahriNessuna valutazione finora
- Detroit Diesel dd13 dd15 Application Installation ManualDocumento304 pagineDetroit Diesel dd13 dd15 Application Installation Manualjody100% (3)
- Specification Sheet 4649Documento3 pagineSpecification Sheet 4649edgmundarayNessuna valutazione finora
- Kinetic Theory of GasesDocumento8 pagineKinetic Theory of Gasesmr_anilpawarNessuna valutazione finora
- Dmet13 Robles L06Documento17 pagineDmet13 Robles L06John Marc E. TameraNessuna valutazione finora
- Liquid in Glass Thermometer PrincipleDocumento6 pagineLiquid in Glass Thermometer PrincipleInstrumentation ToolsNessuna valutazione finora
- Thermoelectric EffectsDocumento43 pagineThermoelectric EffectsLIAKMANNessuna valutazione finora
- Psychrometric ChartDocumento1 paginaPsychrometric ChartsudirmanpriyoNessuna valutazione finora
- Elements of Heat EnginesDocumento431 pagineElements of Heat EnginesMoustafa Shafik100% (1)
- Thermodynamics Assignment 1Documento3 pagineThermodynamics Assignment 1Twinkle Anne RosalesNessuna valutazione finora
- Pilot's Guide To Skew-T'sDocumento50 paginePilot's Guide To Skew-T'sandreahakuNessuna valutazione finora
- Calculation of U - Value: 14.01.2020 Profilco / GR Ul / SroDocumento4 pagineCalculation of U - Value: 14.01.2020 Profilco / GR Ul / SroОлегNessuna valutazione finora
- Science 5 DLP 26 - Physical ChangeDocumento12 pagineScience 5 DLP 26 - Physical ChangeRONA SABENIANONessuna valutazione finora
- Numerical Simulation of Frosting Behavior and Its Effect On A Direct-Contact Ambient Air VaporizerDocumento10 pagineNumerical Simulation of Frosting Behavior and Its Effect On A Direct-Contact Ambient Air VaporizerRavi GurugeNessuna valutazione finora
- Atmosphere Reentry of A Hydrazine TankDocumento11 pagineAtmosphere Reentry of A Hydrazine TankdroberNessuna valutazione finora
- Bitzer CompressorDocumento40 pagineBitzer CompressorMamdooh Abdallah75% (4)
- Heat Transfer Problems in Food EngineeringDocumento8 pagineHeat Transfer Problems in Food Engineeringx비Nessuna valutazione finora