Potrebbero piacerti anche
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- How to process large amounts of tin-containing gold recovery wasteDocumento11 pagineHow to process large amounts of tin-containing gold recovery wastegustavus1Nessuna valutazione finora
- 2002000-Piping Material SpecificationsDocumento63 pagine2002000-Piping Material SpecificationsRaju NaiduNessuna valutazione finora
- CrystalDocumento2 pagineCrystalAduchelab AdamsonuniversityNessuna valutazione finora
- Alcohol, Ether & Phenol: Chapter Practice ProblemsDocumento6 pagineAlcohol, Ether & Phenol: Chapter Practice ProblemsAtharva GanjuNessuna valutazione finora
- Types of Cementitious MaterialsDocumento9 pagineTypes of Cementitious MaterialsLorna BacligNessuna valutazione finora
- PPM or ORP Which Should Be UsedDocumento6 paginePPM or ORP Which Should Be UsedmairaaguilarNessuna valutazione finora
- Us 7579511Documento10 pagineUs 7579511Mochamad Abdul MalikNessuna valutazione finora
- Us 5221800Documento7 pagineUs 5221800Mochamad Abdul MalikNessuna valutazione finora
- 28-9: B62 WEE 2254mm: Iii" Jame 22, 1971 Seiya Otanl EtalDocumento8 pagine28-9: B62 WEE 2254mm: Iii" Jame 22, 1971 Seiya Otanl EtalMochamad Abdul MalikNessuna valutazione finora
- Us 2533245Documento8 pagineUs 2533245Mochamad Abdul MalikNessuna valutazione finora
- Us 5189233Documento3 pagineUs 5189233Mochamad Abdul MalikNessuna valutazione finora
- Us 5221800Documento7 pagineUs 5221800Mochamad Abdul MalikNessuna valutazione finora
- US patent for efficient process to make pure salicylic acidDocumento6 pagineUS patent for efficient process to make pure salicylic acidMochamad Abdul MalikNessuna valutazione finora
- Us 1869521Documento5 pagineUs 1869521Mochamad Abdul MalikNessuna valutazione finora
- BpsfileDocumento5 pagineBpsfileMochamad Abdul MalikNessuna valutazione finora
- 397 440 1 SM 1Documento9 pagine397 440 1 SM 1Mochamad Abdul MalikNessuna valutazione finora
- 397 440 1 SM 1Documento9 pagine397 440 1 SM 1Mochamad Abdul MalikNessuna valutazione finora
- Kel10 - Determination of Major and Trace Elements in Six HerbalDocumento4 pagineKel10 - Determination of Major and Trace Elements in Six HerbalMochamad Abdul MalikNessuna valutazione finora
- Song For FriendsDocumento2 pagineSong For FriendsMochamad Abdul MalikNessuna valutazione finora
- Science 11 ReviewerDocumento10 pagineScience 11 ReviewerArgie MabagNessuna valutazione finora
- Orange Book Approved Drug Products With Therapeutic Equivalence EvaluationsDocumento280 pagineOrange Book Approved Drug Products With Therapeutic Equivalence EvaluationspruthvishNessuna valutazione finora
- TS - X Chemistry All DCEB Papers Chapter Wise Academic Standard Wise Prefinal - I & 2 QuestionsDocumento40 pagineTS - X Chemistry All DCEB Papers Chapter Wise Academic Standard Wise Prefinal - I & 2 Questionsc18180707Nessuna valutazione finora
- Optimization of Natural Dye Extraction From Basella Alba Linn. (Alugbate) FRUITSDocumento35 pagineOptimization of Natural Dye Extraction From Basella Alba Linn. (Alugbate) FRUITSDante Jr. BitoonNessuna valutazione finora
- Company Profile & ProductsDocumento40 pagineCompany Profile & ProductsMohit Agarwal100% (1)
- Practical 3Documento6 paginePractical 3Cik ZulaikhaNessuna valutazione finora
- Chemical Properties of SoilDocumento74 pagineChemical Properties of SoilGenesis Joy MarbellaNessuna valutazione finora
- Horticulture I - Unit C 6Documento69 pagineHorticulture I - Unit C 6api-279806117Nessuna valutazione finora
- Self Assessment Answers 19 Asal Chem CBDocumento3 pagineSelf Assessment Answers 19 Asal Chem CBRonit KhannaNessuna valutazione finora
- 2023 CHEM P6 ID TableDocumento2 pagine2023 CHEM P6 ID TableHendry RaoNessuna valutazione finora
- Surfactants - Fundamental Properties and Applications (1) (Autosaved)Documento28 pagineSurfactants - Fundamental Properties and Applications (1) (Autosaved)SHRAWAN KUMAR JAISWALNessuna valutazione finora
- FSX 414 Weld Wire PDFDocumento1 paginaFSX 414 Weld Wire PDFJ. BangjakNessuna valutazione finora
- Ethylene Vinyl Acetate WikipediaDocumento4 pagineEthylene Vinyl Acetate WikipediaxiaoboshiNessuna valutazione finora
- Semiconductors CH14 Part 1Documento16 pagineSemiconductors CH14 Part 1Rishab SharmaNessuna valutazione finora
- API660 Heat ExchanerDocumento2 pagineAPI660 Heat ExchanerTristan Irvin AsiNessuna valutazione finora
- Urea Formaldehyde ResinDocumento14 pagineUrea Formaldehyde ResinKirtan PatelNessuna valutazione finora
- Baking SodaDocumento1 paginaBaking SodaSevenNessuna valutazione finora
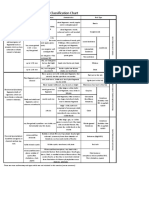
- EESB15 Sedimentary Rock Classification Chart Used (Guide)Documento1 paginaEESB15 Sedimentary Rock Classification Chart Used (Guide)Kristika RaguthasNessuna valutazione finora
- Toyota Forklift FBM 16-20-25 30 Repair ManualDocumento22 pagineToyota Forklift FBM 16-20-25 30 Repair Manualdrroybarreramd141203wcr100% (109)
- Gas Sensors A ReviewDocumento15 pagineGas Sensors A ReviewThành Nhân ĐặngNessuna valutazione finora
- Grevillea RobustaDocumento6 pagineGrevillea RobustaJeyabalaganesh GNessuna valutazione finora
- Cement Manufacturing ProcessesDocumento56 pagineCement Manufacturing ProcessesKian MoradosNessuna valutazione finora
- A Reactive Distillation Process For Co-Hydrotreating of Non-Edible Vegetable Oils and Petro-Diesel Blends To Produce Green Diesel FuelDocumento64 pagineA Reactive Distillation Process For Co-Hydrotreating of Non-Edible Vegetable Oils and Petro-Diesel Blends To Produce Green Diesel FuelAnel MamaniNessuna valutazione finora
- Fertilizer SpecificationsDocumento25 pagineFertilizer SpecificationsRachit AgrawalNessuna valutazione finora