Potrebbero piacerti anche
- Storage Tank PDFDocumento16 pagineStorage Tank PDFEngineering100% (1)
- 16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsDa Everand16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsValutazione: 4 su 5 stelle4/5 (1)
- Scope of Work-Fabrication of Pressure VesselsDocumento3 pagineScope of Work-Fabrication of Pressure VesselsAsad Khan100% (2)
- Weld Repair Rev. 1Documento3 pagineWeld Repair Rev. 1vinas kusdinarNessuna valutazione finora
- Welding of Ferritic CreepDocumento3 pagineWelding of Ferritic CreepMuhammed SulfeekNessuna valutazione finora
- Heat Treatment of SteelsDocumento9 pagineHeat Treatment of SteelsEhsan KhanNessuna valutazione finora
- PipesDocumento37 paginePipesGautam BhardwajNessuna valutazione finora
- Cat 3616 Parts Manual PDFDocumento279 pagineCat 3616 Parts Manual PDFJazzOlveNessuna valutazione finora
- 1) JOB PROCEDURE For Tank Fabrication and Erection of HPCLDocumento15 pagine1) JOB PROCEDURE For Tank Fabrication and Erection of HPCLsenthilkumarsk88% (8)
- Bhel Welding GuidelinesDocumento64 pagineBhel Welding Guidelinesashutoshsachan100% (3)
- Fuel System For UD Tractor GWE 370Documento7 pagineFuel System For UD Tractor GWE 370Bui Xuan Duc100% (1)
- Welder Qualifications and The ASME CodeDocumento2 pagineWelder Qualifications and The ASME CodeWaqas WaqasNessuna valutazione finora
- Linde HeavyDutyMotors PDFDocumento44 pagineLinde HeavyDutyMotors PDFAndre StorianNessuna valutazione finora
- Quality Control Procedure Strcture-SSDocumento16 pagineQuality Control Procedure Strcture-SSKamran AliNessuna valutazione finora
- National Iranian Gas Company IGAT 5 Gas Compressor Stations: 602-106-TSH-VD-015 Rev. 0 PWHT ProcedureDocumento9 pagineNational Iranian Gas Company IGAT 5 Gas Compressor Stations: 602-106-TSH-VD-015 Rev. 0 PWHT ProcedurewiNessuna valutazione finora
- Pala HidraulicaDocumento163 paginePala HidraulicaBerato Ramirez T100% (10)
- Holding Down Bolt Design To PDFDocumento5 pagineHolding Down Bolt Design To PDFMan HongNessuna valutazione finora
- QC Dossier 1Documento1 paginaQC Dossier 1VishnuGKNessuna valutazione finora
- Tube To Tube SheetDocumento9 pagineTube To Tube Sheetcmpatel_00100% (2)
- Reapir and Altertaion Section 8Documento52 pagineReapir and Altertaion Section 8waqas pirachaNessuna valutazione finora
- Pressure Vessel Fabrication - Int Dist Training 7-30-09Documento41 paginePressure Vessel Fabrication - Int Dist Training 7-30-09Mostafa Abd El Alem100% (2)
- TDC PP742 F2Documento3 pagineTDC PP742 F2Arjun PrajapatiNessuna valutazione finora
- Equipment Design and Cost Estimation For Small Modular BiomassDocumento117 pagineEquipment Design and Cost Estimation For Small Modular Biomassapi-3799861100% (4)
- ASME Pressure VesselDocumento13 pagineASME Pressure Vesselamechmar5935Nessuna valutazione finora
- Design Consideration For Internal Welding Attachments in Clad Pressure VesselsDocumento6 pagineDesign Consideration For Internal Welding Attachments in Clad Pressure VesselsJose ManuelNessuna valutazione finora
- Huawei B310s 927 Quick Start GuideDocumento20 pagineHuawei B310s 927 Quick Start Guideco_stel817842100% (1)
- I Object: Repair Procedure For Tank BottomDocumento6 pagineI Object: Repair Procedure For Tank BottomZouhair BenmabroukNessuna valutazione finora
- Welding TerminologyDocumento18 pagineWelding Terminologymahi1437100% (1)
- HPCL STD Spec For Storage TanksDocumento16 pagineHPCL STD Spec For Storage TanksnagtummalaNessuna valutazione finora
- TDC 004 CS Fittings r0Documento1 paginaTDC 004 CS Fittings r0samkarthik47Nessuna valutazione finora
- Sphere Design and Thickness Calculation (Div 2)Documento6 pagineSphere Design and Thickness Calculation (Div 2)Asad KhanNessuna valutazione finora
- Dust Collector Installation ProcedureDocumento9 pagineDust Collector Installation Procedureadil shidiq100% (1)
- ASMESectionVIIIDivision1 WeldNeckFlangeCalc PDFDocumento8 pagineASMESectionVIIIDivision1 WeldNeckFlangeCalc PDFLisa MaloneNessuna valutazione finora
- Handbook MetrodeDocumento371 pagineHandbook Metrodejf2587Nessuna valutazione finora
- Blasting Gallery MethodDocumento65 pagineBlasting Gallery MethodAshwin Tiwari50% (2)
- Storage TankDocumento16 pagineStorage TankEngineeringNessuna valutazione finora
- Engine JXH6DDocumento2 pagineEngine JXH6Dcesar0% (1)
- B2020-TDC-VF-009 Vessel Fabrication R0Documento5 pagineB2020-TDC-VF-009 Vessel Fabrication R0Ramalingam PrabhakaranNessuna valutazione finora
- Method Statement For Titanium PipeworkDocumento3 pagineMethod Statement For Titanium Pipeworkprem nautiyalNessuna valutazione finora
- Hydro Testing + Post Weld Heat TreatmentDocumento20 pagineHydro Testing + Post Weld Heat TreatmentRafia ZafarNessuna valutazione finora
- GENERAL Specification Piping Fabrication and Pressure TestingDocumento49 pagineGENERAL Specification Piping Fabrication and Pressure Testingalizadeh2222100% (2)
- GTS-PP-120: 3 LayerDocumento2 pagineGTS-PP-120: 3 Layershoaib1985100% (1)
- Thermite Rail Welding Caltrain StandardDocumento7 pagineThermite Rail Welding Caltrain StandardPeem'zPlNessuna valutazione finora
- Tubular Diffusers Data PDFDocumento12 pagineTubular Diffusers Data PDFKaith GallegoNessuna valutazione finora
- Reciprocating Pump (Api 674-2Nd) Data Sheet Si Units: GeneralDocumento10 pagineReciprocating Pump (Api 674-2Nd) Data Sheet Si Units: GeneraltxagusNessuna valutazione finora
- WI-INSP-04 R0 Work Instruction-Agitator InspDocumento2 pagineWI-INSP-04 R0 Work Instruction-Agitator InspRakesh MishraNessuna valutazione finora
- The NEW Company ProfileDocumento26 pagineThe NEW Company ProfilewisandhaNessuna valutazione finora
- Er 100 S 1Documento1 paginaEr 100 S 1Oliver Quezada Inostroza100% (1)
- DCP Nde DV 297 HLT 01Documento7 pagineDCP Nde DV 297 HLT 01Chandrasekhar mishraNessuna valutazione finora
- Bangladesh MGI 300TD Continuous Polyester Production Line Bottle FlakeDocumento44 pagineBangladesh MGI 300TD Continuous Polyester Production Line Bottle Flakeswapon kumar shillNessuna valutazione finora
- Boroscope InspectiónDocumento14 pagineBoroscope InspectiónXiomara Hurtado FloresNessuna valutazione finora
- Manual Torque WrenchDocumento2 pagineManual Torque WrenchVipul ShahNessuna valutazione finora
- CSWIPDocumento9 pagineCSWIPAbdul KhaliqNessuna valutazione finora
- 9.Mb21 5f Externally Finned TubesDocumento4 pagine9.Mb21 5f Externally Finned Tubesyulianus_srNessuna valutazione finora
- TDC 1150Documento3 pagineTDC 1150shazanNessuna valutazione finora
- Pig Launcher Fabrication Activity PlanDocumento1 paginaPig Launcher Fabrication Activity PlanbeqsNessuna valutazione finora
- Guideline For Welding P91Documento44 pagineGuideline For Welding P91Howo4DieNessuna valutazione finora
- Inspection and Test Plan For Pressure Vessel - Important PointsDocumento21 pagineInspection and Test Plan For Pressure Vessel - Important PointsNorman MoralesNessuna valutazione finora
- 17.no Deviation CertificateDocumento1 pagina17.no Deviation Certificatedox4useNessuna valutazione finora
- CCUG P91 Fabrication Guidelines Dave Buzza-1Documento22 pagineCCUG P91 Fabrication Guidelines Dave Buzza-1Ranjith KumarNessuna valutazione finora
- Post Weld Heat Treatment Procedure: Doc No: STS/QAC/SOP/12Documento18 paginePost Weld Heat Treatment Procedure: Doc No: STS/QAC/SOP/12mohd as shahiddin jafriNessuna valutazione finora
- Sec-Visual Inspection Report For Boiler Pressure Parts Lower Panels (Unit - #6)Documento5 pagineSec-Visual Inspection Report For Boiler Pressure Parts Lower Panels (Unit - #6)حمودي معز100% (2)
- P1 Group Pipe Purging ProcedureDocumento2 pagineP1 Group Pipe Purging Procedurembrush810Nessuna valutazione finora
- Inspection & Test Plan: Dangote Oil Refinery CompanyDocumento7 pagineInspection & Test Plan: Dangote Oil Refinery CompanyGowtham VenkatNessuna valutazione finora
- C C CCCCCCCCCCCC C CDocumento62 pagineC C CCCCCCCCCCCC C CGaurav VashishtNessuna valutazione finora
- Hydro Test ReportDocumento2 pagineHydro Test ReportAnonymous a8oga83Nessuna valutazione finora
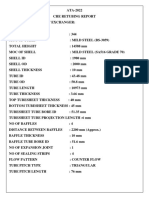
- CHE Retubing ReportDocumento29 pagineCHE Retubing ReportRajesh KtrNessuna valutazione finora
- Guideline On Fabrication (Railway Bridge Code)Documento10 pagineGuideline On Fabrication (Railway Bridge Code)amawauceNessuna valutazione finora
- Guidlines20190717 77133 nkk2w8Documento13 pagineGuidlines20190717 77133 nkk2w8Mahakaal EngineeringNessuna valutazione finora
- SOW - Repair of Ex Unit 1 Turbine CasingR1Documento5 pagineSOW - Repair of Ex Unit 1 Turbine CasingR1neiltaneo96Nessuna valutazione finora
- Technical Specifications For Reduction Retort Bottom SectionDocumento5 pagineTechnical Specifications For Reduction Retort Bottom SectionSharat ChandraNessuna valutazione finora
- Plumbing 1. General: 4.2.1 The Contractor Shall Check All Dimensions From The Drawings With The Site ConditionDocumento4 paginePlumbing 1. General: 4.2.1 The Contractor Shall Check All Dimensions From The Drawings With The Site ConditionafinaNessuna valutazione finora
- GAPS Guidelines: Solvent Recovery With Activated CarbonDocumento7 pagineGAPS Guidelines: Solvent Recovery With Activated CarbonAsad KhanNessuna valutazione finora
- Sample N-488: Gap.12.5.1.aDocumento2 pagineSample N-488: Gap.12.5.1.aAsad KhanNessuna valutazione finora
- GAPS Guidelines: Converting Wet Pipe Systems To Dry Pipe Systems For Energy ConservationDocumento3 pagineGAPS Guidelines: Converting Wet Pipe Systems To Dry Pipe Systems For Energy ConservationAsad KhanNessuna valutazione finora
- Glossary: GAP.12.0.3.BDocumento1 paginaGlossary: GAP.12.0.3.BAsad KhanNessuna valutazione finora
- EcoDocumento2 pagineEcoAsad KhanNessuna valutazione finora
- GAPS Guidelines: Emergency Engine MaintenanceDocumento4 pagineGAPS Guidelines: Emergency Engine MaintenanceAsad KhanNessuna valutazione finora
- GAPS Guidelines: Solvent Vapor DegreasingDocumento11 pagineGAPS Guidelines: Solvent Vapor DegreasingAsad KhanNessuna valutazione finora
- Ammonia Hazards Checklist: GAP.7.2.1.2.ADocumento2 pagineAmmonia Hazards Checklist: GAP.7.2.1.2.AAsad KhanNessuna valutazione finora
- TCDocumento2 pagineTCAsad KhanNessuna valutazione finora
- GAPS Guidelines: Maintenance Program ElementsDocumento17 pagineGAPS Guidelines: Maintenance Program ElementsAsad KhanNessuna valutazione finora
- Glossary: GAP.2.0.9.1.ADocumento1 paginaGlossary: GAP.2.0.9.1.AAsad KhanNessuna valutazione finora
- GAPS Guidelines: Drop-In-Pressure Waterflow AlarmsDocumento2 pagineGAPS Guidelines: Drop-In-Pressure Waterflow AlarmsAsad KhanNessuna valutazione finora
- GAPS Guidelines: Fire Protection and Security SurveillanceDocumento4 pagineGAPS Guidelines: Fire Protection and Security SurveillanceAsad KhanNessuna valutazione finora
- GAPS Guidelines: Emergency Action PlansDocumento25 pagineGAPS Guidelines: Emergency Action PlansAsad Khan100% (1)
- GAPS Guidelines: Dust Collection SystemsDocumento13 pagineGAPS Guidelines: Dust Collection SystemsAsad KhanNessuna valutazione finora
- GAPS Guidelines: Measuring Management of Change PerformanceDocumento2 pagineGAPS Guidelines: Measuring Management of Change PerformanceAsad KhanNessuna valutazione finora
- GAPS Guidelines: Processing Requests For ChangeDocumento8 pagineGAPS Guidelines: Processing Requests For ChangeAsad KhanNessuna valutazione finora
- The Big Bean CommentsDocumento4 pagineThe Big Bean CommentsAe R ONNessuna valutazione finora
- Utility Systems: Course IntroductionDocumento4 pagineUtility Systems: Course IntroductionTimotius Candra KusumaNessuna valutazione finora
- Metal Injection Moulding - EPMADocumento36 pagineMetal Injection Moulding - EPMAmomiercolesNessuna valutazione finora
- PW135-3802175-N06-201 Manual Retrofit Kit Mod BusDocumento22 paginePW135-3802175-N06-201 Manual Retrofit Kit Mod BusAlexander SotaquiraNessuna valutazione finora
- Ev China PDFDocumento2 pagineEv China PDFRichardNessuna valutazione finora
- Miller 320 DieselDocumento68 pagineMiller 320 DiesellitomensoNessuna valutazione finora
- 2x6.0 RM NYYFDocumento2 pagine2x6.0 RM NYYFjamilNessuna valutazione finora
- Welding Inspection Technology: Module 9-Weld and Base Metal DiscontinuitiesDocumento14 pagineWelding Inspection Technology: Module 9-Weld and Base Metal Discontinuitiesrex valenciaNessuna valutazione finora
- MPFIDocumento18 pagineMPFI09gamb4005Nessuna valutazione finora
- TLB Bseries 30621GBDocumento16 pagineTLB Bseries 30621GBPiotr PogorzelczykNessuna valutazione finora
- Chap 01 Introduction To Minerals PDFDocumento6 pagineChap 01 Introduction To Minerals PDFGianfranco FernandezNessuna valutazione finora
- Report On HMT Tractor Division, Summer Training, PinjoreDocumento26 pagineReport On HMT Tractor Division, Summer Training, PinjorePradeep RanaNessuna valutazione finora
- Smart MatrlsDocumento13 pagineSmart MatrlsaeroacademicNessuna valutazione finora
- Service Manual TrucksDocumento32 pagineService Manual TrucksΖαχος ΤσελιοςNessuna valutazione finora
- Powr - Spot Floodlight With Glare Reduction: ApplicationsDocumento2 paginePowr - Spot Floodlight With Glare Reduction: ApplicationsKarlos Antonio Salinas MoralesNessuna valutazione finora
- VENTUS S-Type - Catalogue 2016 For CSU UnitsDocumento12 pagineVENTUS S-Type - Catalogue 2016 For CSU UnitsAjayThakurNessuna valutazione finora
- Fatigue Analysis of Composite Material - White PaperDocumento2 pagineFatigue Analysis of Composite Material - White PaperShino UlahannanNessuna valutazione finora
- PN Mitsubishi dpm2340 - 072308 PDFDocumento122 paginePN Mitsubishi dpm2340 - 072308 PDFLODELBARRIO RDNessuna valutazione finora