Potrebbero piacerti anche
- Investigation of the Usefulness of the PowerWorld Simulator Program: Developed by "Glover, Overbye & Sarma" in the Solution of Power System ProblemsDa EverandInvestigation of the Usefulness of the PowerWorld Simulator Program: Developed by "Glover, Overbye & Sarma" in the Solution of Power System ProblemsNessuna valutazione finora
- Control System For Ammonia Synthesis Column: Matei VinatoruDocumento8 pagineControl System For Ammonia Synthesis Column: Matei VinatoruThabangNessuna valutazione finora
- Computational Methods for Process SimulationDa EverandComputational Methods for Process SimulationValutazione: 3 su 5 stelle3/5 (1)
- Modeling Simulation and Control of A Methanol Synthesis Fixed Bed ReactorDocumento13 pagineModeling Simulation and Control of A Methanol Synthesis Fixed Bed ReactorAbdullaNessuna valutazione finora
- Dynamic Modeling and Simulation of A #Uidized Catalytic Cracking Process. Part II: Property Estimation and SimulationDocumento18 pagineDynamic Modeling and Simulation of A #Uidized Catalytic Cracking Process. Part II: Property Estimation and SimulationHoang-Vu BuiNessuna valutazione finora
- 1 s2.0 089571778990335X MainDocumento12 pagine1 s2.0 089571778990335X MainAbed BelaliaNessuna valutazione finora
- Exergy Analysis of Industrial Ammonia SynthesisDocumento12 pagineExergy Analysis of Industrial Ammonia SynthesisHarold Valle ReyesNessuna valutazione finora
- Pellegrinetti Bentsman96Documento8 paginePellegrinetti Bentsman96Dariska Kukuh WahyudiantoNessuna valutazione finora
- Steam Turbine Model20160410 3700 Tsbd93 With Cover Page v2Documento19 pagineSteam Turbine Model20160410 3700 Tsbd93 With Cover Page v2Leroy Lionel SonfackNessuna valutazione finora
- Predictive Control of Thermal Power Plants: C. Aurora, L. Magni, R. Scattolini, P. Colombo, F. Pretolani and G. VillaDocumento19 paginePredictive Control of Thermal Power Plants: C. Aurora, L. Magni, R. Scattolini, P. Colombo, F. Pretolani and G. Villamihai_draganescu3601Nessuna valutazione finora
- Catalysts: Process Simulation For The Design and Scale Up of Heterogeneous Catalytic Process: Kinetic Modelling IssuesDocumento33 pagineCatalysts: Process Simulation For The Design and Scale Up of Heterogeneous Catalytic Process: Kinetic Modelling Issuesjesus de jesusNessuna valutazione finora
- A New Reaction-Separation Unit The Simulated Moving Bed Reactor-FlorianDocumento4 pagineA New Reaction-Separation Unit The Simulated Moving Bed Reactor-FlorianShaikh RazzakNessuna valutazione finora
- Dynamic Modeling of A Deethanizer Column in A Natural Gas Processing PlantDocumento5 pagineDynamic Modeling of A Deethanizer Column in A Natural Gas Processing PlantdoufethiNessuna valutazione finora
- Development of A Molecular Kinetic Model and Tuning of Its Required Kinetic Parameters For Thermal Cracking of Light HydrocarbonsDocumento22 pagineDevelopment of A Molecular Kinetic Model and Tuning of Its Required Kinetic Parameters For Thermal Cracking of Light HydrocarbonsGhasem BashiriNessuna valutazione finora
- Thermodynamic Study of Turbofan Engine in Off-Design ConditionsDocumento15 pagineThermodynamic Study of Turbofan Engine in Off-Design ConditionsArc AngleNessuna valutazione finora
- Murase 1970Documento11 pagineMurase 1970Cristian CerónNessuna valutazione finora
- Internal Combustion EngineDocumento6 pagineInternal Combustion EngineMohammad UmairNessuna valutazione finora
- Time-Domain Modelling of Turbo-Compressors in Direct Injection Diesel EnginesDocumento13 pagineTime-Domain Modelling of Turbo-Compressors in Direct Injection Diesel Enginesjossy2Nessuna valutazione finora
- Temp Control ModellingDocumento6 pagineTemp Control ModellingChris ParkerNessuna valutazione finora
- Model Evaluation For An Industrial Process of Direct Chlorination of Ethylene in A Bubble-Column Reactor With External Reci PDFDocumento11 pagineModel Evaluation For An Industrial Process of Direct Chlorination of Ethylene in A Bubble-Column Reactor With External Reci PDFyamakunNessuna valutazione finora
- First Principle Modeling of An Industrial Fluid Catalytic Cracking - The Adaptation of The ModelDocumento6 pagineFirst Principle Modeling of An Industrial Fluid Catalytic Cracking - The Adaptation of The ModelTry SutrisnoNessuna valutazione finora
- Development of An Engine Idle Speed and Emission Controller: Masaaki Nagashima, and William S. Levine, Fellow IEEEDocumento6 pagineDevelopment of An Engine Idle Speed and Emission Controller: Masaaki Nagashima, and William S. Levine, Fellow IEEEGiovana LanaroNessuna valutazione finora
- CRE Notes AMUDocumento136 pagineCRE Notes AMUsatya.usct.900450Nessuna valutazione finora
- Ammonia D PDFDocumento10 pagineAmmonia D PDFrkm_rkmNessuna valutazione finora
- Modelling and Simulation of Gauze Reactor of Ammonia OxidationDocumento7 pagineModelling and Simulation of Gauze Reactor of Ammonia OxidationJosiah UyNessuna valutazione finora
- Dynamic Operations of The Stripping Column of A CO Capture PlantDocumento14 pagineDynamic Operations of The Stripping Column of A CO Capture PlantGin ManNessuna valutazione finora
- Multiple Input Multiple Output Model Predictive Contr - 2010 - IFAC ProceedingsDocumento6 pagineMultiple Input Multiple Output Model Predictive Contr - 2010 - IFAC ProceedingsmuradbashirNessuna valutazione finora
- CC-Dynamic Column A New Feature of ChemstationsDocumento11 pagineCC-Dynamic Column A New Feature of ChemstationsshahidayoubNessuna valutazione finora
- Brief Papers: Frequency-Domain Identification of Gas Turbine DynamicsDocumento12 pagineBrief Papers: Frequency-Domain Identification of Gas Turbine DynamicsDiego CarpioNessuna valutazione finora
- Enhancement of PEM Fuel Cell Performance With Direct Active Fuzzy Sliding Mode ControllerDocumento6 pagineEnhancement of PEM Fuel Cell Performance With Direct Active Fuzzy Sliding Mode ControllerManivanna BoopathiNessuna valutazione finora
- An Optimization-Based Framework For Dynamic Model - Review-1Documento11 pagineAn Optimization-Based Framework For Dynamic Model - Review-1Feby AbrahamNessuna valutazione finora
- Exergy Analysis of Industrial Ammonia Synthesis: Zornitza Kirova-YordanovaDocumento12 pagineExergy Analysis of Industrial Ammonia Synthesis: Zornitza Kirova-YordanovaNaqli AIimNessuna valutazione finora
- Lederer 2000Documento8 pagineLederer 2000ram shyamNessuna valutazione finora
- Magnitudeand SymmetricoptimumDocumento10 pagineMagnitudeand Symmetricoptimumpatelkuldip050Nessuna valutazione finora
- Iterative Fuzzy Modeling of Hydrogen Fuel Cells by The Extended Kalman FilterDocumento15 pagineIterative Fuzzy Modeling of Hydrogen Fuel Cells by The Extended Kalman FilterKumar ChaturvedulaNessuna valutazione finora
- Advances of Zero Flow Simulation of Air Conditioning Systems Using ModelicaDocumento6 pagineAdvances of Zero Flow Simulation of Air Conditioning Systems Using ModelicaYOUSRA LOCITANessuna valutazione finora
- Automotive Engine Hybrid Modelling and Control For Reduction of Hydrocarbon EmissionsDocumento16 pagineAutomotive Engine Hybrid Modelling and Control For Reduction of Hydrocarbon EmissionsdraggonboyNessuna valutazione finora
- Retrofit of Distillation Columns Using Thermodynamic AnalysisDocumento27 pagineRetrofit of Distillation Columns Using Thermodynamic AnalysiskademNessuna valutazione finora
- Throttle Tracking Poz Ach VidDocumento7 pagineThrottle Tracking Poz Ach Vidyolanda.vidalNessuna valutazione finora
- Simulation and Optimization in The Process of Toluene Liquid-Phase Catalytic OxidationDocumento3 pagineSimulation and Optimization in The Process of Toluene Liquid-Phase Catalytic OxidationSithambaran KamacheeNessuna valutazione finora
- NONLINEAR PREDICTIVE CONTROL OF AN ELECTRIC ARC F - 2007 - IFAC Proceedings VoluDocumento6 pagineNONLINEAR PREDICTIVE CONTROL OF AN ELECTRIC ARC F - 2007 - IFAC Proceedings VolusmeykelNessuna valutazione finora
- 2011 Fouling 1Documento8 pagine2011 Fouling 1mitsuboshi702Nessuna valutazione finora
- (Paperhub Ir) 10 1002@cjce 22844Documento16 pagine(Paperhub Ir) 10 1002@cjce 22844faezNessuna valutazione finora
- Process Simulation and Control Using Aspen 241 299Documento59 pagineProcess Simulation and Control Using Aspen 241 299Geovanny J.Nessuna valutazione finora
- RADU S.PDF 1 14 - 5Documento7 pagineRADU S.PDF 1 14 - 5salim salimNessuna valutazione finora
- Sulfur Recovery Units: Adaptive Simulation and Model Validation On An Industrial PlantDocumento12 pagineSulfur Recovery Units: Adaptive Simulation and Model Validation On An Industrial PlantEdgar ChaconNessuna valutazione finora
- Optimization of Chemical ReactorsDocumento23 pagineOptimization of Chemical ReactorsshamimNessuna valutazione finora
- Numerical Simulation of The Reactive Two-Phase Solid Rocket Motor Exhaust PlumeDocumento4 pagineNumerical Simulation of The Reactive Two-Phase Solid Rocket Motor Exhaust PlumenguyenhNessuna valutazione finora
- Art 9Documento6 pagineArt 9Hernan Camilo Vargas AcostaNessuna valutazione finora
- Dynamic Response A Double Effect Evaporator: H. Ritter'Documento6 pagineDynamic Response A Double Effect Evaporator: H. Ritter'RohitThakranNessuna valutazione finora
- New StylesDocumento4 pagineNew StylesKarimPrinceAddoNessuna valutazione finora
- Datasheet ROMeoAmmoniaReactorModels en - Pdf.coredownload - InlineDocumento4 pagineDatasheet ROMeoAmmoniaReactorModels en - Pdf.coredownload - InlineHarshit SharmaNessuna valutazione finora
- Paper 3 Multiloop Control (Abdul Wahid UI)Documento9 paginePaper 3 Multiloop Control (Abdul Wahid UI)Abdul Wahid Teknik Kimia UINessuna valutazione finora
- Models - Chem.monolith KineticsDocumento18 pagineModels - Chem.monolith Kineticsgus93Nessuna valutazione finora
- Modeling and Simulation of Activated Corrosion Products Behavior Under Design-Based Variation of Neutron Flux Rate in AP-1000Documento14 pagineModeling and Simulation of Activated Corrosion Products Behavior Under Design-Based Variation of Neutron Flux Rate in AP-1000nagatopein6Nessuna valutazione finora
- HNJJJJDocumento12 pagineHNJJJJKamesh ReddiNessuna valutazione finora
- Control Engineering Practice: J.K. Gruber, M. Doll, C. BordonsDocumento12 pagineControl Engineering Practice: J.K. Gruber, M. Doll, C. Bordonsneiljain421Nessuna valutazione finora
- Economic and Electrical Benefits of Harmonic ReductionDocumento12 pagineEconomic and Electrical Benefits of Harmonic Reductionhanner90Nessuna valutazione finora
- Chemical Process Modeling in ModelicaDocumento8 pagineChemical Process Modeling in ModelicaFinigan JoyceNessuna valutazione finora
- Real-Time Optimization of An Industrial-Scale Vapor Recompression Distillation Process. Model Validation and AnalysisDocumento12 pagineReal-Time Optimization of An Industrial-Scale Vapor Recompression Distillation Process. Model Validation and AnalysiscamartinezriNessuna valutazione finora
- Exit Clearance TemplateDocumento1 paginaExit Clearance TemplateNego Gooners GankNessuna valutazione finora
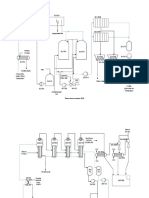
- Flow Chart 212,213,214,215Documento5 pagineFlow Chart 212,213,214,215Nego Gooners GankNessuna valutazione finora
- Cem DrawDocumento1 paginaCem DrawNego Gooners GankNessuna valutazione finora
- Adsorber NingsiDocumento2 pagineAdsorber NingsiNego Gooners GankNessuna valutazione finora
- Cell Kinetics 31S14006Documento2 pagineCell Kinetics 31S14006Nego Gooners GankNessuna valutazione finora
- Eng IiiDocumento1 paginaEng IiiNego Gooners GankNessuna valutazione finora
- PerhitunganDocumento13 paginePerhitunganNego Gooners GankNessuna valutazione finora
- Ethanol and Acid Acid Production From Carbon Monoxide in A Clostridium Strain in Batch and Continuous Gas-Fed Bioreactors PDFDocumento15 pagineEthanol and Acid Acid Production From Carbon Monoxide in A Clostridium Strain in Batch and Continuous Gas-Fed Bioreactors PDFNego Gooners GankNessuna valutazione finora
- Antimicrobial Properties of Chitosan and Mode of Action, A State of The Art ReviewDocumento13 pagineAntimicrobial Properties of Chitosan and Mode of Action, A State of The Art Reviewtanveer054Nessuna valutazione finora
- BPS4105 - Teknik Reaktor Bioproses Homework I Deadline: October 3, 2017Documento2 pagineBPS4105 - Teknik Reaktor Bioproses Homework I Deadline: October 3, 2017Nego Gooners GankNessuna valutazione finora
- Lampiran DDocumento3 pagineLampiran DNego Gooners GankNessuna valutazione finora
- Pengaruh Temperatur Dan Ukuran Biji Terhadap Perolehan Minyak Kemiri Pada Ekstraksi Biji Kemiri Dengan Penekanan MekanisDocumento6 paginePengaruh Temperatur Dan Ukuran Biji Terhadap Perolehan Minyak Kemiri Pada Ekstraksi Biji Kemiri Dengan Penekanan MekanisFachry GatesNessuna valutazione finora
- The Value Proposition Canvas: Gain CreatorsDocumento1 paginaThe Value Proposition Canvas: Gain CreatorsNego Gooners GankNessuna valutazione finora
- Business Model Canvas TemplateDocumento3 pagineBusiness Model Canvas TemplatehanadracoNessuna valutazione finora
- ReferenceDocumento4 pagineReferenceT.m. Aulia FatahNessuna valutazione finora
- ARL Institute MJPresentationDocumento36 pagineARL Institute MJPresentationNego Gooners GankNessuna valutazione finora
- Winston Jonas BrillDocumento4 pagineWinston Jonas BrillNego Gooners GankNessuna valutazione finora
- Licensure Examination For Teachers (LET) General EducationDocumento24 pagineLicensure Examination For Teachers (LET) General Educationjinky baldespiñosaNessuna valutazione finora
- Solution Manual For Process Dynamics and Control 4th Edition - Dale Seborg, Thomas EdgarDocumento34 pagineSolution Manual For Process Dynamics and Control 4th Edition - Dale Seborg, Thomas EdgarMphahlele Keletso100% (1)
- Process Modelling Simulation and ControlDocumento12 pagineProcess Modelling Simulation and ControlKathe PachónNessuna valutazione finora
- Exercises: Sections 10.3, 10.4: The Gas Laws The Ideal-Gas EquationDocumento6 pagineExercises: Sections 10.3, 10.4: The Gas Laws The Ideal-Gas EquationPcd MickeyNessuna valutazione finora
- SheetDocumento108 pagineSheetPinkyNessuna valutazione finora
- Evaporation and Condensation ArticleDocumento7 pagineEvaporation and Condensation Articleanupamgupta112Nessuna valutazione finora
- 100 Physics Ia TopicsDocumento8 pagine100 Physics Ia TopicsdamnNessuna valutazione finora
- Thermal 1Documento8 pagineThermal 1mariosisaNessuna valutazione finora
- Answers & Solutions: For For For For ForDocumento22 pagineAnswers & Solutions: For For For For ForYashNessuna valutazione finora
- ESP Pump IntakeDocumento4 pagineESP Pump IntakemoheeNessuna valutazione finora
- SLHT Math9 Q2 Wk1Documento4 pagineSLHT Math9 Q2 Wk1Zeus Romero100% (1)
- Grade 10 Science MELCsDocumento5 pagineGrade 10 Science MELCsMark Chris TanNessuna valutazione finora
- Negative Temperature Effect of Complex Reaction Kinetics System of Fe and Al Mineral Impurities in Liquid-Solid ProcessDocumento10 pagineNegative Temperature Effect of Complex Reaction Kinetics System of Fe and Al Mineral Impurities in Liquid-Solid ProcessMayerly Giraldo AvilaNessuna valutazione finora
- Armor.x.paper - Unk.the Numerical Simulation of Warheads Impact and Blast Phenomena Using Autodyn 2d and Autodyn 3d.grady Hayhurst FairlieDocumento12 pagineArmor.x.paper - Unk.the Numerical Simulation of Warheads Impact and Blast Phenomena Using Autodyn 2d and Autodyn 3d.grady Hayhurst Fairliegordon827Nessuna valutazione finora
- Mil DTL 7601Documento12 pagineMil DTL 7601Michaël REYNAULTNessuna valutazione finora
- Class 11 Physics Lab Manual 2023-2024Documento35 pagineClass 11 Physics Lab Manual 2023-20243107kavinNessuna valutazione finora
- AspenPIPESYSV7 2 TutorialDocumento66 pagineAspenPIPESYSV7 2 TutorialAmbuja SharmaNessuna valutazione finora
- CE 023 1 Introduction To Fluid MechanicsDocumento47 pagineCE 023 1 Introduction To Fluid Mechanicsgerlyn montillaNessuna valutazione finora
- A New Experimental Method To Prevent Paraffin-Wax FormationDocumento6 pagineA New Experimental Method To Prevent Paraffin-Wax FormationMichael MedinaNessuna valutazione finora
- Gas Laws 2Documento6 pagineGas Laws 2Daniel AuthurNessuna valutazione finora
- 8 AfDocumento42 pagine8 AfanmolNessuna valutazione finora
- Ast Dryer Main enDocumento8 pagineAst Dryer Main enkosmc123Nessuna valutazione finora
- Gasliftequipments PDFDocumento51 pagineGasliftequipments PDFSufian R EllabbadNessuna valutazione finora
- Gases and Vapors (Part 1)Documento2 pagineGases and Vapors (Part 1)Khristel PenoliarNessuna valutazione finora
- Homework Gases Mel Arthor QueditDocumento2 pagineHomework Gases Mel Arthor QueditMel Arthor QueditNessuna valutazione finora
- 1.0 Purpose: 2.1 LocationDocumento3 pagine1.0 Purpose: 2.1 LocationAnonymous 70lCzDJvNessuna valutazione finora
- The Kinetic Molecular Theory (KMT) Explains The Properties of Gases and Describes The Behavior of GasesDocumento3 pagineThe Kinetic Molecular Theory (KMT) Explains The Properties of Gases and Describes The Behavior of GasesLørd Ken M. DilaoNessuna valutazione finora
- Projek Skor Kimia 2014 Siri 3Documento9 pagineProjek Skor Kimia 2014 Siri 3Zul BaidiNessuna valutazione finora
- BA - 89401868 - 000600 - INNOFILL - EN - 01 FillerDocumento338 pagineBA - 89401868 - 000600 - INNOFILL - EN - 01 Fillergrivr100% (12)
- Compressible Flow - Hanakuse (Part 1)Documento22 pagineCompressible Flow - Hanakuse (Part 1)latNessuna valutazione finora
- Sodium Bicarbonate: Nature's Unique First Aid RemedyDa EverandSodium Bicarbonate: Nature's Unique First Aid RemedyValutazione: 5 su 5 stelle5/5 (21)
- Process Plant Equipment: Operation, Control, and ReliabilityDa EverandProcess Plant Equipment: Operation, Control, and ReliabilityValutazione: 5 su 5 stelle5/5 (1)
- A New Approach to HAZOP of Complex Chemical ProcessesDa EverandA New Approach to HAZOP of Complex Chemical ProcessesNessuna valutazione finora
- Guidelines for Chemical Process Quantitative Risk AnalysisDa EverandGuidelines for Chemical Process Quantitative Risk AnalysisValutazione: 5 su 5 stelle5/5 (1)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsDa EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNessuna valutazione finora
- A Chemical Engineer in the Palm Oil Milling IndustryDa EverandA Chemical Engineer in the Palm Oil Milling IndustryNessuna valutazione finora
- Physical and Chemical Equilibrium for Chemical EngineersDa EverandPhysical and Chemical Equilibrium for Chemical EngineersValutazione: 5 su 5 stelle5/5 (1)
- Phase Equilibria in Chemical EngineeringDa EverandPhase Equilibria in Chemical EngineeringValutazione: 4 su 5 stelle4/5 (11)
- Lees' Process Safety Essentials: Hazard Identification, Assessment and ControlDa EverandLees' Process Safety Essentials: Hazard Identification, Assessment and ControlValutazione: 4 su 5 stelle4/5 (4)
- Principles and Case Studies of Simultaneous DesignDa EverandPrinciples and Case Studies of Simultaneous DesignNessuna valutazione finora
- Water-Based Paint Formulations, Vol. 3Da EverandWater-Based Paint Formulations, Vol. 3Valutazione: 4.5 su 5 stelle4.5/5 (6)
- Well Control for Completions and InterventionsDa EverandWell Control for Completions and InterventionsValutazione: 4 su 5 stelle4/5 (10)
- The HAZOP Leader's Handbook: How to Plan and Conduct Successful HAZOP StudiesDa EverandThe HAZOP Leader's Handbook: How to Plan and Conduct Successful HAZOP StudiesNessuna valutazione finora
- Coupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsDa EverandCoupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsNessuna valutazione finora
- High Pressure Phase Behaviour of Multicomponent Fluid MixturesDa EverandHigh Pressure Phase Behaviour of Multicomponent Fluid MixturesNessuna valutazione finora
- Distillation Design and Control Using Aspen SimulationDa EverandDistillation Design and Control Using Aspen SimulationValutazione: 5 su 5 stelle5/5 (2)
- First U.K. National Conference on Heat Transfer: The Institution of Chemical Engineers Symposium Series, Volume 2.86Da EverandFirst U.K. National Conference on Heat Transfer: The Institution of Chemical Engineers Symposium Series, Volume 2.86Nessuna valutazione finora
- Fundamentals of Risk Management for Process Industry EngineersDa EverandFundamentals of Risk Management for Process Industry EngineersNessuna valutazione finora
- Fun Facts about Hydrogen : Chemistry for Kids The Element Series | Children's Chemistry BooksDa EverandFun Facts about Hydrogen : Chemistry for Kids The Element Series | Children's Chemistry BooksNessuna valutazione finora
- Biotechnology of Metals: Principles, Recovery Methods and Environmental ConcernsDa EverandBiotechnology of Metals: Principles, Recovery Methods and Environmental ConcernsNessuna valutazione finora
- Nuclear Energy in the 21st Century: World Nuclear University PressDa EverandNuclear Energy in the 21st Century: World Nuclear University PressValutazione: 4.5 su 5 stelle4.5/5 (3)
- The Stress Analysis of Pressure Vessels and Pressure Vessel Components: International Series of Monographs in Mechanical EngineeringDa EverandThe Stress Analysis of Pressure Vessels and Pressure Vessel Components: International Series of Monographs in Mechanical EngineeringS. S. GillValutazione: 3.5 su 5 stelle3.5/5 (3)
- Coulson and Richardson’s Chemical Engineering: Volume 2B: Separation ProcessesDa EverandCoulson and Richardson’s Chemical Engineering: Volume 2B: Separation ProcessesAjay Kumar RayNessuna valutazione finora