Potrebbero piacerti anche
- Corrosion Failures: Theory, Case Studies, and SolutionsDa EverandCorrosion Failures: Theory, Case Studies, and SolutionsNessuna valutazione finora
- 09-SAMSS-071 - (2016) Qualification Requirements For Inorganic Zinc Primer (APCS-17A) and (APCS-17B)Documento9 pagine09-SAMSS-071 - (2016) Qualification Requirements For Inorganic Zinc Primer (APCS-17A) and (APCS-17B)middlepermian100% (1)
- Material Handling Equipment World Summary: Market Values & Financials by CountryDa EverandMaterial Handling Equipment World Summary: Market Values & Financials by CountryNessuna valutazione finora
- Materials System SpecificationDocumento6 pagineMaterials System SpecificationAjeetKumarNessuna valutazione finora
- 09 Samss 091 PDFDocumento18 pagine09 Samss 091 PDFFahad AhmadNessuna valutazione finora
- 09 Samss 030Documento8 pagine09 Samss 030Kalanithi KasirajanNessuna valutazione finora
- 09 Samss 021Documento8 pagine09 Samss 021Kalanithi KasirajanNessuna valutazione finora
- Materials System SpecificationDocumento10 pagineMaterials System SpecificationAjeetKumar100% (1)
- Materials System SpecificationDocumento10 pagineMaterials System SpecificationAjeetKumar100% (1)
- 09 SAMSS 089 (Final Draft - 2018)Documento28 pagine09 SAMSS 089 (Final Draft - 2018)lhanx2Nessuna valutazione finora
- Materials System SpecificationDocumento7 pagineMaterials System SpecificationAjeetKumarNessuna valutazione finora
- Materials System SpecificationDocumento8 pagineMaterials System SpecificationAjeetKumarNessuna valutazione finora
- Saep 1200Documento9 pagineSaep 1200Anonymous 4IpmN7On100% (1)
- 09 Samss 091Documento27 pagine09 Samss 091AbhilashNessuna valutazione finora
- 09 Samss 069 PDFDocumento10 pagine09 Samss 069 PDFSelvakpm06100% (1)
- 01 Samss 012 2014Documento10 pagine01 Samss 012 2014lhanx2Nessuna valutazione finora
- 09 Samss 069Documento10 pagine09 Samss 069Selvakpm06Nessuna valutazione finora
- Saes H 204Documento34 pagineSaes H 204heartbreakkid132Nessuna valutazione finora
- 01 Samss 031Documento3 pagine01 Samss 031Awais CheemaNessuna valutazione finora
- Saes H 101V PDFDocumento389 pagineSaes H 101V PDFQA QCNessuna valutazione finora
- Saes H 200Documento9 pagineSaes H 200راجہ شہزاد انورNessuna valutazione finora
- Saes H 204Documento33 pagineSaes H 204Rei Lizardo100% (1)
- Paint System Recommendations PDFDocumento6 paginePaint System Recommendations PDFKumarNessuna valutazione finora
- 04-Samss-035 (11-09-2013)Documento18 pagine04-Samss-035 (11-09-2013)MubinNessuna valutazione finora
- Saes N 100Documento16 pagineSaes N 100aamirapiNessuna valutazione finora
- Duplex Coatings, TSA, ZN Sprayed Coating, Sealer, Duplex, Ships, Oil&gasDocumento40 pagineDuplex Coatings, TSA, ZN Sprayed Coating, Sealer, Duplex, Ships, Oil&gasXiaohua Chen100% (1)
- SAES-L-133 PDF Download - Corrosion Protection Requirements - PDFYARDocumento6 pagineSAES-L-133 PDF Download - Corrosion Protection Requirements - PDFYARZahidRafique100% (1)
- SAES-N-001 PDF Download - Basic Criteria, Industrial Insulation - PDFYARDocumento7 pagineSAES-N-001 PDF Download - Basic Criteria, Industrial Insulation - PDFYARZahidRafique100% (1)
- 02 Samss 012 - 11142016Documento10 pagine02 Samss 012 - 11142016Prasanna UmapathyNessuna valutazione finora
- Tech SpecDocumento34 pagineTech SpecAnonymous jLVLP4w3m100% (2)
- @coating Book - Aramco Inspection HandbookDocumento126 pagine@coating Book - Aramco Inspection HandbookUmair AhmadNessuna valutazione finora
- 09 Samss 060Documento4 pagine09 Samss 060asimazami69Nessuna valutazione finora
- SAES-H-102-Safety Requirements For Coating Applications2Documento12 pagineSAES-H-102-Safety Requirements For Coating Applications2محمد العيسوىNessuna valutazione finora
- 1169 2014-BOK Rev-071014Documento9 pagine1169 2014-BOK Rev-071014Siva KumarNessuna valutazione finora
- Saes H 102Documento10 pagineSaes H 102Kaleelur RahmanNessuna valutazione finora
- Engineering Encyclopedia: Protective Coating ApplicationDocumento24 pagineEngineering Encyclopedia: Protective Coating ApplicationAnonymous S9qBDVkyNessuna valutazione finora
- FBE Coating PDFDocumento12 pagineFBE Coating PDFthadikkaran100% (1)
- Ipcoat Exam Test Paper 123Documento1 paginaIpcoat Exam Test Paper 123Senthil Kumar100% (1)
- APCS DeatailsDocumento3 pagineAPCS DeatailsnasirNessuna valutazione finora
- 09 Samss 091Documento19 pagine09 Samss 091Sohail Tisekar100% (1)
- SATIP H 002 08 Pipe Internal CoatingDocumento3 pagineSATIP H 002 08 Pipe Internal CoatinghossamalsherbinyNessuna valutazione finora
- 18B. Protegol UR 32.55R Data SheetDocumento3 pagine18B. Protegol UR 32.55R Data SheetClarkFedele27Nessuna valutazione finora
- Saep 119Documento12 pagineSaep 119brecht1980Nessuna valutazione finora
- Saes H 201Documento9 pagineSaes H 201heartbreakkid132Nessuna valutazione finora
- 04 Samss 041Documento6 pagine04 Samss 041Moustafa BayoumiNessuna valutazione finora
- Sabp A 018 PDFDocumento43 pagineSabp A 018 PDFShubhodeep Sarkar100% (1)
- Rotational Lining SystemDocumento11 pagineRotational Lining SystemMubeenNessuna valutazione finora
- 02-Samss-011, 01.08.2018Documento35 pagine02-Samss-011, 01.08.2018Rami ELLOUMINessuna valutazione finora
- Dfy - Coating Quality Key PointsDocumento1 paginaDfy - Coating Quality Key PointsMohammed SadiqNessuna valutazione finora
- Surfface Preparation For Protective Coatings and LiningsDocumento27 pagineSurfface Preparation For Protective Coatings and LiningsAnonymous S9qBDVkyNessuna valutazione finora
- Satip - S-050-01Documento4 pagineSatip - S-050-01LIJINNessuna valutazione finora
- SAEP-316 Latest RevisionDocumento25 pagineSAEP-316 Latest RevisionHabib RehmanNessuna valutazione finora
- Pa 3 PDFDocumento0 paginePa 3 PDFNageswara Rao BavisettyNessuna valutazione finora
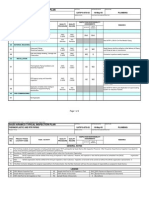
- Typical Inspection Plan (TIP) Index: Project Inspection Division / IAGDocumento5 pagineTypical Inspection Plan (TIP) Index: Project Inspection Division / IAGvajidqcNessuna valutazione finora
- 02 Samss 008Documento11 pagine02 Samss 008inatt101Nessuna valutazione finora
- SP 1246Documento41 pagineSP 1246Raghu50% (2)
- SATIP S 070 03 ThermoplasticDocumento2 pagineSATIP S 070 03 ThermoplasticMuhammad Farukh Manzoor100% (1)
- 09 Samss 069Documento11 pagine09 Samss 069Aravind BabuNessuna valutazione finora
- 09 Samss 069Documento11 pagine09 Samss 069NASIR SYEDNessuna valutazione finora
- 09 Samss 069Documento10 pagine09 Samss 069Pratik GurungNessuna valutazione finora
- 7-12-0029 Rev 5 PDFDocumento1 pagina7-12-0029 Rev 5 PDFsuresh_vikiNessuna valutazione finora
- MSS SP 97 PDFDocumento15 pagineMSS SP 97 PDFgowtham_venkat_4100% (1)
- Pipe Schedule PDFDocumento1 paginaPipe Schedule PDFSrinivasan SeenuNessuna valutazione finora
- 02 Samss 011Documento31 pagine02 Samss 011Nicu Man100% (1)
- Catalogo VictaulicDocumento136 pagineCatalogo VictaulicGerardo Sanchez100% (1)
- 01 Samss 035Documento27 pagine01 Samss 035Ahmed Shaban KotbNessuna valutazione finora
- Material Selection GuideDocumento1 paginaMaterial Selection Guidesuresh_vikiNessuna valutazione finora
- EN 1092-1-Flange PDFDocumento18 pagineEN 1092-1-Flange PDFSimona Adriana100% (1)
- 7-12-0038 Rev 0 PDFDocumento4 pagine7-12-0038 Rev 0 PDFsuresh_vikiNessuna valutazione finora
- Asme B46.1 2002Documento5 pagineAsme B46.1 2002Suryanarayanan Venkataramanan14% (7)
- ASME-B1-20-1 - (Pipe Threads) 1983 PDFDocumento32 pagineASME-B1-20-1 - (Pipe Threads) 1983 PDFsuresh_vikiNessuna valutazione finora
- ASTM A573-00a Structural Carbon Steel Plates of Improved ToughnessDocumento1 paginaASTM A573-00a Structural Carbon Steel Plates of Improved Toughnesssuresh_vikiNessuna valutazione finora
- Surface Finish TableDocumento1 paginaSurface Finish Tablesuresh_vikiNessuna valutazione finora
- Ayuda Asme B36.10M PDFDocumento26 pagineAyuda Asme B36.10M PDFEdgargar100% (1)
- Beam Design Formulas With Shear and MomentDocumento20 pagineBeam Design Formulas With Shear and MomentMuhammad Saqib Abrar100% (8)
- Is: 1239part 2 Mild Dteel Tube PipeDocumento36 pagineIs: 1239part 2 Mild Dteel Tube PipeRathnakar NaikNessuna valutazione finora
- BS 4504 PN16 Flange DimensionsDocumento3 pagineBS 4504 PN16 Flange Dimensionssuresh_vikiNessuna valutazione finora
- Asme Q&aDocumento21 pagineAsme Q&asuresh_vikiNessuna valutazione finora
- Pipe ChartDocumento1 paginaPipe Chartsuresh_vikiNessuna valutazione finora
- NBR GasketDocumento2 pagineNBR Gasketsuresh_vikiNessuna valutazione finora
- Incoloy Alloy 825Documento4 pagineIncoloy Alloy 825Roman PaduaNessuna valutazione finora
- NBR GasketDocumento2 pagineNBR Gasketsuresh_vikiNessuna valutazione finora
- Handrail CalculationDocumento8 pagineHandrail Calculationsuresh_viki100% (1)
- NBR GasketDocumento2 pagineNBR Gasketsuresh_vikiNessuna valutazione finora
- BS 499 Part 2Documento18 pagineBS 499 Part 2whitebrosNessuna valutazione finora
- Understanding Welding Symbols Terms and DefinitionsDocumento23 pagineUnderstanding Welding Symbols Terms and DefinitionsseymaNessuna valutazione finora
- Check List For Design of Pressure VesselsDocumento2 pagineCheck List For Design of Pressure Vesselssuresh_vikiNessuna valutazione finora
- Pressure Conversion TableDocumento1 paginaPressure Conversion Tablesuresh_vikiNessuna valutazione finora
- Spot Radiography & No RadiographyDocumento2 pagineSpot Radiography & No Radiographysuresh_vikiNessuna valutazione finora
- Wall Street Journal 8 May 1997 Page A-1 by Valerie Reitman Staff ReporterDocumento6 pagineWall Street Journal 8 May 1997 Page A-1 by Valerie Reitman Staff ReporterHai NguyenNessuna valutazione finora
- JitDocumento15 pagineJitYashovardhan MaheshwariNessuna valutazione finora
- GleniumDocumento2 pagineGleniumlebu84Nessuna valutazione finora
- Haul TrucksDocumento20 pagineHaul TrucksRodolfoMarín50% (2)
- Cotton TextilesDocumento38 pagineCotton TextilesriteshnirmaNessuna valutazione finora
- Myanmar Transport Infrastructure and Logistics DevelopmentDocumento44 pagineMyanmar Transport Infrastructure and Logistics DevelopmentMyo Zin Aung100% (1)
- Lean Certification White PaperDocumento16 pagineLean Certification White PaperrajakoppulaNessuna valutazione finora
- Dispensing and Packaging Products More Effectively: OPTIMA Consumer at Biofach 2019 in NurembergDocumento3 pagineDispensing and Packaging Products More Effectively: OPTIMA Consumer at Biofach 2019 in Nurembergwa riskyNessuna valutazione finora
- CAMD ExamplesDocumento30 pagineCAMD ExamplesSameerKulkarniNessuna valutazione finora
- Full Text 01Documento72 pagineFull Text 01aghosh704Nessuna valutazione finora
- Tensa Neoferma: Expansion JointsDocumento4 pagineTensa Neoferma: Expansion JointsAlexandra SanduNessuna valutazione finora
- QCP-0714-11, Rev. A, Field Welded API Std. 650 Tanks' Shop Pre-Fabrication QC Procedure.Documento6 pagineQCP-0714-11, Rev. A, Field Welded API Std. 650 Tanks' Shop Pre-Fabrication QC Procedure.abdul aziz100% (1)
- Westerman TableDocumento86 pagineWesterman TableDipak88% (17)
- Design and Fabrication of Injection Moulding Machine-Mechanical ProjectDocumento4 pagineDesign and Fabrication of Injection Moulding Machine-Mechanical ProjectUr FriendNessuna valutazione finora
- Guidance To Prepare WPS-PQR For WeldingDocumento1 paginaGuidance To Prepare WPS-PQR For WeldingSaran Kumar83% (6)
- Parenteral Products ManufacturingDocumento94 pagineParenteral Products ManufacturingArif_iiuc100% (1)
- Properties of Aluminum Alloys: Tensile, Creep, and Fatigue Data at High and Low TemperaturesDocumento7 pagineProperties of Aluminum Alloys: Tensile, Creep, and Fatigue Data at High and Low TemperaturesBalakrishnan RagothamanNessuna valutazione finora
- D352004054 MKT 001Documento32 pagineD352004054 MKT 001Cesar MoraNessuna valutazione finora
- Welders Certification Designation Acc. To EN ISO 9606-1Documento1 paginaWelders Certification Designation Acc. To EN ISO 9606-1vonipko100% (9)
- Countinous CastingDocumento7 pagineCountinous Castingandreasgorga100% (1)
- Copy of APQP Check List - Ford (Blank)Documento9 pagineCopy of APQP Check List - Ford (Blank)feiraluremaNessuna valutazione finora
- Metal Turning LatheDocumento12 pagineMetal Turning LatheEugen50% (2)
- Is 5484 1997Documento9 pagineIs 5484 1997Cristian Walker100% (2)
- Corrosion Control in The Refining Industry: Petrosync LecturerDocumento8 pagineCorrosion Control in The Refining Industry: Petrosync LecturerYaraKanawati100% (1)
- ESP Lesson 5 (Industrial Applications of ESP)Documento16 pagineESP Lesson 5 (Industrial Applications of ESP)jkaunoNessuna valutazione finora
- Store and Store KeepingDocumento32 pagineStore and Store KeepingShafin Parappil50% (2)
- SikaDur 53Documento2 pagineSikaDur 53pnNessuna valutazione finora
- شينجو PDFDocumento11 pagineشينجو PDFAyman Aql0% (1)
- Nptel ManuDocumento516 pagineNptel ManuMohammad ArshadNessuna valutazione finora
- Instructions For Use: Washing MachineDocumento60 pagineInstructions For Use: Washing MachineTiberiu IonescuNessuna valutazione finora