Potrebbero piacerti anche
- Finite Element Analysis and Design of Steel and Steel–Concrete Composite BridgesDa EverandFinite Element Analysis and Design of Steel and Steel–Concrete Composite BridgesNessuna valutazione finora
- Connections: Best Tips of The 21st CenturyDocumento4 pagineConnections: Best Tips of The 21st Centurysymon ellimac100% (1)
- Connection CostsDocumento3 pagineConnection CostsShajit KumarNessuna valutazione finora
- Steel DetailerDocumento3 pagineSteel DetailerKooroshNessuna valutazione finora
- AISC - Splice ConferenceDocumento4 pagineAISC - Splice ConferenceKamal HalawiNessuna valutazione finora
- Bolt Spec ReviewDocumento2 pagineBolt Spec ReviewameensderajNessuna valutazione finora
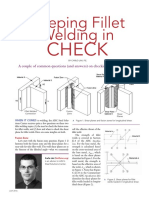
- Keeping Fillet Welding in CheckDocumento2 pagineKeeping Fillet Welding in CheckdavidNessuna valutazione finora
- Quality Assurance For Structural Engineering Firms: Clifford SchwingerDocumento21 pagineQuality Assurance For Structural Engineering Firms: Clifford Schwingerash_hanamant4143Nessuna valutazione finora
- Site FixesDocumento4 pagineSite FixesBalaji SampathNessuna valutazione finora
- Aisc JournalDocumento90 pagineAisc JournalRene BermudezNessuna valutazione finora
- Al Steel Buildings: Design Guide 1, 2Nd EditionDocumento14 pagineAl Steel Buildings: Design Guide 1, 2Nd EditionINNOBUNo7100% (1)
- Steel Jacketing As Seismic Retrofitting Technique FINALDocumento11 pagineSteel Jacketing As Seismic Retrofitting Technique FINALMontemayor, Diether D.Nessuna valutazione finora
- Cold-Formed Steel Design: Wei-Wen Yu, PH.D., P.EDocumento5 pagineCold-Formed Steel Design: Wei-Wen Yu, PH.D., P.ESaylittle PrayerNessuna valutazione finora
- SHS WeldingDocumento42 pagineSHS Weldingsleepyhead1984100% (2)
- Steelwise PDFDocumento3 pagineSteelwise PDFFourHorsemenNessuna valutazione finora
- Detailing StandardsDocumento31 pagineDetailing StandardsJovito EdillonNessuna valutazione finora
- Struc Steel Erection AidsDocumento3 pagineStruc Steel Erection AidsSridhar MaharajaNessuna valutazione finora
- Structural Steel BoltsDocumento7 pagineStructural Steel BoltsMark OglesbyNessuna valutazione finora
- Section 7 Structural Elements of Low-Rise Buildings Material and FunctionDocumento33 pagineSection 7 Structural Elements of Low-Rise Buildings Material and Functionمحمد العلي100% (1)
- A Design Guide For Bracing Cold-Formed Steel StructuresDocumento10 pagineA Design Guide For Bracing Cold-Formed Steel StructuresSaravanan SilambanNessuna valutazione finora
- ASCE 7 10 Vs ASCE 7 16 1657453966Documento53 pagineASCE 7 10 Vs ASCE 7 16 1657453966MANOJNessuna valutazione finora
- Weld Symbols PDFDocumento2 pagineWeld Symbols PDFSwagat MohapatraNessuna valutazione finora
- Engineering For Steel ConstructionDocumento2 pagineEngineering For Steel ConstructionBiju Muttathukatil0% (1)
- Constructability of Embedded Steel Plates in CIP ConcreteDocumento7 pagineConstructability of Embedded Steel Plates in CIP ConcreteimranNessuna valutazione finora
- CH4 - Construction LoadsDocumento14 pagineCH4 - Construction LoadsRodelNessuna valutazione finora
- Sherman - Extended Shear TabsDocumento148 pagineSherman - Extended Shear TabsRohan KarandeNessuna valutazione finora
- Simple Shear Connections SteelwiseDocumento4 pagineSimple Shear Connections SteelwiseAnil K Vishwa100% (1)
- Connections in Steel 6 PDFDocumento624 pagineConnections in Steel 6 PDFKosnendi Putropranoto50% (2)
- SpliceDocumento17 pagineSpliceSh MNNessuna valutazione finora
- Column Design Procedure PDFDocumento26 pagineColumn Design Procedure PDFTamilNessuna valutazione finora
- Aisc TearoutsDocumento11 pagineAisc Tearoutsclam2014Nessuna valutazione finora
- Introduction To The Economics of Structural SteelworkDocumento156 pagineIntroduction To The Economics of Structural SteelworkCharles AjayiNessuna valutazione finora
- Steelwise: The New Groove Weld SymbolDocumento2 pagineSteelwise: The New Groove Weld SymbolSridhar MaharajaNessuna valutazione finora
- CodeStandardPractice8E Jun 3 2016Documento62 pagineCodeStandardPractice8E Jun 3 2016shakirhamid6687Nessuna valutazione finora
- Astm A992Documento2 pagineAstm A992Harley Ilave IlaveNessuna valutazione finora
- Night School 23 Session 4Documento79 pagineNight School 23 Session 4Luis CortesNessuna valutazione finora
- Connection Summer 2015Documento23 pagineConnection Summer 2015frankytgNessuna valutazione finora
- Quality Assured Steel Bridge Fabrication and Erection: September 2008Documento23 pagineQuality Assured Steel Bridge Fabrication and Erection: September 2008amir0% (1)
- Some Info On TrussesDocumento9 pagineSome Info On TrussesameensderajNessuna valutazione finora
- SteelDoc 05 2007Documento67 pagineSteelDoc 05 2007hitm357Nessuna valutazione finora
- Detailing For Erector's Safety and EfficiencyDocumento31 pagineDetailing For Erector's Safety and Efficiencythe_dehumanizerNessuna valutazione finora
- Aashto Steel - Bridge ManualDocumento72 pagineAashto Steel - Bridge Manualnctfat0502Nessuna valutazione finora
- PCI 6th Edition - Headed Concrete Anchors (HCA)Documento104 paginePCI 6th Edition - Headed Concrete Anchors (HCA)Adi SutrisnoNessuna valutazione finora
- 30 Good Rules For Connections DesignDocumento4 pagine30 Good Rules For Connections Designมานะ จรูญพงษ์ศักดิ์Nessuna valutazione finora
- Steel Detailing Practices in The Philippines - GuerreroDocumento11 pagineSteel Detailing Practices in The Philippines - GuerreroRichard Fallega100% (1)
- 98 Tips: For DesigningDocumento6 pagine98 Tips: For DesigningKarthikeyan KrishNessuna valutazione finora
- RSC IFramingDocumento17 pagineRSC IFramingalmira cadoresNessuna valutazione finora
- Substantiation Is NeededDocumento4 pagineSubstantiation Is NeededmarklesterNessuna valutazione finora
- 98 Tips For Designing Structural SteelDocumento5 pagine98 Tips For Designing Structural Steelklynchelle100% (2)
- Design & Detail Col Base PlateDocumento19 pagineDesign & Detail Col Base PlateJoel MooreNessuna valutazione finora
- Column Base Plates DesignDocumento19 pagineColumn Base Plates Designccbserialk80% (5)
- ValueengrDocumento23 pagineValueengrredinezNessuna valutazione finora
- Designing For Structural Form SteelDocumento374 pagineDesigning For Structural Form SteelraniepaulNessuna valutazione finora
- Design ManualDocumento867 pagineDesign Manualvijaystructural83% (6)
- 2010v09 98 TipsDocumento6 pagine2010v09 98 Tipsvenkatesh19701Nessuna valutazione finora
- Economical Use of Cambered Steel Beams For DesignDocumento20 pagineEconomical Use of Cambered Steel Beams For DesigntaosyeNessuna valutazione finora
- 98 Tips For Designing Structural SteelDocumento6 pagine98 Tips For Designing Structural SteelVinod Kumar ReddyNessuna valutazione finora
- Steel Deck 1Documento47 pagineSteel Deck 1Kiếm Trần HoànNessuna valutazione finora
- Exposed Steel: ArchitecturallyDocumento16 pagineExposed Steel: Architecturallykip099Nessuna valutazione finora
- 40 KnotsDocumento2 pagine40 KnotshoustonhimselfNessuna valutazione finora
- Charpy Impact Testing - WJ - 1977 - 04 - s119Documento7 pagineCharpy Impact Testing - WJ - 1977 - 04 - s119houstonhimselfNessuna valutazione finora
- Bridge Design Eurocodes Worked Examples Annex OnlyDocumento150 pagineBridge Design Eurocodes Worked Examples Annex OnlyhoustonhimselfNessuna valutazione finora
- Research Letter: Properties of Reinforced Concrete Steel Rebars Exposed To High TemperaturesDocumento5 pagineResearch Letter: Properties of Reinforced Concrete Steel Rebars Exposed To High TemperaturesCarlos BernabeNessuna valutazione finora
- CLASS NOTES Chap 10 1 Bond & AnchorageDocumento13 pagineCLASS NOTES Chap 10 1 Bond & Anchoragekohatian27796105Nessuna valutazione finora
- Bent Stud Capacity For Composite SlabsDocumento5 pagineBent Stud Capacity For Composite SlabshoustonhimselfNessuna valutazione finora
- Paper AirplaneDocumento2 paginePaper AirplanehoustonhimselfNessuna valutazione finora
- The ONE Thing PDFDocumento10 pagineThe ONE Thing PDFhoustonhimselfNessuna valutazione finora
- Team Startup ChecklistDocumento1 paginaTeam Startup ChecklisthoustonhimselfNessuna valutazione finora
- Ati 2205 Tds en v4Documento6 pagineAti 2205 Tds en v4houstonhimselfNessuna valutazione finora
- Arc Blow Prevention On BeamsDocumento2 pagineArc Blow Prevention On BeamshoustonhimselfNessuna valutazione finora
- Recycling With Kimble GuideDocumento2 pagineRecycling With Kimble GuidehoustonhimselfNessuna valutazione finora
- Iso 965-1 (2009) Addendum PDFDocumento2 pagineIso 965-1 (2009) Addendum PDFhoustonhimselfNessuna valutazione finora
- Allowable Loads For Shear ConnectorsDocumento11 pagineAllowable Loads For Shear ConnectorshoustonhimselfNessuna valutazione finora
- Development Length of Reinforcing Bars - Need To Revise Indian Code ProvisionsDocumento8 pagineDevelopment Length of Reinforcing Bars - Need To Revise Indian Code ProvisionsAvijitNessuna valutazione finora
- Recycling With Kimble GuideDocumento2 pagineRecycling With Kimble GuidehoustonhimselfNessuna valutazione finora
- CISC Steel Design - Bolt Erection ClearancesDocumento1 paginaCISC Steel Design - Bolt Erection ClearanceshoustonhimselfNessuna valutazione finora
- 07AcceleratedBridgeConstruction PDFDocumento40 pagine07AcceleratedBridgeConstruction PDFNyak NantaNessuna valutazione finora
- D Chiew SP - ConSteel Seminar - 6aug14 PDFDocumento38 pagineD Chiew SP - ConSteel Seminar - 6aug14 PDFSimon LsmNessuna valutazione finora
- 10 CFR Part 21 Draft Regulatory Basis 2015Documento34 pagine10 CFR Part 21 Draft Regulatory Basis 2015houstonhimselfNessuna valutazione finora
- Precast Concrete Pier Systems in Seismic Regions - 2005 PDFDocumento308 paginePrecast Concrete Pier Systems in Seismic Regions - 2005 PDFhoustonhimselfNessuna valutazione finora
- Disclosure To Promote The Right To InformationDocumento66 pagineDisclosure To Promote The Right To Information2313400% (1)
- D Chiew SP - ConSteel Seminar - 6aug14 PDFDocumento38 pagineD Chiew SP - ConSteel Seminar - 6aug14 PDFSimon LsmNessuna valutazione finora
- CFR 2018 Title48 Vol2 Sec52 225 10Documento2 pagineCFR 2018 Title48 Vol2 Sec52 225 10houstonhimselfNessuna valutazione finora
- Essential Skills Required For Successful House Renovation and ResaleDocumento13 pagineEssential Skills Required For Successful House Renovation and ResalehoustonhimselfNessuna valutazione finora
- Moment of Inertia (Graphics)Documento32 pagineMoment of Inertia (Graphics)NanowordNessuna valutazione finora
- Basketball Practice PlansDocumento48 pagineBasketball Practice PlansmgcrolNessuna valutazione finora
- League Tables Sep 2011Documento2 pagineLeague Tables Sep 2011houstonhimselfNessuna valutazione finora
- Critical Things Great Leaders Do DifferentlyDocumento5 pagineCritical Things Great Leaders Do DifferentlyhoustonhimselfNessuna valutazione finora
- AAB - Example Problems HandoutDocumento217 pagineAAB - Example Problems HandoutM Refaat Fath100% (1)
- Fixings BrochureDocumento92 pagineFixings BrochureMatt GreeneNessuna valutazione finora
- Composite Construction MethodsDocumento33 pagineComposite Construction Methodscristian santillanNessuna valutazione finora
- AITECH-Accredited Technology Nov. 2019Documento12 pagineAITECH-Accredited Technology Nov. 2019Jesus Villaflor Jr.100% (1)
- Coco ScraperDocumento53 pagineCoco Scraperretech33% (3)
- 03 Steel Roof DesignDocumento31 pagine03 Steel Roof DesignvarunNessuna valutazione finora
- 4-Storey Steel Structure Residential Building: Toe Myint Naing Curtin Malaysia InternDocumento26 pagine4-Storey Steel Structure Residential Building: Toe Myint Naing Curtin Malaysia InternMg ToecherrymyayNessuna valutazione finora
- FRAMECAD Company ProfileDocumento12 pagineFRAMECAD Company Profiledeepak_karna_10% (1)
- Roeder (1999) - Shear Connector Requirements For Embedded Steel Sections PDFDocumento10 pagineRoeder (1999) - Shear Connector Requirements For Embedded Steel Sections PDFTeodora BogdanNessuna valutazione finora
- ITW Buildex Catalogue 2010-2011Documento48 pagineITW Buildex Catalogue 2010-2011Nugraha BintangNessuna valutazione finora
- Site Report: Light House Project (PM Awas Vikas Yojana)Documento10 pagineSite Report: Light House Project (PM Awas Vikas Yojana)sudeepNessuna valutazione finora
- Holorib gndf3Documento12 pagineHolorib gndf3_jessecaNessuna valutazione finora
- Statement Method A5Documento23 pagineStatement Method A5Thang HongNessuna valutazione finora
- Residential Steel Frame Building Case StudyDocumento29 pagineResidential Steel Frame Building Case Studyprajoshi62Nessuna valutazione finora
- Landside Fac BOQ-FinalDocumento22 pagineLandside Fac BOQ-FinalIzo SeremNessuna valutazione finora
- Fema 172part2Documento85 pagineFema 172part2Lakeisha RamosNessuna valutazione finora
- Library Database Updated 2010Documento281 pagineLibrary Database Updated 2010edmanuel0216100% (1)
- PDS RAM Structural System LTR EN LRDocumento2 paginePDS RAM Structural System LTR EN LRGerman HangNessuna valutazione finora
- Internship Report 17l-4621 2020Documento33 pagineInternship Report 17l-4621 2020Mirza TalhaNessuna valutazione finora
- FLOORING - Installation ManualDocumento28 pagineFLOORING - Installation ManualAlex GeronaNessuna valutazione finora
- Portfolio 2021 8.5x11 - 11x17Documento38 paginePortfolio 2021 8.5x11 - 11x17LoganNessuna valutazione finora
- Linea Oblique Weatherboard Vertical Technical SpecificationDocumento40 pagineLinea Oblique Weatherboard Vertical Technical SpecificationVaughn Joseph TarimanNessuna valutazione finora
- Facades and InterfacesDocumento22 pagineFacades and InterfaceshkatniwalaNessuna valutazione finora
- Global PEB S&S - PresentationDocumento10 pagineGlobal PEB S&S - PresentationswapnilNessuna valutazione finora
- RVR-Building Tech. 3 - Steel Construction - Ppt. PresentationDocumento47 pagineRVR-Building Tech. 3 - Steel Construction - Ppt. Presentationtoyi kamiNessuna valutazione finora
- Etabs TablesDocumento5 pagineEtabs TablesWilsonNessuna valutazione finora
- catalog for expandable house folding container house - 英文版Documento36 paginecatalog for expandable house folding container house - 英文版mau phoiNessuna valutazione finora
- Sfty100 Investigation ReportDocumento8 pagineSfty100 Investigation ReportDoms DominguezNessuna valutazione finora
- Project Cost SampleDocumento24 pagineProject Cost SampleSebastian Garcia100% (1)
- Chapter 17 Light-Gauge Steel ConstructionDocumento16 pagineChapter 17 Light-Gauge Steel ConstructionFrancis AncoNessuna valutazione finora
- Recommendations For Structural GroutingDocumento6 pagineRecommendations For Structural GroutingwahbiaNessuna valutazione finora