Potrebbero piacerti anche
- Durability Properties of High-Strength Concrete CoDocumento5 pagineDurability Properties of High-Strength Concrete Cobarzin.farooqNessuna valutazione finora
- Mechanical Properties of Cement-Bitumen Composites For Semi-Flexible Pavement SurfacingDocumento9 pagineMechanical Properties of Cement-Bitumen Composites For Semi-Flexible Pavement SurfacingMuslim AFHNessuna valutazione finora
- Cement Concrete - An Overview - ScienceDirect TopicsDocumento10 pagineCement Concrete - An Overview - ScienceDirect TopicsPritha DasNessuna valutazione finora
- Energy Consumption of Asphalt and Reinforced Concrete Pavement Materials and ConstructionDocumento12 pagineEnergy Consumption of Asphalt and Reinforced Concrete Pavement Materials and ConstructionValentina Rojas PercyNessuna valutazione finora
- Achieving Net Zero Greenhouse Gas Emissions in The Cement Industry Via Value Chain Mitigation StrategiesDocumento14 pagineAchieving Net Zero Greenhouse Gas Emissions in The Cement Industry Via Value Chain Mitigation Strategieszhor El hallaouiNessuna valutazione finora
- Strategic Progress in Foam Stabilisation Towards High-Performance Foam Concrete For Building Sustainability - A State-Of-The-Art ReviewDocumento27 pagineStrategic Progress in Foam Stabilisation Towards High-Performance Foam Concrete For Building Sustainability - A State-Of-The-Art ReviewDm EerzaNessuna valutazione finora
- Meddah Et Al., Potential Use of BinaryDocumento13 pagineMeddah Et Al., Potential Use of BinaryÁlvaro MendozaNessuna valutazione finora
- Journal of Cleaner Production: Alireza Kashani, Tuan Duc Ngo, Priyan Mendis, Jay R. Black, Ailar HajimohammadiDocumento11 pagineJournal of Cleaner Production: Alireza Kashani, Tuan Duc Ngo, Priyan Mendis, Jay R. Black, Ailar HajimohammadiMarianaNessuna valutazione finora
- Experimental Investigation On Mechanical Properties of Geosynthetic Cementitous Composite Mat (GCCM)Documento10 pagineExperimental Investigation On Mechanical Properties of Geosynthetic Cementitous Composite Mat (GCCM)Phan Thanh HiếuNessuna valutazione finora
- Characterization of Recycled Asphalt Pavement (RAP) For Use in Flexible PavementDocumento16 pagineCharacterization of Recycled Asphalt Pavement (RAP) For Use in Flexible PavementAhmed Al-mohammdiNessuna valutazione finora
- Construction and Building Materials: Aly Muhammed Aly, M.S. El-Feky, Mohamed Kohail, El-Sayed A.R. NasrDocumento9 pagineConstruction and Building Materials: Aly Muhammed Aly, M.S. El-Feky, Mohamed Kohail, El-Sayed A.R. NasrYeluri Sesha ChoudaryNessuna valutazione finora
- Saleh 2020Documento10 pagineSaleh 2020samuelNessuna valutazione finora
- Ceramic Waste Effective Replacement of 20211007-4600-9n6yrg-With-Cover-Page-V2Documento7 pagineCeramic Waste Effective Replacement of 20211007-4600-9n6yrg-With-Cover-Page-V2Muhammad Faiz IlyasNessuna valutazione finora
- 1 s2.0 S1359836816329249 MainDocumento12 pagine1 s2.0 S1359836816329249 Mainziwen liuNessuna valutazione finora
- Cement With Eggshell Ash in M20 Grade ConcreteDocumento9 pagineCement With Eggshell Ash in M20 Grade ConcreteNico YamatoNessuna valutazione finora
- 287 303Documento17 pagine287 303Ehsan GhaffariNessuna valutazione finora
- 2020 Bashar Et Al (Rubberized Concrete)Documento12 pagine2020 Bashar Et Al (Rubberized Concrete)hazisulbinradzmanNessuna valutazione finora
- Cement and Concrete Research: Maria C.G. Juenger, Rafat SiddiqueDocumento10 pagineCement and Concrete Research: Maria C.G. Juenger, Rafat SiddiqueHenrique KramerNessuna valutazione finora
- A Review On Performance of Hybrid Asphalt Mix in Pavement Maintenance and RehabilitationDocumento18 pagineA Review On Performance of Hybrid Asphalt Mix in Pavement Maintenance and RehabilitationKrizzia FloresNessuna valutazione finora
- Recarpeting Using Cement Grouted Bituminous MixDocumento13 pagineRecarpeting Using Cement Grouted Bituminous MixMesfin AbebeNessuna valutazione finora
- Materiales de Construccin y EdificacinDocumento12 pagineMateriales de Construccin y EdificacinGeynerCaneloNessuna valutazione finora
- Development of High Performance Concrete Using Industrial Waste Materials and NanosilicaDocumento16 pagineDevelopment of High Performance Concrete Using Industrial Waste Materials and NanosilicaMarco Andrè C LNessuna valutazione finora
- Improvement of Pavement Engineering Properties With Calcium CarbideDocumento11 pagineImprovement of Pavement Engineering Properties With Calcium Carbideskdumka1997Nessuna valutazione finora
- Economic Assessment of Use of Pond Ash IDocumento18 pagineEconomic Assessment of Use of Pond Ash ISE PR MedakNessuna valutazione finora
- Benefits of Concrete Roads Over Bituminous RoadsDocumento12 pagineBenefits of Concrete Roads Over Bituminous RoadsVirendra RaiNessuna valutazione finora
- 1 s2.0 S0950061821034218 MainDocumento17 pagine1 s2.0 S0950061821034218 MainNutchanon BuapimNessuna valutazione finora
- Effect of Limestone Powder Substitution On Mechanical Properties and Durability of Slender Precast Components of Structural MortarDocumento10 pagineEffect of Limestone Powder Substitution On Mechanical Properties and Durability of Slender Precast Components of Structural MortarJaime Andres Alvarez Castellar estudianteNessuna valutazione finora
- Evaluation For Application of Warm-Mix Asphalt Concrete For Rural Road PavementDocumento10 pagineEvaluation For Application of Warm-Mix Asphalt Concrete For Rural Road PavementRichard Alexander Tovar PonceNessuna valutazione finora
- Two-Lift Concrete Paving: BackgroundDocumento4 pagineTwo-Lift Concrete Paving: BackgroundKovilen PavadayNessuna valutazione finora
- 2016 Cements With A High Limestone Content Mechanical Prop 2016 Construction AnDocumento11 pagine2016 Cements With A High Limestone Content Mechanical Prop 2016 Construction AnTiago BragaNessuna valutazione finora
- Construction and Building Materials: Chetan Hazaree, Halil Ceylan, Kejin WangDocumento7 pagineConstruction and Building Materials: Chetan Hazaree, Halil Ceylan, Kejin WangoussamaNessuna valutazione finora
- EFFECT OF FILLERS On Bituminous Paving Mixex PDFDocumento8 pagineEFFECT OF FILLERS On Bituminous Paving Mixex PDFDipendra AwasthiNessuna valutazione finora
- Case Studies in Construction MaterialsDocumento12 pagineCase Studies in Construction MaterialsSithesh RNessuna valutazione finora
- Construction and Building Materials: Khaled Saidani, Lasaad Ajam, Mongi Ben OuezdouDocumento9 pagineConstruction and Building Materials: Khaled Saidani, Lasaad Ajam, Mongi Ben OuezdoudrpNessuna valutazione finora
- Application of Sustainable Cement Alternatives in ConcreteDocumento6 pagineApplication of Sustainable Cement Alternatives in ConcreteCARLOS ALTAMIRANO GUPIOCNessuna valutazione finora
- Copper Slag. NDTDocumento10 pagineCopper Slag. NDTpvNessuna valutazione finora
- Construction and Building Materials: Yimmy Fernando Silva, Rafael Andres Robayo, Pedro Enrique Mattey, Silvio DelvastoDocumento6 pagineConstruction and Building Materials: Yimmy Fernando Silva, Rafael Andres Robayo, Pedro Enrique Mattey, Silvio DelvastoSurender SinghNessuna valutazione finora
- 2687 I J Ctet 17050701Documento4 pagine2687 I J Ctet 17050701Romil SharmaNessuna valutazione finora
- Mohammad I 2014Documento16 pagineMohammad I 2014Alberto Tupa OrtizNessuna valutazione finora
- Use of Recycled Concrete Aggregate in Concrete: A ReviewDocumento15 pagineUse of Recycled Concrete Aggregate in Concrete: A ReviewKAUSSNessuna valutazione finora
- Construction and Building Materials: Rakesh Choudhary, Rajesh Gupta, Ravindra NagarDocumento12 pagineConstruction and Building Materials: Rakesh Choudhary, Rajesh Gupta, Ravindra NagarSchool of EngineersNessuna valutazione finora
- The Characteristics of Asphalt Concrete Binder Course (AC-BC) Mixture With Bottom Ash As Aggregate SubstituteDocumento9 pagineThe Characteristics of Asphalt Concrete Binder Course (AC-BC) Mixture With Bottom Ash As Aggregate SubstituteRamsi A. HNessuna valutazione finora
- Eng 2341472 Peer Review v2Documento14 pagineEng 2341472 Peer Review v2Vander AlkminNessuna valutazione finora
- Energy, Emissions, Material Conservation, and Prices Associated With Construction, Rehabilitation, and Material Alternatives For Flexible PavementDocumento13 pagineEnergy, Emissions, Material Conservation, and Prices Associated With Construction, Rehabilitation, and Material Alternatives For Flexible PavementANKIT SHARMANessuna valutazione finora
- 2179 02 PDFDocumento13 pagine2179 02 PDFANKIT SHARMANessuna valutazione finora
- A Comprehensive Review of Cementitious Grouts - Composition, Properties, Requirements and Advanced PerformanceDocumento16 pagineA Comprehensive Review of Cementitious Grouts - Composition, Properties, Requirements and Advanced PerformanceiporrasNessuna valutazione finora
- Accepted Manuscript - Bitumen Stabilized Ballast - A Potential Solution For Railway Track-BedDocumento10 pagineAccepted Manuscript - Bitumen Stabilized Ballast - A Potential Solution For Railway Track-BedAndrian SaptaaNessuna valutazione finora
- Carbon-Based Nanomaterials Engineered Cement Composites: A ReviewDocumento20 pagineCarbon-Based Nanomaterials Engineered Cement Composites: A ReviewShashi ShankarNessuna valutazione finora
- Rafi Eizo No Oz 2016Documento10 pagineRafi Eizo No Oz 2016Muhammad BasitNessuna valutazione finora
- Calcinated Bentonite As Supplementary Cementitious Materials in CementBased MortarDocumento10 pagineCalcinated Bentonite As Supplementary Cementitious Materials in CementBased MortarAli RazaNessuna valutazione finora
- Waste Management: Arin Yilmaz, Nurhayat DegirmenciDocumento6 pagineWaste Management: Arin Yilmaz, Nurhayat DegirmenciYeluri Sesha ChoudaryNessuna valutazione finora
- Characterizationof Recycled Asphalt Pavement RAPfor Usein Flexible PavementDocumento14 pagineCharacterizationof Recycled Asphalt Pavement RAPfor Usein Flexible Pavementmohd waseemNessuna valutazione finora
- Construction and Building MaterialsDocumento11 pagineConstruction and Building MaterialsKongsak AkkharawongwhatthanaNessuna valutazione finora
- Artigo Portugal CDW - 2022Documento13 pagineArtigo Portugal CDW - 2022Yoshi TaissonNessuna valutazione finora
- Production and Properties of Foamed Concretep: February 2013Documento11 pagineProduction and Properties of Foamed Concretep: February 2013kinley dorjeeNessuna valutazione finora
- Cement and Concrete Research: Wolfram Schmidt, Mark Alexander, Vanderley John TDocumento12 pagineCement and Concrete Research: Wolfram Schmidt, Mark Alexander, Vanderley John TSwamy GiriNessuna valutazione finora
- An Economical, Eco Friendly and Technical Assessment of Cement Replaced by Marble Dust in Permeable ConcreteDocumento4 pagineAn Economical, Eco Friendly and Technical Assessment of Cement Replaced by Marble Dust in Permeable ConcreteEditor IJRITCCNessuna valutazione finora
- (2020) Shah, Mo, Yap, Yang, LingDocumento13 pagine(2020) Shah, Mo, Yap, Yang, LingDaniela González BetancurNessuna valutazione finora
- Compliance Criteria For Quality ConcreteDocumento8 pagineCompliance Criteria For Quality Concreterajasekhar.cheruvu8635Nessuna valutazione finora
- Concrete in Highway Engineering: International Series of Monographs in Civil EngineeringDa EverandConcrete in Highway Engineering: International Series of Monographs in Civil EngineeringValutazione: 4 su 5 stelle4/5 (5)
- MoHUPA Presentation - DR.K Roy - Dr.S.mukhopadhyaDocumento38 pagineMoHUPA Presentation - DR.K Roy - Dr.S.mukhopadhyamaheshNessuna valutazione finora
- Effect of Palm Oil Fuel Ash Fineness On Packing Effect and Pozzolanic Reaction of Blended Cement PasteDocumento9 pagineEffect of Palm Oil Fuel Ash Fineness On Packing Effect and Pozzolanic Reaction of Blended Cement PasteRameshNayakaNessuna valutazione finora
- Design of PavementDocumento82 pagineDesign of PavementRameshNayaka100% (1)
- Automating Road Construction Planning With A SpeciDocumento19 pagineAutomating Road Construction Planning With A SpeciRameshNayakaNessuna valutazione finora
- Irc 58 Plain Jointed Rigid Pavements Design HighwaysDocumento61 pagineIrc 58 Plain Jointed Rigid Pavements Design HighwaysMadhur Khandelwal100% (1)
- Materials 09 00318Documento12 pagineMaterials 09 00318MUHAMMED FAISALNessuna valutazione finora
- Lecture Building EE 3 ENG PDFDocumento71 pagineLecture Building EE 3 ENG PDFRameshNayakaNessuna valutazione finora
- Design of Rigid Pavement CC Road With M30Documento108 pagineDesign of Rigid Pavement CC Road With M30Ajay Singh100% (1)
- Ijet V3i6p64Documento16 pagineIjet V3i6p64International Journal of Engineering and TechniquesNessuna valutazione finora
- Guidebook Confined Masonry TS EnglishDocumento28 pagineGuidebook Confined Masonry TS EnglishRameshNayakaNessuna valutazione finora
- IRC 058 1988+Design+Rigid+PavementsDocumento47 pagineIRC 058 1988+Design+Rigid+PavementsShalini Mustala100% (2)
- Imp Report On Mortar As Grout Final ReportDocumento66 pagineImp Report On Mortar As Grout Final ReportRameshNayakaNessuna valutazione finora
- Rigid Pavement Design: 29.1.1 Modulus of Sub-Grade ReactionDocumento9 pagineRigid Pavement Design: 29.1.1 Modulus of Sub-Grade Reactionnageshkumarcs100% (1)
- Greenbuildingmaterials 161012050316 PDFDocumento34 pagineGreenbuildingmaterials 161012050316 PDFRameshNayakaNessuna valutazione finora
- Sustainability 02 01943 PDFDocumento26 pagineSustainability 02 01943 PDFRameshNayakaNessuna valutazione finora
- Effect of Steam Curing Cycles On Strength and Durability of SCC - A Case Study in Precast ConcreteDocumento7 pagineEffect of Steam Curing Cycles On Strength and Durability of SCC - A Case Study in Precast ConcreteRameshNayakaNessuna valutazione finora
- Best Practices For Preparing Manuscript Files For New Submission Interface 4.20.2018Documento2 pagineBest Practices For Preparing Manuscript Files For New Submission Interface 4.20.2018RameshNayakaNessuna valutazione finora
- The Effect of Curing Conditions On Compressive Strength of Ultra High PDFDocumento7 pagineThe Effect of Curing Conditions On Compressive Strength of Ultra High PDFRameshNayakaNessuna valutazione finora
- Effect of Steam Curing On Class C High-Volume Fly Ash Concrete Mixtures PDFDocumento6 pagineEffect of Steam Curing On Class C High-Volume Fly Ash Concrete Mixtures PDFRameshNayakaNessuna valutazione finora
- 2.b.2.5. Mechanical Properties of Reactive Powder Concrete Containing Mineral Admixtures Under Different Curing Regimes - 3 PDFDocumento9 pagine2.b.2.5. Mechanical Properties of Reactive Powder Concrete Containing Mineral Admixtures Under Different Curing Regimes - 3 PDFHammad SalahuddinNessuna valutazione finora
- Waffleslab 161011185607Documento28 pagineWaffleslab 161011185607RameshNayakaNessuna valutazione finora
- Mystery of 2,000-Year-Old Roman Concrete Solved by ScientistsDocumento2 pagineMystery of 2,000-Year-Old Roman Concrete Solved by ScientistsRameshNayakaNessuna valutazione finora
- W. H. Mosley, J. H. Bungey Reinforced Concrete Design 1991Documento202 pagineW. H. Mosley, J. H. Bungey Reinforced Concrete Design 1991Jack GallagherNessuna valutazione finora
- The Effect of Silica Fume and High-Volume Class C Fly Ash PDFDocumento7 pagineThe Effect of Silica Fume and High-Volume Class C Fly Ash PDFRameshNayakaNessuna valutazione finora
- Prism TestingDocumento10 paginePrism TestingRameshNayakaNessuna valutazione finora
- Prism TestingDocumento10 paginePrism TestingRameshNayakaNessuna valutazione finora
- IMP Construction Guide For Low Rise Confined Masonry BuildingsDocumento127 pagineIMP Construction Guide For Low Rise Confined Masonry BuildingsRameshNayakaNessuna valutazione finora
- 4.2 - Masonry Buildings Not Requiring Specific Engineering DesignDocumento58 pagine4.2 - Masonry Buildings Not Requiring Specific Engineering DesignRameshNayakaNessuna valutazione finora
- Design Guide EC6 18 September 2014Documento25 pagineDesign Guide EC6 18 September 2014Kojo AsareNessuna valutazione finora
- 500 MB Vs Surface AnalysisDocumento25 pagine500 MB Vs Surface AnalysisNelum PereraNessuna valutazione finora
- Lishen 2005Documento24 pagineLishen 2005Victor ValdiviaNessuna valutazione finora
- Instructions To StudentsDocumento58 pagineInstructions To StudentsNitish ShahNessuna valutazione finora
- De Thi HSG 12 AnhDocumento6 pagineDe Thi HSG 12 AnhkhoinhhNessuna valutazione finora
- GEN. - ED. - EXAM - DRILL - I - QA - Doc Filename - UTF-8''GEN. ED. EXAM DRILL I QADocumento7 pagineGEN. - ED. - EXAM - DRILL - I - QA - Doc Filename - UTF-8''GEN. ED. EXAM DRILL I QAJoey AltecheNessuna valutazione finora
- May2012 1 Quantitative Petrophysical Uncertainty Public PDFDocumento83 pagineMay2012 1 Quantitative Petrophysical Uncertainty Public PDFskywalk189Nessuna valutazione finora
- V-NOTCH en 04 V Notch Flow MetersDocumento5 pagineV-NOTCH en 04 V Notch Flow MetersSDLCNessuna valutazione finora
- CH 07 Ternary PhaseDocumento51 pagineCH 07 Ternary PhaseLucia SantosNessuna valutazione finora
- Climate and Soil in The Netherlands IndiesDocumento6 pagineClimate and Soil in The Netherlands IndiesScary CreaturesNessuna valutazione finora
- Trip-Sheet V1.2 by Drilling FormulasDocumento1 paginaTrip-Sheet V1.2 by Drilling FormulasLinheris SitompulNessuna valutazione finora
- Petroleum Geology Course Book (Practical)Documento22 paginePetroleum Geology Course Book (Practical)Davidandy67% (3)
- Planetary Geodesy and Its Mapping Using Gis: by Sourav Sangam 20520008 M.Tech, GeomaticsDocumento12 paginePlanetary Geodesy and Its Mapping Using Gis: by Sourav Sangam 20520008 M.Tech, GeomaticsSourav SangamNessuna valutazione finora
- ArcGIS 10.x Geology and MiningDocumento6 pagineArcGIS 10.x Geology and MiningMiguel Angel Zamora SilvaNessuna valutazione finora
- Buku GeologiDocumento20 pagineBuku GeologiAan FebrianNessuna valutazione finora
- Seker Sikunim InstructionsDocumento347 pagineSeker Sikunim InstructionsAnonymous yDrLHxP9Nessuna valutazione finora
- Well InformationDocumento17 pagineWell InformationMuhammad Abd-ElbasetNessuna valutazione finora
- Cone Penetration TestDocumento14 pagineCone Penetration Testgabriel chinechenduNessuna valutazione finora
- Rock Mass Grouting For Dams, An Observational Design ApproachDocumento13 pagineRock Mass Grouting For Dams, An Observational Design Approachmevice63Nessuna valutazione finora
- Seismic Lateral Earth Pressure On Basement and Retaining WallsDocumento2 pagineSeismic Lateral Earth Pressure On Basement and Retaining WallsapirakqNessuna valutazione finora
- Environmental Geology 2nd Edition Reichard Test Bank Full Chapter PDFDocumento33 pagineEnvironmental Geology 2nd Edition Reichard Test Bank Full Chapter PDFchristabeldienj30da100% (15)
- Unit-I Railway Engineering: Ballast & Fishplates)Documento39 pagineUnit-I Railway Engineering: Ballast & Fishplates)Gopi RajuNessuna valutazione finora
- Crowded Coasts Lesson 10Documento31 pagineCrowded Coasts Lesson 10hooriakhan68Nessuna valutazione finora
- Gamij - Stage Gate 15.05.14 PDFDocumento38 pagineGamij - Stage Gate 15.05.14 PDFShaRma ShuBhamNessuna valutazione finora
- SE. 2014 Result PDFDocumento421 pagineSE. 2014 Result PDFAnonymous GAtDm8Nessuna valutazione finora
- Apendice GeodynamicsDocumento232 pagineApendice GeodynamicsDiego Castillo Jaramillo100% (1)
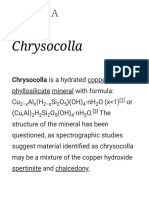
- Chrysocolla: Chrysocolla Is A Hydrated CopperDocumento9 pagineChrysocolla: Chrysocolla Is A Hydrated CoppermelprvnNessuna valutazione finora
- Seabed Scour Considerations For Offshore Wind Development On The Atlantic OcsDocumento152 pagineSeabed Scour Considerations For Offshore Wind Development On The Atlantic Ocsql21200% (1)
- Closed-Face Tunnelling Machines and Ground StabilityDocumento14 pagineClosed-Face Tunnelling Machines and Ground Stabilitygioinfra India0% (1)
- Well Logging 2Documento32 pagineWell Logging 2Irish Pales CosidonNessuna valutazione finora
- 55 CGPB Meeting: National Geophysical Mapping An Important Input in Base Line Geoscience DataDocumento14 pagine55 CGPB Meeting: National Geophysical Mapping An Important Input in Base Line Geoscience DatadvksravyaNessuna valutazione finora