Potrebbero piacerti anche
- Laser Polishing Creates Smooth Surfaces in Under a MinuteDocumento14 pagineLaser Polishing Creates Smooth Surfaces in Under a Minutepiratina33Nessuna valutazione finora
- Laser Polishing of 3D Printed Metallic ComponentsDocumento10 pagineLaser Polishing of 3D Printed Metallic ComponentsMahaboob BashaNessuna valutazione finora
- Review On Mechanism and Process of Surface Polishing Using LasersDocumento21 pagineReview On Mechanism and Process of Surface Polishing Using LasersViệt TrầnNessuna valutazione finora
- Laser Applications in Industries Final Review PaperDocumento10 pagineLaser Applications in Industries Final Review PaperbalamuruganNessuna valutazione finora
- UntitledDocumento13 pagineUntitledraiyani sampatNessuna valutazione finora
- Laser Sintering Guide: SLS, LENS & Ceramic PartsDocumento5 pagineLaser Sintering Guide: SLS, LENS & Ceramic PartsVS AnoopNessuna valutazione finora
- POLISHINGDocumento3 paginePOLISHINGmahesh kumbhareNessuna valutazione finora
- wetgrindingfabricationIJETAE_0312_04Documento8 paginewetgrindingfabricationIJETAE_0312_04Thanh An NguyễnNessuna valutazione finora
- Raxx SeminarDocumento2 pagineRaxx Seminarrakesh0% (1)
- LBM Process for Accurate HolesDocumento3 pagineLBM Process for Accurate HolesSourav ShuklaNessuna valutazione finora
- LBMDocumento25 pagineLBMwisejackNessuna valutazione finora
- Micro-texture Coated Tools Improve Machining PerformanceDocumento7 pagineMicro-texture Coated Tools Improve Machining PerformanceAnupam AlokNessuna valutazione finora
- Dini Tech SeminarDocumento23 pagineDini Tech SeminarDinesh arNessuna valutazione finora
- On Laser Applicayion in IndustaryDocumento15 pagineOn Laser Applicayion in IndustaryDhiraj KolheNessuna valutazione finora
- Research Article: Surface Laser Processing of Additive Manufactured 1.2709 Steel Parts: Preliminary StudyDocumento10 pagineResearch Article: Surface Laser Processing of Additive Manufactured 1.2709 Steel Parts: Preliminary StudyZvonimir OpicNessuna valutazione finora
- Laser Surface Treatment - An Overview - ScienceDirect TopicsDocumento28 pagineLaser Surface Treatment - An Overview - ScienceDirect TopicsP.sravan KumarNessuna valutazione finora
- Characterization and Machining Performance of Laser-Textured Chevron Shaped Tools Coated With TiAlN and AlCrN - Surface and CoatingsDocumento2 pagineCharacterization and Machining Performance of Laser-Textured Chevron Shaped Tools Coated With TiAlN and AlCrN - Surface and CoatingsvianaufgNessuna valutazione finora
- AMT Module 4 1Documento33 pagineAMT Module 4 1Pranav MgNessuna valutazione finora
- Laser Cutting: Navigation SearchDocumento11 pagineLaser Cutting: Navigation SearchIjie BladerzNessuna valutazione finora
- Laser (01 18)Documento18 pagineLaser (01 18)Ayrton PabloNessuna valutazione finora
- Applied SciencesDocumento22 pagineApplied SciencesDu RoyNessuna valutazione finora
- Laser Micropolishing for Surface SmootheningDocumento16 pagineLaser Micropolishing for Surface Smootheningpurushottam kharbeNessuna valutazione finora
- Metallography Lab Polishing and EtchingDocumento7 pagineMetallography Lab Polishing and EtchingAyeshaSiddiqaNessuna valutazione finora
- Sud Heers SajjanDocumento11 pagineSud Heers SajjanBader AlqattanNessuna valutazione finora
- Seminar On Selective Laser SinteringDocumento19 pagineSeminar On Selective Laser SinteringbeingbenevolentbeastNessuna valutazione finora
- Laser Cleaning and Dressing of Vitrified Grinding WheelsDocumento7 pagineLaser Cleaning and Dressing of Vitrified Grinding WheelsHadi GHNessuna valutazione finora
- EFFECT_OF_LASER_SURFACE_TEXTURING_ON_3D_METAL_PRINTED_STAINLESS_STEEL-21.05.2023[1] (2)Documento52 pagineEFFECT_OF_LASER_SURFACE_TEXTURING_ON_3D_METAL_PRINTED_STAINLESS_STEEL-21.05.2023[1] (2)Mohamed AmjathNessuna valutazione finora
- Irjaes V4n1p299y19Documento8 pagineIrjaes V4n1p299y19Emeliana JoviantyNessuna valutazione finora
- LaserDocumento6 pagineLaserNurulSepta IndahNessuna valutazione finora
- Laser Removal of TiN Coatings From WC Micro-Tools and In-Process MonitoringDocumento7 pagineLaser Removal of TiN Coatings From WC Micro-Tools and In-Process MonitoringmarimuthusundarNessuna valutazione finora
- Laporan Material Teknik 2021Documento23 pagineLaporan Material Teknik 2021Rasendriya JettaNessuna valutazione finora
- Laser Welding UtkarshDocumento24 pagineLaser Welding Utkarshpankaj kumar0% (1)
- Laser PeeningDocumento21 pagineLaser PeeningJerry ThomasNessuna valutazione finora
- 07 - Radovanovic - Experimental Investigations of CO2 Laser Cut QualityDocumento8 pagine07 - Radovanovic - Experimental Investigations of CO2 Laser Cut QualityBerkath Ali KhanNessuna valutazione finora
- Laser Beam MachiningDocumento2 pagineLaser Beam Machiningdellibabu509Nessuna valutazione finora
- Numerical Simulations of Wear: MonaöqvistDocumento59 pagineNumerical Simulations of Wear: MonaöqvistАлишер БердиевNessuna valutazione finora
- Secenje Laserom WikiDocumento13 pagineSecenje Laserom WikiMarko BogosavljevicNessuna valutazione finora
- Laser PPT 2Documento15 pagineLaser PPT 2Dhiraj KolheNessuna valutazione finora
- Laser Beam Machining: Done By: MuradDocumento15 pagineLaser Beam Machining: Done By: MuradAl Mutiry MuardNessuna valutazione finora
- Ki Bria 2018Documento30 pagineKi Bria 2018prince_juNessuna valutazione finora
- Crystals 12 00695 v2Documento15 pagineCrystals 12 00695 v2nitish kumarNessuna valutazione finora
- Laser Applications in Mechanical EngineeringDocumento3 pagineLaser Applications in Mechanical EngineeringJM MyrtesNessuna valutazione finora
- Applied Surface Science Advances: P.N. Belkin, S.A. Kusmanov, E.V. ParfenovDocumento30 pagineApplied Surface Science Advances: P.N. Belkin, S.A. Kusmanov, E.V. ParfenovKaren AnnNessuna valutazione finora
- Dhiraj Kolhe LaserDocumento15 pagineDhiraj Kolhe LaserDhiraj KolheNessuna valutazione finora
- IE570 Midterm Part 2Documento12 pagineIE570 Midterm Part 2Chandra Sekhar ChittineniNessuna valutazione finora
- 32 Applsci 13 12352Documento12 pagine32 Applsci 13 12352sylwka.inoNessuna valutazione finora
- Laser Cutting From First Principles To The State of The ArtDocumento6 pagineLaser Cutting From First Principles To The State of The ArtJing YinNessuna valutazione finora
- Direct Light ProjectionDocumento4 pagineDirect Light ProjectionAdnan AhmadNessuna valutazione finora
- What Is Hole Punching? What Is Drilling?Documento6 pagineWhat Is Hole Punching? What Is Drilling?Krisha Ann RosalesNessuna valutazione finora
- 18 Applications in Material ProcessingDocumento38 pagine18 Applications in Material Processingkaushik4208Nessuna valutazione finora
- Metallography Is Defined As The Study of Metal and Its AlloysDocumento6 pagineMetallography Is Defined As The Study of Metal and Its AlloysbazilNessuna valutazione finora
- Development of Laser Surface Modification Technology: Zhang Qunli, Wang Liang, Mei Xuesong, Yao JianhuaDocumento9 pagineDevelopment of Laser Surface Modification Technology: Zhang Qunli, Wang Liang, Mei Xuesong, Yao JianhuaNISA ATHIRAH BINTI ROSLAN / UPMNessuna valutazione finora
- Laser Systems - The Basics: Generation of A Laser BeamDocumento2 pagineLaser Systems - The Basics: Generation of A Laser BeamDjordje KapetanovicNessuna valutazione finora
- Laser Surface Hardening: A Review: P. Dinesh Babu and K.R. BalasubramanianDocumento21 pagineLaser Surface Hardening: A Review: P. Dinesh Babu and K.R. Balasubramanianzidan ojaNessuna valutazione finora
- Comparative study of SLM and SLS 3D printingDocumento29 pagineComparative study of SLM and SLS 3D printingBhukya Naveen kumarNessuna valutazione finora
- Chemical Machining Process OverviewDocumento25 pagineChemical Machining Process OverviewAbhishek KumarNessuna valutazione finora
- Optimisation of SLM 3D Printing Process Through Simulation and Experimental AnalysisDocumento10 pagineOptimisation of SLM 3D Printing Process Through Simulation and Experimental Analysispritish_09Nessuna valutazione finora
- Mfreview150022 LaserBeamCuttingDocumento16 pagineMfreview150022 LaserBeamCuttingDũng PhanNessuna valutazione finora
- BIS Oil Separator Standard CommnetsDocumento1 paginaBIS Oil Separator Standard Commnetsyogesh shindeNessuna valutazione finora
- CN102374802A - All FiguresDocumento6 pagineCN102374802A - All Figuresyogesh shindeNessuna valutazione finora
- Heat and Work Thermodynamics Question and Answer SheetDocumento2 pagineHeat and Work Thermodynamics Question and Answer Sheetyogesh shindeNessuna valutazione finora
- GA Notes 1-10Documento18 pagineGA Notes 1-10yogesh shindeNessuna valutazione finora
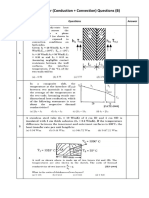
- Rdiation and Heat Exchanger Mcqs (Set B) : SR NoDocumento7 pagineRdiation and Heat Exchanger Mcqs (Set B) : SR Noyogesh shindeNessuna valutazione finora
- Double-Walled Pipe Heat Exchanger PatentDocumento9 pagineDouble-Walled Pipe Heat Exchanger Patentyogesh shindeNessuna valutazione finora
- CN102374802A - Double Pipe Type Heat Exchanger and Method For Manufacturing The SameDocumento11 pagineCN102374802A - Double Pipe Type Heat Exchanger and Method For Manufacturing The Sameyogesh shindeNessuna valutazione finora
- CN102374802A - All FiguresDocumento6 pagineCN102374802A - All Figuresyogesh shindeNessuna valutazione finora
- Keywords-Battery Thermal Management System, Li Ion Battery Cooling, Passive Battery Air CoolingDocumento1 paginaKeywords-Battery Thermal Management System, Li Ion Battery Cooling, Passive Battery Air Coolingyogesh shindeNessuna valutazione finora
- Course OverviewDocumento8 pagineCourse Overviewyogesh shindeNessuna valutazione finora
- Heat and Work Thermodynamics Question and Answer SheetDocumento2 pagineHeat and Work Thermodynamics Question and Answer Sheetyogesh shindeNessuna valutazione finora
- Rdiation and Heat Exchanger Mcqs (Set B) : SR NoDocumento7 pagineRdiation and Heat Exchanger Mcqs (Set B) : SR Noyogesh shindeNessuna valutazione finora
- Set ADocumento7 pagineSet Ayogesh shindeNessuna valutazione finora
- Rdiation and Heat Exchanger Mcqs (Set B) : SR NoDocumento7 pagineRdiation and Heat Exchanger Mcqs (Set B) : SR Noyogesh shindeNessuna valutazione finora
- Rdiation and Heat Exchanger Mcqs (Set C) : SR No. AnsDocumento6 pagineRdiation and Heat Exchanger Mcqs (Set C) : SR No. Ansyogesh shindeNessuna valutazione finora
- Rdiation and Heat Exchanger Mcqs (Set A) : SR No. AnsDocumento7 pagineRdiation and Heat Exchanger Mcqs (Set A) : SR No. Ansyogesh shindeNessuna valutazione finora
- Radiation & Heat Exchanger MCQs Set CDocumento6 pagineRadiation & Heat Exchanger MCQs Set Cyogesh shindeNessuna valutazione finora
- Radiation & Heat Exchanger MCQs Set ADocumento7 pagineRadiation & Heat Exchanger MCQs Set Ayogesh shindeNessuna valutazione finora
- Ancient Indian ScienceDocumento23 pagineAncient Indian Scienceyogesh shindeNessuna valutazione finora
- Conduction and Convection 15 Questions Set D AnswersDocumento6 pagineConduction and Convection 15 Questions Set D Answersyogesh shindeNessuna valutazione finora
- Ansys ManualDocumento47 pagineAnsys ManualAshwinkumar MallikarjunaNessuna valutazione finora
- Conduction and Convection 15 Questions Set C AnswersDocumento6 pagineConduction and Convection 15 Questions Set C Answersyogesh shindeNessuna valutazione finora
- Conduction and Convection 15 Questions Set DDocumento4 pagineConduction and Convection 15 Questions Set Dyogesh shindeNessuna valutazione finora
- Conduction and Convection 15 Questions Set C AnswersDocumento3 pagineConduction and Convection 15 Questions Set C Answersyogesh shindeNessuna valutazione finora
- Conduction and Convection 15 Questions Set B AnswersDocumento4 pagineConduction and Convection 15 Questions Set B Answersyogesh shindeNessuna valutazione finora
- Conduction and Convection 15 Questions Set DDocumento4 pagineConduction and Convection 15 Questions Set Dyogesh shindeNessuna valutazione finora
- Conduction and Convection 15 Questions Set C AnswersDocumento6 pagineConduction and Convection 15 Questions Set C Answersyogesh shindeNessuna valutazione finora
- Conduction and Convection 15 Questions Set ADocumento3 pagineConduction and Convection 15 Questions Set Ayogesh shindeNessuna valutazione finora
- Conduction and Convection 15 Questions Set BDocumento3 pagineConduction and Convection 15 Questions Set Byogesh shindeNessuna valutazione finora
- Inamics: SINAMICS S120 - News March 2007Documento33 pagineInamics: SINAMICS S120 - News March 2007mfonseca31Nessuna valutazione finora
- Experiment.3. Load Characteristics of D.C Shunt GeneratorDocumento2 pagineExperiment.3. Load Characteristics of D.C Shunt Generatorمحمد الحدي100% (1)
- Logarithmic Amplifier: BE o Be Be oDocumento1 paginaLogarithmic Amplifier: BE o Be Be oJoseGarciaRuizNessuna valutazione finora
- Interfacing LED With 8086 PDFDocumento9 pagineInterfacing LED With 8086 PDFqnu0750% (6)
- Quantum Q-VISION HF Series BrochureDocumento6 pagineQuantum Q-VISION HF Series BrochureReverieM100% (1)
- Training Manual PDFDocumento12 pagineTraining Manual PDFOwen kamazizwaNessuna valutazione finora
- Car Speed Detector (1) (Read-Only) 4 (1) (Read-Only) 5 (1) (Read-Only) 6Documento16 pagineCar Speed Detector (1) (Read-Only) 4 (1) (Read-Only) 5 (1) (Read-Only) 6Shadab AnsariNessuna valutazione finora
- Catalogo EmersonDocumento102 pagineCatalogo EmersonCarlos Palma100% (1)
- Spec VRF - Water CooledDocumento11 pagineSpec VRF - Water CooledUpul Samantha LiyanaarachchiNessuna valutazione finora
- MSX Red BookDocumento194 pagineMSX Red BookCarlyle ZamithNessuna valutazione finora
- FKJ BI HK20 Computer EngineeringDocumento5 pagineFKJ BI HK20 Computer EngineeringMarcopolo GohNessuna valutazione finora
- Number System & Logic GatesDocumento24 pagineNumber System & Logic GatesA B Shinde100% (7)
- Max 77301Documento70 pagineMax 77301hakim BGNessuna valutazione finora
- 3.3 Subtractive Synthesis: 3.3.1 Theory: Source and Modifi ErDocumento15 pagine3.3 Subtractive Synthesis: 3.3.1 Theory: Source and Modifi ErMafeCastro1998100% (1)
- Abt36rba3w SMDocumento26 pagineAbt36rba3w SMaircoolplusNessuna valutazione finora
- Watts User Guide TD Central Unit Wifi 2019 09 Ttl2Documento240 pagineWatts User Guide TD Central Unit Wifi 2019 09 Ttl2Francesco PansaNessuna valutazione finora
- Yyy Yyyyyy Yyyyyy Yyyyyyyyyy Yyyy Yyyyy YyyyyyyDocumento10 pagineYyy Yyyyyy Yyyyyy Yyyyyyyyyy Yyyy Yyyyy Yyyyyyyhill_rws407Nessuna valutazione finora
- The Use of Silicone Materials in Close Proximity PDFDocumento4 pagineThe Use of Silicone Materials in Close Proximity PDFLBNessuna valutazione finora
- Box Compression Tester - P1000DDocumento2 pagineBox Compression Tester - P1000DRohit ChawlaNessuna valutazione finora
- Radio in Portugal - An OverviewDocumento43 pagineRadio in Portugal - An OverviewLuís CarvalhoNessuna valutazione finora
- DC16 Ch07Documento55 pagineDC16 Ch07Boqorka AmericaNessuna valutazione finora
- The Photographic Process and Film SensitivityDocumento27 pagineThe Photographic Process and Film SensitivityKaushal GandhiNessuna valutazione finora
- Cost To Cost Pricelist PDFDocumento8 pagineCost To Cost Pricelist PDFDeepak NamdeoNessuna valutazione finora
- Soal Bahasa Inggris Kelas Ix Semester IDocumento6 pagineSoal Bahasa Inggris Kelas Ix Semester IIka Yuniati WinataNessuna valutazione finora
- Simulink Bms Development White PaperDocumento15 pagineSimulink Bms Development White PaperDIMI EKONGA NZELLYNessuna valutazione finora
- Introduction To Electricity & Electrical Systems: Prelim Learning ResourcesDocumento41 pagineIntroduction To Electricity & Electrical Systems: Prelim Learning ResourcesKib-anne Miguel PasikanNessuna valutazione finora
- Invertor LCD MP1018Documento1 paginaInvertor LCD MP1018RenatoMaiaNessuna valutazione finora
- Indoor & Outdoor Lighting: Better Light ... Better LifeDocumento44 pagineIndoor & Outdoor Lighting: Better Light ... Better Lifemorad omr100% (2)
- History of ICTDocumento20 pagineHistory of ICTZakwan HamdanNessuna valutazione finora
- Genway WL CM 03NL User ManualDocumento28 pagineGenway WL CM 03NL User ManualVlad PetrescuNessuna valutazione finora
- LIT: Life Ignition Tools: Use Nature's Playbook to Energize Your Brain, Spark Ideas, and Ignite ActionDa EverandLIT: Life Ignition Tools: Use Nature's Playbook to Energize Your Brain, Spark Ideas, and Ignite ActionValutazione: 4 su 5 stelle4/5 (402)
- Why We Die: The New Science of Aging and the Quest for ImmortalityDa EverandWhy We Die: The New Science of Aging and the Quest for ImmortalityValutazione: 3.5 su 5 stelle3.5/5 (2)
- Outlive: The Science and Art of Longevity by Peter Attia: Key Takeaways, Summary & AnalysisDa EverandOutlive: The Science and Art of Longevity by Peter Attia: Key Takeaways, Summary & AnalysisValutazione: 4 su 5 stelle4/5 (1)
- Summary: The Psychology of Money: Timeless Lessons on Wealth, Greed, and Happiness by Morgan Housel: Key Takeaways, Summary & Analysis IncludedDa EverandSummary: The Psychology of Money: Timeless Lessons on Wealth, Greed, and Happiness by Morgan Housel: Key Takeaways, Summary & Analysis IncludedValutazione: 5 su 5 stelle5/5 (78)
- The Age of Magical Overthinking: Notes on Modern IrrationalityDa EverandThe Age of Magical Overthinking: Notes on Modern IrrationalityValutazione: 4 su 5 stelle4/5 (13)
- Think This, Not That: 12 Mindshifts to Breakthrough Limiting Beliefs and Become Who You Were Born to BeDa EverandThink This, Not That: 12 Mindshifts to Breakthrough Limiting Beliefs and Become Who You Were Born to BeNessuna valutazione finora
- The Ritual Effect: From Habit to Ritual, Harness the Surprising Power of Everyday ActionsDa EverandThe Ritual Effect: From Habit to Ritual, Harness the Surprising Power of Everyday ActionsValutazione: 3.5 su 5 stelle3.5/5 (3)
- Techniques Exercises And Tricks For Memory ImprovementDa EverandTechniques Exercises And Tricks For Memory ImprovementValutazione: 4.5 su 5 stelle4.5/5 (40)
- Raising Mentally Strong Kids: How to Combine the Power of Neuroscience with Love and Logic to Grow Confident, Kind, Responsible, and Resilient Children and Young AdultsDa EverandRaising Mentally Strong Kids: How to Combine the Power of Neuroscience with Love and Logic to Grow Confident, Kind, Responsible, and Resilient Children and Young AdultsValutazione: 5 su 5 stelle5/5 (1)
- Raising Good Humans: A Mindful Guide to Breaking the Cycle of Reactive Parenting and Raising Kind, Confident KidsDa EverandRaising Good Humans: A Mindful Guide to Breaking the Cycle of Reactive Parenting and Raising Kind, Confident KidsValutazione: 4.5 su 5 stelle4.5/5 (169)
- The Obesity Code: Unlocking the Secrets of Weight LossDa EverandThe Obesity Code: Unlocking the Secrets of Weight LossValutazione: 5 su 5 stelle5/5 (4)
- The Ultimate Guide To Memory Improvement TechniquesDa EverandThe Ultimate Guide To Memory Improvement TechniquesValutazione: 5 su 5 stelle5/5 (34)
- Roxane Gay & Everand Originals: My Year of Psychedelics: Lessons on Better LivingDa EverandRoxane Gay & Everand Originals: My Year of Psychedelics: Lessons on Better LivingValutazione: 5 su 5 stelle5/5 (4)
- The Body Keeps the Score by Bessel Van der Kolk, M.D. - Book Summary: Brain, Mind, and Body in the Healing of TraumaDa EverandThe Body Keeps the Score by Bessel Van der Kolk, M.D. - Book Summary: Brain, Mind, and Body in the Healing of TraumaValutazione: 4.5 su 5 stelle4.5/5 (266)
- By the Time You Read This: The Space between Cheslie's Smile and Mental Illness—Her Story in Her Own WordsDa EverandBy the Time You Read This: The Space between Cheslie's Smile and Mental Illness—Her Story in Her Own WordsNessuna valutazione finora
- Summary: Limitless: Upgrade Your Brain, Learn Anything Faster, and Unlock Your Exceptional Life By Jim Kwik: Key Takeaways, Summary and AnalysisDa EverandSummary: Limitless: Upgrade Your Brain, Learn Anything Faster, and Unlock Your Exceptional Life By Jim Kwik: Key Takeaways, Summary and AnalysisValutazione: 5 su 5 stelle5/5 (8)
- Roxane Gay & Everand Originals: My Year of Psychedelics: Lessons on Better LivingDa EverandRoxane Gay & Everand Originals: My Year of Psychedelics: Lessons on Better LivingValutazione: 3.5 su 5 stelle3.5/5 (33)
- Dark Psychology & Manipulation: Discover How To Analyze People and Master Human Behaviour Using Emotional Influence Techniques, Body Language Secrets, Covert NLP, Speed Reading, and Hypnosis.Da EverandDark Psychology & Manipulation: Discover How To Analyze People and Master Human Behaviour Using Emotional Influence Techniques, Body Language Secrets, Covert NLP, Speed Reading, and Hypnosis.Valutazione: 4.5 su 5 stelle4.5/5 (110)
- Summary: It Didn't Start with You: How Inherited Family Trauma Shapes Who We Are and How to End the Cycle By Mark Wolynn: Key Takeaways, Summary & AnalysisDa EverandSummary: It Didn't Start with You: How Inherited Family Trauma Shapes Who We Are and How to End the Cycle By Mark Wolynn: Key Takeaways, Summary & AnalysisValutazione: 5 su 5 stelle5/5 (3)
- The Happiness Trap: How to Stop Struggling and Start LivingDa EverandThe Happiness Trap: How to Stop Struggling and Start LivingValutazione: 4 su 5 stelle4/5 (1)
- The Courage Habit: How to Accept Your Fears, Release the Past, and Live Your Courageous LifeDa EverandThe Courage Habit: How to Accept Your Fears, Release the Past, and Live Your Courageous LifeValutazione: 4.5 su 5 stelle4.5/5 (253)
- The Garden Within: Where the War with Your Emotions Ends and Your Most Powerful Life BeginsDa EverandThe Garden Within: Where the War with Your Emotions Ends and Your Most Powerful Life BeginsNessuna valutazione finora
- The Tennis Partner: A Doctor's Story of Friendship and LossDa EverandThe Tennis Partner: A Doctor's Story of Friendship and LossValutazione: 4.5 su 5 stelle4.5/5 (4)



























![EFFECT_OF_LASER_SURFACE_TEXTURING_ON_3D_METAL_PRINTED_STAINLESS_STEEL-21.05.2023[1] (2)](https://imgv2-2-f.scribdassets.com/img/document/725113815/149x198/b1d59257dd/1713679846?v=1)