Documenti di Didattica
Documenti di Professioni
Documenti di Cultura
1997-2005 Buick CenturyOldsmobile Intrigue Collision Body Repair Manual Issues
Caricato da
Yang YuDescrizione originale:
Copyright
Formati disponibili
Condividi questo documento
Condividi o incorpora il documento
Hai trovato utile questo documento?
Questo contenuto è inappropriato?
Segnala questo documentoCopyright:
Formati disponibili
1997-2005 Buick CenturyOldsmobile Intrigue Collision Body Repair Manual Issues
Caricato da
Yang YuCopyright:
Formati disponibili
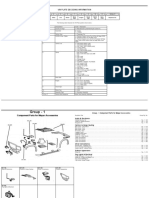
TABLE OF CONTENTS␣
Panel Identification ............................................... 2
Radiator Support Assembly .................................... 4
Front Upper Rail..................................................... 5
Front Wheelhouse Assembly ................................. 7
Front Lower Rail ..................................................... 8
Door Frame Opening ........................................... 14
Door Service ......................................................... 23
Roof Panel ............................................................ 24
Quarter Panel ....................................................... 25
Rear Outer Wheelhouse ....................................... 27
Rear Rail Assembly ............................................... 29
Rear Floor ............................................................. 32
Rear End Panel Assembly ..................................... 34
Body Dimensions ................................................. 35
BUICK CENTURY/OLDSMOBILE INTRIGUE
COLLISION REPAIR ISSUES
Buick Century/Oldsmobile Intrigue Collision Repair Issues 1
1. P A N E L I D E N T I F I C AT I O N
— 1997 Buick Century —
TSGS
TPO
TSGS
MS10961.1
Primarily
TSGS
TPO TSGS
HSLA
TSGS
TSGS
HSLA
TSGS
TSGS
TSGS = Two-Sided Galvanized Steel
The lower rails are made of
HSLA = High-Strength Low-Alloy Steel high-strength, low-alloy steel.
TPO = Thermoplastic Olefin
2 Buick Century/Oldsmobile Intrigue Collision Repair Issues
PANEL IDENTIFICATION
— 1998 Oldsmobile Intrigue —
TSGS
TPO
TSGS
MS10961.2
Primarily
TSGS
TSGS
HSLA
TPO
TSGS
TSGS
HSLA
TSGS
TSGS
TSGS = Two-Sided Galvanized Steel
The lower rails are made of
HSLA = High-Strength Low-Alloy Steel high-strength, low-alloy steel.
TPO = Thermoplastic Olefin
Buick Century/Oldsmobile Intrigue Collision Repair Issues 3
2. R A D I AT O R S U P P O R T A S S E M B LY
The radiator support can be serviced as a Install or Connect
complete assembly. The radiator support 1 Prepare the mating surfaces as necessary, and
is made up of five major components: four check for proper fit of the service assembly.
upper and one lower (figure␣ 2-1). 2 Drill 8mm (5 ⁄1 6␣ in) plug weld holes as
necessary in the locations noted from the
Upper Radiator Support original assembly.
The upper radiator support is an assembly 3 Position the service assembly using
consisting of four components: a two-piece three-dimensional measuring equipment,
upper tie bar, and left and right engine plug weld accordingly with frequent measure-
compartment front panels. ments to ensure proper fit and alignment.
Lower Radiator Support 4 Clean and prepare all welded surfaces. Prime
with two-part catalyzed primer. Apply sealers
The lower radiator support is available as a
and corrosion protection materials as neces-
separate replaceable component if necessary.
sary. Do not combine paint systems. Refer to
Remove or Disconnect paint manufacturer’s recommendations.
1 Remove all related panels and components. 5 Install all related panels and components.
2 Visually inspect and restore as much of the
damage as possible to factory specifications.
3 Locate, mark, and drill out all factory welds.
Note the number and location of welds for
installation of the service assembly.
4 Remove the damaged radiator support assembly.
T
FR
MS10962.1
Figure 2-1:
Radiator Support Service Part
4 Buick Century/Oldsmobile Intrigue Collision Repair Issues
3. F R O N T U P P E R R A I L
The front upper rail is serviced as two Remove or Disconnect
components: inner and outer panels. The 1 Remove all related panels and components.
outer panel is serviced as a sub-assembly 2 Visually inspect and restore as much of the
which includes an inner reinforcement damage as possible to factory specifications.
(figure␣ 3-1). After the outer rail has been
3 Remove sealers and corrosion protection
removed, the inner rail is completely
materials as necessary.
accessible and can be serviced at the
factory seams. 4 Locate, mark, and drill out all factory welds
attaching the outer rail. Remove the damaged
— NOTICE — outer rail.
Sectioning of the front upper rails is not 5 With the outer rail removed, locate, mark, and
recommended. drill out the welds attaching the inner rail.
6 Remove the damaged inner rail.
T
FR
Inner Rail
Inner Reinforcement
Outer Rail
MS10963.1
Figure 3-1:
Front Upper Rail Service Parts
Buick Century/Oldsmobile Intrigue Collision Repair Issues 5
FRONT UPPER RAIL
T
FR
MS10963.2
Figure 3-2:
Plug Weld the Outer Rail
Front Upper Rail Service Procedure (cont’d)
Install or Connect
1 Prepare the mating surfaces as necessary. 4 When the service panels are correctly
2 Drill 8mm (5 ⁄1 6␣ in) plug weld holes as positioned, remove the outer panel, and plug
necessary in the locations noted from the weld the inner panel as necessary. Reposition
original panels. NOTE: If original locations the outer rail with frequent measurements to
are damaged beyond recognition, locate ensure proper fit and alignment, and plug
holes for plug welding 40mm (11 ⁄2␣ in) apart. weld accordingly (figure␣ 3-2).
3 Temporarily position the inner and outer 5 Clean and prepare all welded surfaces. Prime
rails on the vehicle. Using three-dimensional with two-part catalyzed primer. Apply sealers
measuring equipment, locate and mark front and corrosion protection materials as neces-
fender mounting bolt holes in the outer rail. sary. Do not combine paint systems. Refer to
Drill 5.5mm (7⁄32␣ in) holes for self-tapping paint manufacturer’s recommendations.
bolts as marked. 6 Install all related panels and components.
6 Buick Century/Oldsmobile Intrigue Collision Repair Issues
4. F R O N T W H E E L H O U S E A S S E M B LY
— NOTICE — Install or Connect
Sectioning of the front wheelhouse assembly 1 Prepare the mating surfaces as necessary.
is not recommended. 2 Drill 8mm (5 ⁄1 6␣ in) plug weld holes as necessary
in the locations noted from the original
The front wheelhouse service panel is serviced assembly. NOTE: If the original locations are
as a complete assembly, which includes the damaged beyond recognition, locate holes for
upper front strut mounting surface (figure␣ 4-1). plug welding 40mm (11⁄2␣ in) apart.
The upper strut mounting surface is a dimen- 3 Position the wheelhouse on the vehicle.
sionally critical area, and three-dimensional Check for proper fit using three-dimensional
measuring equipment should be used to locate measuring equipment.
the front wheelhouse assembly. The front
4 When the service assembly is correctly
apron close-out panel is available and serviced
positioned, plug weld accordingly, measuring
separately.
frequently to ensure proper fit and alignment.
Remove or Disconnect
1 Remove all related panels and components, — NOTICE —
including the upper rail outer and inner panels. Some of the plug welding may be performed
from inside the vehicle. Make sure before
— NOTICE — welding that there is no chance of damage to
Some interior components must be removed to components or panels from welding sparks and
access the welds attaching the wheelhouse to heat. Take necessary fire prevention precautions.
the front of the cowl panel. Be sure to inspect
the front of the cowl for damage. If the metal 5 Clean and prepare all welded surfaces. Prime
surface is damaged, the cowl panel must be with two-part catalyzed primer. Apply sealers
repaired to restore the structural integrity of and corrosion protection materials as neces-
the vehicle. sary. Do not combine paint systems. Refer to
the paint manufacturer’s recommendations.
2 Visually inspect and restore as much of the 6 Install all related panels and components.
damage as possible to factory specifications.
3 Remove sealers and corrosion protection
materials as necessary.
4 Locate, mark, and drill out all factory welds.
Note the number and location of welds for
installation of the service assembly.
T
5 Remove the damaged wheelhouse assembly. FR
Apron Close-Out Panel
Where the wheelhouse is
welded to the cowl, inspect
the surface for damage.
MS10.964.1 Figure 4-1:
Front Wheelhouse Service Parts
Buick Century/Oldsmobile Intrigue Collision Repair Issues 7
5. F R O N T L O W E R R A I L
Lower Rail Sectioning
— NOTICE —
If the damage exceeds the recommended area
for sectioning and the rail cannot be straightened,
the complete rail must be replaced.
Sectioning procedures have been developed to simplify
repair of the lower rails, providing the majority of the
damage can be returned to factory specifications. This
allows the damaged front section to be replaced without
performing a full rail replacement. The rails are
manufactured with die-marks inboard and outboard to
indicate the location for the sectioning joint (figure␣ 5-1).
— NOTICE —
Failure to follow the instructions included with the service rail
may lead to improper rail sectioning, which may compromise
the structural integrity of the vehicle.
Die Mark
MS10965.2
T
FR
Figure 5-1:
Die Mark Indicates Sectioning Location
8 Buick Century/Oldsmobile Intrigue Collision Repair Issues
FRONT LOWER RAIL
Lower Rail
Sectioning Procedures (cont’d)
Remove or Disconnect
1 With the powertrain assembly supported, 3 Visually inspect and restore as much of the
lower the cradle away from the rail. damage as possible to factory specifications.
— IMPORTANT — 4 Remove sealers and corrosion protection
It is not necessary to completely remove the materials as necessary.
powertrain or engine cradle for rail sectioning. 5 Locate the die-marks in the rail. Using a
straight edge to scribe lines around the rail
2 Remove all other related panels and (figure␣ 5-2), mark and cut the damaged rail
components, including the strut and axle at the die-marks (figure␣ 5-3). Remove the
assemblies as necessary. damaged section of the rail.
MS10965.3
FRT
Figure 5-2:
Use Straight Edge to Scribe Cut Line
at Front Edge of Die Mark
FRT
MS10965.4
Figure 5-3:
Cut the Rail for Sectioning
Buick Century/Oldsmobile Intrigue Collision Repair Issues 9
FRONT LOWER RAIL
Lower Rail
Sectioning Procedures (cont’d)
Install or Connect
1 Measure from the die-marks to add 20mm
FRT (3 ⁄4␣ in) in length to the service part. Align
marks with a straight edge and scribe line
for sectioning cut (figure␣ 5-4).
2 Cut the service part along the marked lines.
MS10965.5 — NOTICE —
Be sure to leave 20mm ( 3 ⁄4␣ in) added length
to the service part for sectioning overlap.
Figure 5-4:
Mark Service Part
3 Cut and remove approximately 20mm
(3 ⁄4␣ in) of the outboard and downward
turned flanges of the service part. Cut a
5mm (3⁄16␣ in) gap approximately 20mm
(3 ⁄4␣ in) along the corners of the service part
to create tabs on the four sides of the rail
(figure␣ 5-5).
20mm Flange 4 Step the top, bottom and the side tabs inward
to allow the service part to fit inside the
original rail. Weld the tabs together along the
MS10965.6 corners of the service part (figure␣ 5-6).
T
FR
5mm Gap
Figure 5-5:
Cut Flanges
MS10965.7
Weld Here
T
FR
Figure 5-6:
Weld Four Corners
10 Buick Century/Oldsmobile Intrigue Collision Repair Issues
FRONT LOWER RAIL
Lower Rail
Sectioning Procedures (cont’d)
5 Drill 8mm (5 ⁄1 6␣ in) plug weld holes in the
top, bottom and sides of the original rail
approximately 10mm (3⁄8␣ in) from the
sectioning cut (figure␣ 5-7).
6 Clean and prepare the mating surfaces as
necessary.
7 Position the stepped tabs of the modified
service part inside the original rail, allowing
20mm (3⁄4␣ in) of overlap. Align and check fit
using three-dimensional measuring
equipment and plug weld accordingly with
FRT
frequent measurements to ensure proper fit
and alignment.
8 Stitch weld along the entire sectioning
joint. Make 25mm (1␣ in) welds along the
seam with 25mm (1␣ in) gaps between them
(figure␣ 5-8). Then go back and complete the
stitch weld. This will create a solid joint
with minimal heat distortion.
9 Clean and prepare welded surfaces. Prime Figure 5-7:
with two-part catalyzed primer. Apply Drill Holes for Plug Welding
sealers and corrosion protection materials
as necessary. Do not combine paint
systems. Refer to paint manufacturer’s
recommendations.
10 Install all related panels and components.
FRT
Figure 5-8:
Stitch Weld Joint
Buick Century/Oldsmobile Intrigue Collision Repair Issues 11
FRONT LOWER RAIL
Lower Rail Sub-Assembly Lower Rail Close-Out Panel
The lower rail service part comes as a sub- The lower rail close-out panel is attached to
assembly, which consists of seven brackets the lower edge of the cowl on the outboard
and panels. Instruction sheets are also side of the lower rail. The mid-section of the
included. The front bumper brackets are lower rail is sandwiched between the close-out
available and serviced separately. Die-marks panel and the floor pan for added vehicle
have been added to the rails to indicate strength and rigidity (figure␣ 5-9). When
sectioning locations (figure␣ 5-9). performing a full rail replacement, the close-
out panel must be removed and installed, or
replaced if necessary.
— IMPORTANT —
The mid-rail reinforcement panel must be
purchased separately for full rail replacement.
Mid-Rail
Reinforcement
Die Mark
MS10965.1
Bumper Bracket
T
FR
Close-Out Panel
Figure 5-9:
Front Lower Rail Service Parts
12 Buick Century/Oldsmobile Intrigue Collision Repair Issues
FRONT LOWER RAIL
Lower Rail Install or Connect
Replacement Procedures 1 Prepare the mating surfaces as necessary.
Remove or Disconnect 2 Position the service rail sub-assembly on the
vehicle. Check fit using three-dimensional
— IMPORTANT — measuring equipment.
The powertrain and engine cradle
must be removed from the vehicle to — IMPORTANT —
perform the full rail replacement. Position the mid-rail reinforcement to the new
service rail and plug weld as necessary as
1 Remove all other related panels and noted from the original rail (figure␣ 5-9).
components, including the strut and axle
assemblies as necessary. 3 When the service rail is correctly
positioned, plug weld accordingly, with
2 Visually inspect and restore as much of the
frequent measurements to ensure proper
damage as possible to factory specifications.
fit and alignment.
3 Remove sealers, sound deadeners, and
4 Position the front bumper mounting
corrosion protection materials as necessary.
brackets using three-dimensional measuring
4 The close-out panel must be removed to equipment and weld accordingly.
access all of the factory welds attaching the
rail to the vehicle (figure␣ 5-9). — IMPORTANT —
5 Locate, mark, and drill out all factory Two of the bumper mounting holes are
welds. Note the number and location of provided. The third hole is to be located using
welds for installation of the service rail three-dimensional measuring equipment.
and components. Mark and drill accordingly.
6 Remove the damaged rail.
5 Clean and prepare all welded surfaces.
Prime with two-part catalyzed primer. Apply
sealers and corrosion protection materials
as necessary.
6 Apply sound deadening materials, as neces-
sary. Use Dominion Sure Seal Paintable
Sound Deadening Pads (part #110900, order
by phoning 1-800-265-0790), or equivalent.
7 Do not combine paint systems. Refer to
paint manufacturer’s recommendations.
8 Install all related panels and components.
Buick Century/Oldsmobile Intrigue Collision Repair Issues 13
6. D O O R F R A M E O P E N I N G
The outer door frame can be replaced — NOTICE —
as a complete service part or various The specific areas to be sectioned
segments can be sectioned (figure␣ 6-1).
are determined by the extent of the damage
Complete service part replacement
to the vehicle. Sectioning should take place only
requires the removal of the roof panel.
in the recommended areas. Failure to do so may
Sectioning the outer and inner door
compromise the structural integrity of the vehicle.
frame reinforcement is usually much
faster and more cost effective. Since
the outer door frame is manufactured — NOTICE —
as a single component, service parts for When replacing panels that involve servicing stationary
sectioning must be cut from the service glass, refer to GM Service Bulletin no. 43-10-48 before
panel and modified as necessary. performing any priming or refinishing.
Buick Century
DO NOT SECTION
IN SHADED AREAS
Olds Intrigue
MS10966.1
Figure 6-1:
Door Frame Opening Service Parts
14 Buick Century/Oldsmobile Intrigue Collision Repair Issues
DOOR FRAME OPENING
Outer Door Frame
General Sectioning Procedures
Remove or Disconnect
1 Remove all related panels and components.
— NOTICE —
2 Visually inspect and restore as much of the
damage as possible. Use due care not to cut the inner reinforcements
when cutting the outer door frame.
3 Remove sealers and anti-corrosion materials
as necessary. 5 Locate, mark, and drill out all factory welds.
4 Cut the panel in the areas where the Note the number and location of welds for
sectioning is to take place (figure␣ 6-2). installation of the service assembly.
Sectioning should be performed only in the 6 Remove the damaged outer door frame
recommended areas. opening.
100mm (4″)
Backing Plate
Gap = one and one-half times
the thickness of the metal.
Buick
MS10966.2
Oldsmobile
Figure 6-2:
General Sectioning Procedures Can Be Used in Areas Shown
Buick Century/Oldsmobile Intrigue Collision Repair Issues 15
DOOR FRAME OPENING
Outer Door Frame General Sectioning
Procedures (cont’d)
Install or Connect
1 On the service part, mark a horizontal line 4 Prepare the mating surfaces and position
to leave a gap of one and one-half times the the backing plates with 50mm (2␣ in) of
thickness of the metal at the sectioning the backing plate exposed, and plug weld.
joint. Cut the outer door frame opening Position the service part to overlap the
service part along this line (figure␣ 6-3). exposed 50mm (2␣ in) of the backing plate,
2 Cut a 100mm (4␣ in) piece from the unused check fit using three-dimensional measuring
portion of the service part for a backing equipment, and plug weld accordingly.
plate. Remove the flange on each side of 5 Stitch weld along the sectioning joint.
the backing plate so that it will fit behind Make 25mm (1␣ in) welds along the seam
the sectioning joint (figure␣ 6-3). with 25mm (1␣ in) gaps between. Then go
— NOTICE — back and complete the stitch weld. This
When sectioning the outer door frame at the will create a solid joint with minimal
lower front hinge pillar or at the center lock heat distortion.
pillar, the inner reinforcement panel can be 6 Complete all other welds and sectioning
used as backing plate. (See Lower Front Hinge procedures as necessary.
Pillar Sectioning Procedures or Center Lock 7 Clean and prepare welded surfaces. Prime
Pillar Sectioning Procedures.) with two-part catalyzed primer. Apply
sealers and corrosion protection materials,
3 Drill 8mm (5 ⁄1 6␣ in) holes for plug welding in as necessary. Do not combine paint
the service part in the locations noted from systems. Refer to paint manufacturer’s
the original panel. Also, drill holes recommendations.
for plug welding along the sectioning cuts 8 Install all related panels and components.
on both the service part and the original
panel (figure␣ 6-3). Locate these holes
approximately 25mm (1␣ in) from the edge
of the sectioning cuts.
100mm (4″)
Backing Plate
Gap = one and one-half times
the thickness of the metal.
Figure 6-3:
General Sectioning of Outer Door Frame
Except at Front Hinge Pillar and Center Lock Pillar
16 Buick Century/Oldsmobile Intrigue Collision Repair Issues
DOOR FRAME OPENING
Lower Front Hinge Pillar Install or Connect
Sectioning Procedures 1 On the service part, mark a horizontal line
to leave a gap of one and one-half times the
— NOTICE — thickness of the metal at the sectioning
Sectioning of the inner reinforcement panel can only joint. Cut the service panel along this line.
take place with the outer door frame replacement or 2 Drill 8mm (5 ⁄1 6␣ in) holes for plug welding in
sectioning procedures. Sectioning of the outer door the service part in the locations noted from
frame at the front hinge pillar requires a 40mm the original panel. Also, drill holes for plug
(11⁄2␣ in) offset from the inner reinforcement welding along the sectioning cut on the
sectioning joint. The inner reinforcement can serve service part (figure␣ 6-4). Locate these holes
as a backing plate for the outer panel sectioning. approximately 13mm (1⁄2␣ in) from the edge
of the sectioning cut.
3 Using the inner reinforcement as a backing
— NOTICE — plate, stitch weld along the entire joint.
When sectioning the outer door frame at the lower Make 25mm (1␣ in) welds along the seam
front hinge pillar, the inner reinforcement panel with 25mm (1␣ in) gaps between. Then go
can be used as a backing plate. back and complete the stitch weld. This
will create a solid joint with minimal heat
— NOTICE — distortion.
Sectioning the outer rocker panel requires a 4 Complete all other welds and sectioning
100mm (4␣ in) backing plate for reinforcement procedures as necessary.
(figure␣ 6-3). There are key structural areas on the 5 Clean and prepare welded surfaces. Prime
outer rocker panel where sectioning should not be with two-part catalyzed primer. Apply
performed (figure␣ 6-1). Sectioning in these areas sealers and corrosion protection materials,
may compromise the structural integrity of the as necessary. Do not combine paint
vehicle. (See General Sectioning Procedures.) systems. Refer to paint manufacturer’s
recommendations.
6 Install all related panels and components.
— NOTICE —
Use care not to cut the inner reinforcements when
cutting the outer door frame.
Remove or Disconnect
Original
1 Remove all related panels and components Door Frame Opening
including the front door and position all
wiring out of the way to prevent damage.
2 Visually inspect and restore as much of the
damage as possible to factory specifications.
3 Remove sealers and corrosion protection
materials as necessary.
4 On the original outer door frame measure
down from the large wiring harness hole in
the hinge pillar 50mm (2␣ in) and mark a MS10966.3
horizontal line. Cut the outer door frame
m
along this line for sectioning (figure␣ 6-4). 50m
5 Perform additional sectioning procedures as New
necessary to remove damaged areas of the Door Frame Opening
door frame opening (see General Sectioning
Inner Reinforcement
Procedures).
6 Locate, mark, and drill out all necessary
factory welds. Note the number and location Figure 6-4:
of welds for installation of the service panel. Sectioning of the Outer Door Frame
at the Front Hinge Pillar
7 Remove the damaged section of the door
frame opening.
Buick Century/Oldsmobile Intrigue Collision Repair Issues 17
DOOR FRAME OPENING
Lower Front Hinge Pillar Original
Inner Reinforcement Reinforcement
Sectioning Procedures
— NOTICE —
Use due care not to cut adjacent panels when
120mm
cutting the inner reinforcements.
Remove or Disconnect
1 Remove all related panels and components USE CARE WHEN CUTTING
THE DOOR FRAME NOT TO
including the front door and position all CUT OR DAMAGE THE
INNER PANELS.
wiring out of the way to prevent damage.
2 Visually inspect and restore as much of the Inner
damage as possible to factory specifications. Reinforcement
3 Remove sealers and corrosion protection
materials as necessary.
4 On the original reinforcement panel, MS10966.4
measure 120mm (43⁄4␣ in) down from the
large wiring harness hole in the hinge pillar Figure 6-5:
and mark a horizontal line. Cut the inner Cutting the Hinge Pillar Reinforcement
reinforcement along this line (figure␣ 6-5).
5 Locate, mark, and drill out all necessary
factory welds. Note the number and
location of welds for installation of the
service part.
6 Remove the damaged section of the inner
reinforcement.
Install or Connect
1 Cut and remove 30mm (13⁄16␣ in) from
the flanges on either side of the remaining
section of the original hinge pillar to create
30mm
30mm (13 ⁄16␣ in) flange. Cut 5mm (3⁄1 6␣ in) wide
MS10966.5
gaps in the bottom corners (figure␣ 6-6).
2 Step the tabs inward to allow the door frame 5mm
Figure 6-6:
inner reinforcement service section to fit over Cut Original Hinge Pillar Reinforcement
the original inner reinforcement. Weld the
tabs together along the edges (figure␣ 6-7).
MS10966.6
Weld Together
Figure 6-7:
Weld Corners
18 Buick Century/Oldsmobile Intrigue Collision Repair Issues
DOOR FRAME OPENING
Lower Front Hinge Pillar
Inner Reinforcement
Sectioning Procedures (cont’d)
3 On the service part, measure 90mm (31⁄2␣ in)
90mm
down from the large wiring harness hole in
the hinge pillar and mark a horizontal line.
Cut the hinge pillar along this line (figure␣ 6-8).
4 Drill 8mm (5 ⁄1 6␣ in) plug weld holes as
New necessary in the locations noted from the
Service Panel original panel. Also drill plug weld holes
along the sectioning cut of the service part.
These should be located approximately
15mm (9⁄1 6␣ in) from the edge of the cut
MS10966.6 (figure␣ 6-9).
Figure 6-8:
Cut New Service Panel 5 Prepare mating surfaces and position the
service section over the stepped tab on the
original inner reinforcement, allowing
30mm (13⁄1 6␣ in) of overlap. Check and make
sure the door hinge bolt holes are properly
located, and plug weld accordingly.
Original
Panel 6 Stitch weld along the entire joint. Make
25mm (1␣ in) welds along the seam with
25mm (1␣ in) gaps between. Then go back
and complete the stitch weld. This will
create a solid joint with minimal heat
distortion (figure␣ 6-10).
7 Clean and prepare welded surfaces. Prime
with two-part catalyzed primer. Apply
New
Service Panel sealers and corrosion protection materials,
as necessary. Do not combine paint
systems. Refer to paint manufacturer’s
recommendations.
MS10966.8 8 Install all related panels and components.
Figure 6-9:
Drill Plug Weld Holes in Service Part
Original
Panel
30 mm
of overlap
New
Service Panel
MS10966.9
Figure 6-10:
Weld Sectioning Joint
Buick Century/Oldsmobile Intrigue Collision Repair Issues 19
DOOR FRAME OPENING
Outer Door Frame Center Lock Pillar
Sectioning Procedures
Remove or Disconnect
1 Remove all related panels and components 5 Locate, mark, and drill out all necessary
including the front door and position all factory welds. Note the number and
wiring out of the way to prevent damage. location of welds for installation of the
2 Visually inspect and restore as much of the service section.
damage as possible to factory specifications. 6 Perform additional sectioning procedures as
3 Remove sealers and corrosion protection necessary to remove the center lock pillar
materials as necessary. (see General Sectioning Procedures).
4 On the original outer door frame measure 7 Remove the damaged section of the door
down from the lower edge of the door frame opening.
opening 200mm (8␣ in) and mark a
horizontal line. Cut the outer door frame
along this line for sectioning (figure␣ 6-11).
Roof
200mm Center Pillar Door Frame
Outer Panel
Use inner reinforcement for
backing plate when sectioning
Gap = one and one-half times upper door frame outer panel.
the thickness of the metal.
Service Part
THE SECTIONING LOCATIONS FOR
THE DOOR FRAME OPENING AND
THE INNER REINFORCEMENT MUST
MS10966.10 BE OFFSET BY 55MM (23⁄1 6␣ IN).
Figure 6-11:
Outer Door Frame Center Pillar Sectioning Location
20 Buick Century/Oldsmobile Intrigue Collision Repair Issues
DOOR FRAME OPENING
Outer Door Frame Center Lock Pillar Inner Center Lock
Sectioning Procedures (cont’d) Pillar Reinforcement
Install or Connect Sectioning Procedures
1 On the service part, mark a horizontal line
to leave a gap of one and one-half times the — IMPORTANT —
thickness of the metal at the sectioning The striker plate is mounted in a cage that
joint. Cut the service panel along this line allows some degree of adjustment independent
(figure␣ 6-11). of the outer panel’s position. Use body
2 Drill 8mm (5⁄16␣ in) holes for plug welding in dimensions to ensure that the striker mounting
the service part in the locations noted from location falls within the plate’s range of
the original panel. Also, drill holes for plug adjustment.
welding along the sectioning cuts on the
service part. Locate these holes Remove or Disconnect
approximately 13mm (1⁄2␣ in) from the edge 1 Remove all related panels and components.
of the sectioning cuts (figure␣ 6-11).
2 Visually inspect and restore as much of the
3 Prepare the mating surfaces and position damage as possible.
the service part using three-dimensional
3 Remove sealers and corrosion protection
measuring equipment, and plug weld
materials as necessary.
accordingly.
4 Using the inner reinforcement as a backing — NOTICE —
plate, stitch weld along the entire Sectioning should be performed only in the
sectioning joint. Make 25mm (1␣ in) welds recommended areas.
along the seam with 25mm (1␣ in) gaps
between. Then go back and complete the 4 Cut the reinforcement panel 255 mm
stitch weld. This will create a solid joint (10␣ in) from the lower edge of the door
with minimal heat distortion. opening (figure␣ 6-12).
5 Complete all other welds and sectioning — NOTICE —
procedures as necessary. When sectioning both the inner and the
6 Clean and prepare welded surfaces. Prime outer panels this should result in a 55mm
with two-part catalyzed primer. Apply (23 1⁄ 6␣ in) offset in the sectioning joints.
sealers and corrosion protection materials,
as necessary. Do not combine paint 5 Locate, mark, and drill out all factory welds.
systems. Refer to paint manufacturer’s Note the number and location of welds for
recommendations. installation of the service assembly.
7 Install all related panels and components. 6 Remove the damaged center pillar
reinforcement.
Buick Century/Oldsmobile Intrigue Collision Repair Issues 21
DOOR FRAME OPENING
Inner Center Lock
Pillar Reinforcement
Sectioning Procedures (cont’d)
Install or Connect
1 On the service part, mark a horizontal line 4 Prepare the mating surfaces and position the
to leave a gap of one and one-half times the backing plates with 25mm (1␣ in) of the
thickness of the metal at the sectioning backing plate exposed, then plug weld.
joint. Cut the service reinforcement panel Position the service part to overlap the
along this line (figure␣ 6-12). exposed 25mm (1␣ in) of the backing plate,
2 Cut a 50mm (2␣ in) piece from the unused and plug weld accordingly.
portion of the service part for a backing 5 Stitch weld along the sectioning joint.
plate. Remove the flange on each side of Make 25mm (1␣ in) welds along the seam
the backing plate so that it will fit behind with 25mm (1␣ in) gaps between. Then go
the sectioning joint. back and complete the stitch weld. This will
3 Drill 8mm (5 ⁄1 6␣ in) holes for plug welding in create a solid joint with minimal heat
the service part in the locations noted from distortion.
the original panel. Also, drill holes for plug 6 Clean and prepare welded surfaces. Prime
welding along the sectioning cuts on both with two-part catalyzed primer. Apply
the service part and the original panel sealers and corrosion protection materials, as
(figure␣ 6-12). Locate these holes necessary. Do not combine paint systems.
approximately 13mm (1⁄2␣ in) from the edge Refer to paint manufacturer’s
of the sectioning cuts. recommendations.
7 Install all related panels and components.
Roof
255mm
Center Pillar Door Frame
Outer Panel
Inner Reinforcement
THE SECTIONING LOCATIONS FOR
Gap = one and one-half times THE DOOR FRAME OPENING AND
the thickness of the metal. THE INNER REINFORCEMENT MUST
BE OFFSET BY 55MM (23 ⁄1 6␣ IN).
50mm (2␣ in) backing plate
Service Panel MS10966.12
Figure 6-12:
Center Pillar Inner Reinforcement Sectioning Location
22 Buick Century/Oldsmobile Intrigue Collision Repair Issues
7. D O O R S E R V I C E
The doors may be serviced as complete These foam pads are designed and installed
assemblies (figure␣ 7-1), or the outer door for added occupant safety and must be
panels may be serviced separately. Use properly located to ensure the margin of
conventional service procedures when safety they offer. They should be inspected
repairing the doors. and replaced if damaged. The foam pads are
The doors feature HSLA door beams for available as separate components from GM
added strength and unique foam pads for Service Parts Operations.
occupant protection in the event of a side All the doors feature bolt-on hinges. The hinges
impact. One is attached to the HSLA door bolt together allowing the door-side hinge
beam and the other is attached to the strap or the body-side hinge strap to be serviced
inner door shell. separately (figure␣ 7-1).
Door Assembly
Two-Piece Hinge
Door Outer Panel
Figure 7-1:
Door Service Parts
Buick Century/Oldsmobile Intrigue Collision Repair Issues 23
8. R O O F P A N E L
— IMPORTANT — Remove or Disconnect
On vehicles equipped with a sunroof, take care not 1 Remove all related panels and components
to damage the drain tubes. The drain tubes are necessary to access the welds attaching the
located between the inner and outer body roof assembly to the vehicle.
components. 2 Visually inspect and restore as much of the
damage as possible.
The roof panel is serviced as a complete 3 Remove sealers and corrosion protection
assembly, including the outer panel and the materials as necessary.
inner reinforcements. The roof panel is 4 Locate, mark, and drill out all factory welds.
attached by a number of welds which must be Note the number and location of welds for
drilled to remove the outer panel and inner installation of the service assembly.
reinforcements for servicing (figure␣ 8-1).
— NOTICE —
— NOTICE — A second person may be needed to safely
The headliner, windshield, and backglass must be remove the roof assembly and prevent
removed prior to the removal of the roof assembly. damage to the vehicle.
Protect the interior of the vehicle by covering it or
removing it, and use care when working near 5 Remove the damaged roof panel assembly.
adjacent panels, glass, weatherstrips and Install or Connect
moldings. It is recommended the seats be removed 1 Clean and prepare the mating surfaces as
to avoid damage due to the overhead welding necessary.
required to service the roof assembly. 2 Position the roof panel on the vehicle.
Check fit and alignment.
3 When the service assembly is correctly
positioned, plug weld accordingly.
4 Clean and prepare all welded surfaces.
Prime with two-part catalyzed primer.
Apply sealers and corrosion protection
materials as necessary. Do not combine
paint systems. Refer to paint manufacturer’s
recommendations.
5 Install all related panels and components.
T
FR
MS10968.1
FR
T
Figure 8-1:
Roof Panels
24 Buick Century/Oldsmobile Intrigue Collision Repair Issues
9. Q U A R T E R P A N E L
The quarter panel is serviced as a one piece Quarter Panel Service Procedure
service assembly which includes the lock Remove or Disconnect
pillar and the lower rear quarter close-out
panel (figure␣ 9-1). Replacement of the quarter 1 Remove all related panels and components,
panel requires removal of the back glass. Due including the back glass.
to the manner in which the quarter panel 2 Visually inspect and restore as much of the
attaches to the door frame opening, a special damage as possible to factory specifications.
sectioning procedure has been developed for 3 Remove sealers and corrosion protection
improved serviceability. materials as necessary.
4 Note the size of the service part and locate
— NOTICE — the sectioning joints at the ‘sail panel’ and
When replacing panels that involve servicing rocker panel accordingly. Mark and cut as
stationary glass, refer to GM Service Bulletin no. 43- necessary (figure␣ 9-2).
10-48 before performing any priming or refinishing. 5 Locate, mark, and drill out all factory welds.
Note the number and location of welds for
installation of the service assembly.
6 Perform additional sectioning procedures as
necessary (See General Sectioning Procedures).
7 Remove the damaged quarter panel.
Buick Century quarter panel is separated
from door frame opening for service.
Olds Intrigue quarter panel is a single
stamping that is available for service.
MS10969.1
Figure 9-1:
Quarter Panel Service Parts
Buick Century/Oldsmobile Intrigue Collision Repair Issues 25
QUARTER PANEL
Quarter Panel Service Procedure (cont’d)
Install or Connect
1 Prepare the mating surfaces as necessary. 4 Drill 8mm (5 ⁄1 6␣ in) plug weld holes as
2 Temporarily position the service panel on necessary in the locations noted from the
vehicle. Trim the original panel to leave a gap original panel. Also drill plug weld holes along
of one and one-half times the thickness of the sectioning cuts of the service
the metal at the sectioning joint (figure␣ 9-3). part. These should be located approximately
3 Cut 100mm (4␣ in) piece from the original 25mm (1␣ in) from the edge of the cuts
quarter panel for backing plates. Remove (figure␣ 9-3).
the flange on each side of the backing 5 Prepare the mating surfaces and position the
plates so that they will fit behind the backing plates with 50mm (2␣ in) of the
sectioning joints. backing plates exposed, and plug weld.
Position the service part to overlap the
exposed 50mm (2␣ in) of the backing plates,
check for proper fit and alignment, and plug
weld accordingly.
6 Stitch weld along the entire joints. Make 25mm
(1␣ in) welds along the seam with 25mm (1␣ in)
gaps between them. Then go back and
complete the stitch welds. This will create solid
joints with minimal heat distortion.
7 Complete all other welds and sectioning
Buick Century procedures as necessary.
8 Clean and prepare all welded surfaces. Prime
with two-part catalyzed primer. Apply sealers
and corrosion protection materials as
TO SERVICE THE CENTURY QUARTER PANEL,
SECTION 130MM (53⁄16␣ IN) DOWN FROM necessary. Do not combine paint systems.
THE REAR EDGE OF THE ROOF. Refer to paint manufacturer’s
recommendations.
9 Install all related panels and components.
Silicon-Bronze
Factory Joint
Buick Century: Measure
130mm from rear edge
of roof panel to locate
sectioning cut.
130mm
Factory Joint
Oldsmobile Intrigue
50mm 100mm
MS10969.2 Backing Plate
Olds Intrigue: Measure
50mm down panel from
factory silicon-bronze joint
TO SERVICE THE INTRIGUE QUARTER PANEL, to locate sectioning cut.
SECTION 50MM (2␣ IN) BELOW THE
SILICON-BRONZE FACTORY JOINT.
Figure 9-3:
“Sail Panel” Sectioning Location
Figure 9-2:
Locate Sectioning Joints
According to Service Part
26 Buick Century/Oldsmobile Intrigue Collision Repair Issues
10. R E A R O U T E R W H E E L H O U S E
Although full replacement of the rear outer 3 Remove sealers, sound deadeners, and
wheelhouse can be performed, sectioning corrosion protection materials as necessary.
procedures have been developed for use when 4 After removing the quarter panel, locate,
damage permits. mark, and drill out the welds attaching the
reinforcement panel to the outer
Rear Outer Wheelhouse wheelhouse and the quarter panel.
Sectioning Procedures 5 Apply a strip of 25mm (1␣ in) masking tape
Remove or Disconnect along the horizontal surface of the bend in
1 Remove all related panels and components the wheelhouse (figure␣ 10-1).
including the quarter panel. 6 Cut along the outboard side of the
2 Visually inspect and restore as much of the masking tape to create a 25mm (1␣ in) flange
damage as possible. (figure␣ 10-1).
7 Remove the damaged section of the
wheelhouse.
Reinforcement Panel
25mm (1″) Masking Tape
MS109610.1
Original Wheelhouse
Figure 10-1:
Apply Masking Tape Along Wheelhouse
Buick Century/Oldsmobile Intrigue Collision Repair Issues 27
REAR OUTER WHEELHOUSE
Rear Outer Wheelhouse
Sectioning Procedures (cont’d)
Install or Connect
1 Cut the wheelhouse service part along the 3 Prepare mating surfaces and position the
corner of the bend (figure␣ 10-2). Remove service part. Check for proper fit and plug
and discard the unused section of the weld accordingly (figure␣ 10-3). Take care
wheelhouse. not to warp or distort the metal.
2 On the service part, drill 8mm (5 ⁄1 6␣ in) plug 4 Repair or replace the outer wheelhouse
weld holes every 40mm (11 ⁄2␣ in) along the reinforcement as necessary. Position the
cut. reinforcement panel as noted from the
original panel location and plug weld
accordingly.
5 Clean and prepare welded surfaces. Prime
with two-part catalyzed primer. Apply
sealers and corrosion protection materials,
Service Part as necessary. Do not combine paint
systems. Refer to paint manufacturer’s
recommendations.
6 Install all related panels and components.
MS109610.2
Cut wheelhouse flange
along the edge of the bend
Figure 10-2:
Remove Flange from Service Part
Original Wheelhouse
MS109610.3
Service Wheelhouse
Figure 10-3:
Plug Weld the Service Part
28 Buick Century/Oldsmobile Intrigue Collision Repair Issues
11. R E A R R A I L A S S E M B LY
The rear rails are available as a sub-assembly. 2 Visually inspect and restore as much of the
Each consists of an outer panel, two inner damage as possible to factory specifications.
reinforcements, and the bumper mounting 3 Remove sealers, sound deadeners, and
bracket (figure␣ 11-1). The outer panel and rear corrosion protection materials as necessary.
bumper mounting brackets are also available 4 Locate, mark, and drill out all the factory
separately to facilitate sectioning. Additionally, welds attaching the control arm mounting
there is a crossbar that connects the two rear bracket and the rear rail to the vehicle.
rails for added strength and rigidity. 5 The factory welds attaching the control arm
mounting bracket to the inner rocker panel
Rear Rail Full Replacement Procedure must be drilled out from inside the vehicle
(figure␣ 11-1). NOTE: The corner of the floor
— IMPORTANT —
panel above this area will need to be
Full rail replacement will require the
positioned out of the way.
removal of either the crossbar or an
6 Locate, mark and drill out all factory welds.
inner wheelhouse assembly.
Note the number and location of welds for
Remove or Disconnect installation of the service assembly.
1 Remove all related panels and components 7 Remove the damaged rear rail assembly.
including the rear suspension and seat.
Remove welds from inside vehicle and
bend upward to remove. Control Arm
Mounting Bracket
Reinforcement
Rail Outer Panel Bumper Mounting Brackets
MS109611.1 Die mark
on lower surface of rail
Figure 11-1:
Lower Rail Service Parts
Buick Century/Oldsmobile Intrigue Collision Repair Issues 29
REAR RAIL ASSEMBLY
Rear Rail Rear Rail Sectioning Procedure
Full Replacement Procedure (cont’d) Sectioning procedures can be used to repair
Install or Connect the rear rail if just the portion rearward of
1 Clean and prepare the mating surfaces and the crossbar is damaged. The rails are
check for proper fit of the rear rail service manufactured with die-marks for sectioning
assembly. location. Unique service parts are available
2 On the service assembly, drill 8mm (5 ⁄1 6␣ in) for sectioning. The sub-assembly consists of
plug weld holes as necessary in the the outer rail panel with the bumper
locations noted from the original assembly. mounting brackets attached.
3 Position the service assembly, check fit
— NOTICE —
using three-dimensional measuring
If damage exceeds the recommended area for
equipment, and plug weld accordingly with
frequent measurements to ensure proper fit. sectioning and the rail cannot be straightened, the
complete rail must be replaced.
4 After plug welding the control arm
mounting bracket to the inner rocker, Remove or Disconnect
reposition the floor panel into its original
1 Remove all related panels and components.
location, and weld as necessary.
2 Visually inspect and restore as much of the
— NOTICE — damage as possible to factory specifications.
The bumper mounting holes must be properly 3 Remove sealers and corrosion protection
located and drilled using three-dimensional materials as necessary.
measuring equipment.
4 Locate, mark, and drill out all factory welds.
Note the number and location of welds for
5 Clean and prepare all welded surfaces.
installation of the service assembly.
Prime with two-part catalyzed primer.
Apply sealers and corrosion protection 5 Locate the die-mark in the rail, use a
materials as necessary. straight edge to scribe a line around the
rail, mark, and cut the damaged rail
6 Apply sound deadening materials to restore
accordingly (figure␣ 11-2).
sound deadening quality as manufactured.
Use Dominion Sure Seal Paintable Sound 6 Remove the damaged section of the rail.
Deadening Pads (part #110900, order by
phoning 1-800-265-0790), or equivalent.
Do not combine paint systems. Refer to
paint manufacturer’s recommendations.
Original Rail
7 Install all related panels and components. Assembly
MS109611.2
T
FR
Die Mark on
Lower Surface of Rail
Figure 11-2:
Remove Damaged Section of Rail
30 Buick Century/Oldsmobile Intrigue Collision Repair Issues
REAR RAIL ASSEMBLY
Rear Rail Sectioning Procedure (cont’d)
Install or Connect
1 Locate the die-marks on the service part, 5 Clean and prepare the mating surfaces,
measure forward to add 30mm (13 ⁄1 6␣ in) to and position the service part. Check fit
the service part length, and mark cut lines. using three-dimensional measuring
2 Cut the service part and discard the unused equipment and plug weld accordingly with
portion. frequent measurements to ensure proper fit.
3 Cut and remove 30mm (13⁄16␣ in) from the 6 Stitch weld along the entire joint. Make
flanges on either side of the service rail 25mm (1␣ in) welds along the seam with
to create 30mm (13 ⁄1 6␣ in) tabs. Cut 5mm 25mm (1␣ in) gaps between. Then go back
(3⁄1 6␣ in) wide gaps in the bottom corners and complete the stitch weld. This will
(figure␣ 11-3). create a solid joint with minimal heat
4 Step the tabs inward to allow the service distortion (figure␣ 11-5).
section to fit inside of the original rail. Weld — IMPORTANT —
the tabs together along the edges (figure␣ 11-4). The bumper mounting holes must
be properly located and drilled using
three-dimensional measuring equipment.
Flanges
7 Clean and prepare welded surfaces. Prime
with two-part catalyzed primer. Apply
sealers and corrosion protection materials,
as necessary. Do not combine paint
systems. Refer to paint manufacturer’s
recommendations.
8 Install all related panels and components.
5mm x 30mm Gap
Original Assembly
New Service Rail
MS109611.3
New Service Rail
Figure 11-3:
On New Service Rail, Cut Flanges as Shown
Weld Flanges Together
MS109611.5
Figure 11-5:
Install New Service Rail, Check Fit and Weld
New Service Rail
MS109611.4
Figure 11-4:
On New Service Rail,
Step Flanges Together and Weld
Buick Century/Oldsmobile Intrigue Collision Repair Issues 31
12. REAR FLOOR
The damaged floor is cut along the rearward 2 Visually inspect and restore as much of the
edge of the rear crossbar, and the service part damage as possible.
is cut so that the new floor section extends 3 Remove sealers, sound deadeners and
to the front edge of the rear crossbar (figure corrosion protection materials as necessary.
12-1). This allows the two sections to overlap 4 Locate, mark, and drill out all factory welds
where the crossbar is attached. rearward of the rear crossbar including those
along the lower edge of the wheelhouse.
— NOTICE — Note the number and location of welds for
The service part is supplied cut to length. installation of the floor service assembly.
The cut will be about 865mm (345⁄8␣ in) from
the rear edge of the panel (figure␣ 12-1). — NOTICE —
Only drill out the factory welds rearward of
the crossbar. Do not drill out the welds
Rear Floor attaching the floor to the crossbar.
Sectioning Procedure
Remove or Disconnect 5 Cut the damaged floor along the rear edge
of the crossbar, taking care not to damage
1 Remove all related panels and components,
the rear rails, crossbar or wheelhouse.
including the rear end panel, quarter panels
and quarter panel extensions as necessary. 6 Remove the damaged floor section.
Cro
ssba
r Lo
catio
n
865mm
MS109612.1
NOTE:
THE FLOOR PANEL
IS PRE-CUT FOR SERVICE.
Figure 12-1:
Floor Panel Service Part
32 Buick Century/Oldsmobile Intrigue Collision Repair Issues
REAR FLOOR
Rear Floor Sectioning Procedure (cont’d)
Install or Connect
1 Prepare mating surfaces and check for 5 Apply sound deadening materials, as
proper fit of the floor service assembly, necessary. Use Dominion Sure
allowing it to overlap the original floor on Seal Paintable Sound Deadening Pads
top of the rear crossbar. Mark the location (part #110900, order by phoning
of the rear rail and crossbar flanges on the 1-800-265-0790), or equivalent. Do not
bottom of the floor service assembly. combine paint systems. Refer to paint
2 Drill 8mm (5 ⁄1 6␣ in) plug weld holes as manufacturer’s recommendations.
necessary in the locations noted from the — NOTICE —
original floor. Also drill weld holes where
The rear crossbar area must be properly
the new floor section attaches to the rear
sealed from moisture and dirt.
rail and crossbar flanges. These should be
Use a full-bodied caulk, such as 3M’s
placed approximately 40mm (11⁄2␣ in) apart.
Ultra Pro Seam Sealer (part #08360-1), to
3 Position the service assembly, check for proper
seal both the front and rear edges of the
fit and plug weld accordingly (figure␣ 12-2).
crossbar as well as the inner seam.
4 Clean and prepare all welded surfaces.
Prime with two-part catalyzed primer. 6 Install all related panels and components.
Apply sealers and corrosion protection
materials as necessary.
Cut damaged floor at
rear edge of crossbar.
Cro
ssba
r Lo
catio
n
New service panel
overlaps crossbar.
Original Panel
T
FR
MS109612.2
Figure 12-2:
Install New Floor Panel and Weld
Buick Century/Oldsmobile Intrigue Collision Repair Issues 33
1 3. R E A R E N D P A N E L A S S E M B LY
The rear end panel is supplied as a complete Install or Connect
assembly (figure␣ 13-1). Quarter panel 1 Prepare mating surfaces and check for
extensions attach to the outside corners proper fit of the service panel.
of the rear end panel. Service for this panel 2 On the new panel, drill 8mm (5 ⁄1 6␣ in) plug
is performed at factory seams. weld holes as necessary in the locations
Remove or Disconnect noted from the original panel.
1 Remove all related panels and components. 3 Position the service panel, check fit using
2 Visually inspect and restore as much of the three-dimensional measuring equipment,
damage as possible to factory specifications. and plug weld accordingly with frequent
3 Remove sealers and corrosion protection measurements to ensure proper fit.
materials as necessary. 4 Clean and prepare welded surfaces. Prime
4 Locate, mark, and drill out all factory welds. with two-part catalyzed primer. Apply
Note the number and location of welds for sealers and corrosion protection materials,
installation of the service panel. as necessary. Do not combine paint
5 Remove the damaged rear panel. systems. Refer to paint manufacturer’s
recommendations.
5 Install all related panels and components.
Figure 13-1:
Rear End Panel Service Part (Olds Intrigue)
34 Buick Century/Oldsmobile Intrigue Collision Repair Issues
14 . B O D Y D I M E N S I O N S
UNDERBODY
L: 2990
W: 488
H: 620
J
CL
L: 2380
W: 391
H: 635
H
L: 2845
W: 488
H: 620
I
L: 1842
W: 619
H: 463
G
L: 1604
W: 486
H: 405
F
660
439
365
E
W:
H:
L:
0
0
443
351
D
W:
H:
L: 1018
W: 542
H: 586
L:
C
L: 1085
W: 538
H: 596
L: 1187
W: 538
H: 586
B
CL
A
FRT
ALL DIMENSIONS ARE MEASURED FROM A ZERO LINE,
CENTER LINE, AND A COMMON DATUM.
ALL DIMENSIONS ARE SYMMETRICAL UNLESS OTHERWISE SPECIFIED.
SEE PAGE 42 FOR HOLE IDENTIFICATION.
Buick Century/Oldsmobile Intrigue Collision Repair Issues 35
BODY DIMENSIONS
FRONT
K
L: 1104
W: 236
H: 927
K
L: 1104
W: 210
H: 927
T
FR
M
L: 1219
W: 616
L H: 675
L: 1255
W: 450
H: 606 L
L: 1219
W: 616
H: 606
ALL DIMENSIONS ARE MEASURED FROM A ZERO LINE,
CENTER LINE, AND A COMMON DATUM.
ALL DIMENSIONS ARE SYMMETRICAL UNLESS OTHERWISE SPECIFIED.
SEE PAGE 42 FOR HOLE IDENTIFICATION.
36 Buick Century/Oldsmobile Intrigue Collision Repair Issues
BODY DIMENSIONS
ENGINE COMPARTMENT
0
P R
L: 401 L: 155
O W: 664 W: 754
L: 988 H: 1054 H: 1064
W: 710
H: 921
Q
N L: 328
L: 1106 W: 546
W: 468 H: 1036
H: 922
Q
L: 448
W: 551
FRT H: 1043
Q
L: 442
W: 546
H: 1041
N
L: 1132
W: 319
H: 924
Q
L: 325
W: 552
H: 1037
P
L: 371
W: 664 0
H: 1053
ALL DIMENSIONS ARE MEASURED FROM A ZERO LINE,
CENTER LINE, AND A COMMON DATUM.
ALL DIMENSIONS ARE SYMMETRICAL UNLESS OTHERWISE SPECIFIED.
SEE PAGE 42 FOR HOLE IDENTIFICATION.
Buick Century/Oldsmobile Intrigue Collision Repair Issues 37
BODY DIMENSIONS
BUICK CENTURY DOOR FRAME OPENING
0 S
L: 1126
W: 802
H: 973
S
L: 78
W: 801
H: 998
S
L: 1147
W: 801
H: 996
S
L: 56 T
W: 802 L: 1104
H: 975 W: 788
H: 819
T
L: 2104
W: 812
H: 1024
S
L: 1143
W: 814
S H: 637
L: 1123
S W: 813
L: 57 H: 660
W: 808
H: 645
S
L: 77
W: 808
H: 622
ALL DIMENSIONS ARE MEASURED FROM A ZERO LINE,
CENTER LINE, AND A COMMON DATUM.
ALL DIMENSIONS ARE SYMMETRICAL UNLESS OTHERWISE SPECIFIED.
SEE PAGE 42 FOR HOLE IDENTIFICATION.
38 Buick Century/Oldsmobile Intrigue Collision Repair Issues
BODY DIMENSIONS
OLDSMOBILE INTRIGUE DOOR FRAME OPENING
0 S
L: 1126 U
L: 2835
W: 802
W: 669
H: 973
H: 1149
S
L: 77
W: 802
H: 962
S
L: 1147
W: 801
H: 996
S
L: 56 T
W: 802 L: 1105
H: 939 W: 788
H: 819
T
L: 2104
W: 812
H: 1024
S
L: 1143
W: 814
S H: 637
L: 1123
S W: 813
L: 57 H: 660
W: 808
H: 612
S
L: 78
W: 809
H: 589
ALL DIMENSIONS ARE MEASURED FROM A ZERO LINE,
CENTER LINE, AND A COMMON DATUM.
ALL DIMENSIONS ARE SYMMETRICAL UNLESS OTHERWISE SPECIFIED.
SEE PAGE 42 FOR HOLE IDENTIFICATION.
Buick Century/Oldsmobile Intrigue Collision Repair Issues 39
BODY DIMENSIONS
REAR
V
L: 3190
W: 568
H: 1029
W
L: 3120
W: 706
H: 977
X
L: 3124
W: 555
H: 678
V
L: 3190
W: 568
H: 950
X
X L: 3124
L: 3124 W: 555
W: 412 H: 616
H: 647
BUICK CENTURY
V
L: 3169
W: 629
H: 1021
W
L: 3142
W: 746
H: 929
X
L: 3124
W: 555
H: 678
V
L: 3199
W: 512
H: 929 X
X L: 3124
L: 3124 W: 555
W: 412 H: 616
H: 647
OLDSMOBILE INTRIGUE
ALL DIMENSIONS ARE MEASURED FROM A ZERO LINE,
CENTER LINE, AND A COMMON DATUM.
ALL DIMENSIONS ARE SYMMETRICAL UNLESS OTHERWISE SPECIFIED.
SEE PAGE 42 FOR HOLE IDENTIFICATION.
40 Buick Century/Oldsmobile Intrigue Collision Repair Issues
BODY DIMENSIONS
FORM AND PIERCE
Length
To ‘0’ line
Height
To datum line
Width
To center line
ALL MEASUREMENTS ARE READ FROM FORMED SURFACE AND CENTER OF HOLE
DIE MARKS TO INDICATE SECTIONING
FRONT RAIL DIE MARK REAR RAIL DIE MARK
ALL DIMENSIONS ARE MEASURED FROM A ZERO LINE,
CENTER LINE, AND A COMMON DATUM.
ALL DIMENSIONS ARE SYMMETRICAL UNLESS OTHERWISE SPECIFIED.
SEE PAGE 42 FOR HOLE IDENTIFICATION.
Buick Century/Oldsmobile Intrigue Collision Repair Issues 41
Buick Century/Oldsmobile Intrigue
Hole Identification Chart
Letter Quantity Feature Size Usage
A 1 per side 38mm Gage hole
B 1 per side 22mm Cradle attach
C 1 per side 12mm x 18mm slot Gage slot
D 1 per side 12mm Gage hole
E 3 per side 16mm Gage hole
F 2 per side 19mm Gage hole
G 1 per side 12mm Gage hole
H 1 per side 30mm Gage hole
I 1 per side 18mm x 21mm slot Gage slot
J 1 per side 19mm x 23mm slot Gage slot
K 3 per side 7mm (punched hole) Upper engine mounting attach
L 2 per side 16mm Bumper bar attach
M 1 per side 9mm x 18 mm Bumper bar attach
N 2 per side Weld nuts Support brace
O 6 per side 5mm (punched hole) Fender attach
P 1 per side 12mm Front suspension attach
Q 2 per side 12mm x 15mm slot Front suspension attach
R 2 per side Weld nuts Hood hinge attach
S 8 per side Hinge mount Door attach
T 4 per side Clinch nut Lock striker attach
U 3 per side Weld nuts Deck lid hinge attach (Intrigue)
V 2 per side 11mm pierced hole Tail light attach
5mm pierced hole
W 1 per side 5mm x 11mm slot Tail light attach
X 3 per side 16mm Rear bumper attach
42 Buick Century/Oldsmobile Intrigue Collision Repair Issues
Notes: ________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
Buick Century/Oldsmobile Intrigue Collision Repair Issues 43
Notes: ________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
44 Buick Century/Oldsmobile Intrigue Collision Repair Issues
Potrebbero piacerti anche
- Vehicle Compatibility Fact Sheet For Dodge Grand CaravanDocumento2 pagineVehicle Compatibility Fact Sheet For Dodge Grand Caravanjonjay40Nessuna valutazione finora
- Ign ElectDocumento39 pagineIgn ElectNoel Ramirez AngolaNessuna valutazione finora
- 04 4000SP Ops MANUALDocumento32 pagine04 4000SP Ops MANUALjorge_t_71Nessuna valutazione finora
- E40 ECM Pinout - Chevy Trailblazer SS ForumDocumento5 pagineE40 ECM Pinout - Chevy Trailblazer SS ForumRico C CasagrandeNessuna valutazione finora
- 205-00 Drive Shaft System - General InformationDocumento12 pagine205-00 Drive Shaft System - General InformationPor PenglengNessuna valutazione finora
- Kohler Cv22Documento88 pagineKohler Cv22george_boehle100% (1)
- Rainbird Isa 406Documento44 pagineRainbird Isa 406RhianonCatillazNessuna valutazione finora
- 6 6l+engineDocumento1.061 pagine6 6l+enginejhon greig0% (1)
- Miller AEAD-200 Owners Manual Form O411L - MIL (Aug 1981)Documento42 pagineMiller AEAD-200 Owners Manual Form O411L - MIL (Aug 1981)Ed S.100% (2)
- Dana 30 SpecDocumento4 pagineDana 30 SpecVuela BajoNessuna valutazione finora
- Specification Manual For Models 2010, 2300, 4010, 4011, 4150, 4160, 4165, 4175, and 4500Documento8 pagineSpecification Manual For Models 2010, 2300, 4010, 4011, 4150, 4160, 4165, 4175, and 4500wolfbrotherhood100% (1)
- F 550 Turbo Diesel 2000-2001Documento78 pagineF 550 Turbo Diesel 2000-2001Fernando Ortiz100% (1)
- 1964 To 72 Chevelle Parts CatalogDocumento129 pagine1964 To 72 Chevelle Parts CatalogtwilightbobNessuna valutazione finora
- 1950 Mercury Parts CatalogDocumento4 pagine1950 Mercury Parts CatalogRoberto Valdes0% (1)
- 37" Tire Upgrade: Motive Gear Ring & Pinion Gear SetsDocumento2 pagine37" Tire Upgrade: Motive Gear Ring & Pinion Gear SetsEric RomeroNessuna valutazione finora
- Chevrolet Avalanche ABSDocumento5 pagineChevrolet Avalanche ABSUlises AlfaroNessuna valutazione finora
- CoyoteDocumento2 pagineCoyoteFelipeOliveiraNessuna valutazione finora
- Fiero AlignmentDocumento4 pagineFiero AlignmentRonen MarkoNessuna valutazione finora
- 1983 Chevy El Camino Owner's ManualDocumento103 pagine1983 Chevy El Camino Owner's Manualshellygreen_16Nessuna valutazione finora
- 2017 JEP MPS Catalog FIN LR SPR PDFDocumento28 pagine2017 JEP MPS Catalog FIN LR SPR PDFEdwinNessuna valutazione finora
- Craftsman Lt4000Documento56 pagineCraftsman Lt4000beechcrewNessuna valutazione finora
- Carburetor Setup and Best Idle (Ajustar Carburador)Documento2 pagineCarburetor Setup and Best Idle (Ajustar Carburador)Lex RadilloNessuna valutazione finora
- I6 - 4.0 Engine PerformanceDocumento121 pagineI6 - 4.0 Engine Performancekristi5683Nessuna valutazione finora
- Napa MarineDocumento108 pagineNapa Marinejd beardenNessuna valutazione finora
- Jeep Parts List 1997 TJDocumento640 pagineJeep Parts List 1997 TJjallen_3Nessuna valutazione finora
- Dodge ComplaintDocumento712 pagineDodge Complaintballaban8685Nessuna valutazione finora
- Spark Plug Interchange Chart PDFDocumento2 pagineSpark Plug Interchange Chart PDFkaliman78alfaNessuna valutazione finora
- FMC BL 601Documento9 pagineFMC BL 601Giovanni MoralesNessuna valutazione finora
- 4S Jetting TricksDocumento3 pagine4S Jetting TricksAz MørktVargNessuna valutazione finora
- Cylinder Head InstallDocumento2 pagineCylinder Head InstallMiguel Moreno FernándezNessuna valutazione finora
- 2001 2002 LSSV Military Vehicles Service ManualDocumento254 pagine2001 2002 LSSV Military Vehicles Service ManualDon DavisNessuna valutazione finora
- 65 MUSTANG Tire Fitment GuideDocumento7 pagine65 MUSTANG Tire Fitment GuideErik TorresNessuna valutazione finora
- GM 10137083 Bracket Part Sales Statistics and InformationDocumento10 pagineGM 10137083 Bracket Part Sales Statistics and InformationJack MitchellNessuna valutazione finora
- 2001 OLDSMOBILE BRAVADA Service Repair Manual PDFDocumento37 pagine2001 OLDSMOBILE BRAVADA Service Repair Manual PDFjkfmmsmefNessuna valutazione finora
- Jeep Transfer Cases ExplainedDocumento1 paginaJeep Transfer Cases ExplainedMarco ImperialeNessuna valutazione finora
- Battery Ezy FixDocumento6 pagineBattery Ezy FixArnaud LaficheNessuna valutazione finora
- 50cc Engine Parts List PDFDocumento23 pagine50cc Engine Parts List PDFFebri MaulanaNessuna valutazione finora
- CEC CDPH Communications 2013-18 RedactedDocumento43 pagineCEC CDPH Communications 2013-18 RedactedCapital_and_MainNessuna valutazione finora
- Dana 35Documento4 pagineDana 35Eric RomeroNessuna valutazione finora
- Engine Dress UpDocumento12 pagineEngine Dress UpHéctor Patricio López GonzálezNessuna valutazione finora
- John Deere 1 Family Cab With Heater 1JD1FCA3 Rev. EDocumento28 pagineJohn Deere 1 Family Cab With Heater 1JD1FCA3 Rev. EMason100% (1)
- 965-0231 Onan BGE (Spec F-P) BGEL (Spec E) Emerald Series Parts Manual (01-1998) PDFDocumento59 pagine965-0231 Onan BGE (Spec F-P) BGEL (Spec E) Emerald Series Parts Manual (01-1998) PDFAnonymous MK7Qc5U2idNessuna valutazione finora
- 25 Dollar Sex Machine: Slide BearingsDocumento6 pagine25 Dollar Sex Machine: Slide BearingsMikeNessuna valutazione finora
- 66-86 Ford Bronco CatDocumento66 pagine66-86 Ford Bronco CatBlaster Web Services100% (1)
- Honda Goldwing Clarion CB Service Manual-50870Documento10 pagineHonda Goldwing Clarion CB Service Manual-50870Christopher KildahlNessuna valutazione finora
- 1964-1987 Chevelle / El CaminoDocumento195 pagine1964-1987 Chevelle / El Caminotruckshop100% (2)
- Jeep GaugesDocumento1 paginaJeep GaugesOmar MondragónNessuna valutazione finora
- MercjetDocumento16 pagineMercjetBaxter LoachNessuna valutazione finora
- t550 t4 Maintenance ChartDocumento1 paginat550 t4 Maintenance ChartСлавік Цоба100% (1)
- Banshee ElectricalDocumento23 pagineBanshee ElectricalBrett SonnierNessuna valutazione finora
- Chrysler MasterToolDocumento84 pagineChrysler MasterToolEder0% (1)
- Technical Service Information: FORD 4R70E/4R75EDocumento5 pagineTechnical Service Information: FORD 4R70E/4R75EMario MastronardiNessuna valutazione finora
- Interior BodyDocumento28 pagineInterior BodyHeris Sitompul100% (1)
- Specifications: Standards and Service LimitsDocumento22 pagineSpecifications: Standards and Service Limitscarlosm6669Nessuna valutazione finora
- Scag Operators ManualDocumento80 pagineScag Operators ManualSunshine HuffmanNessuna valutazione finora
- 2006 LX PartsDocumento859 pagine2006 LX PartsJon Scot Garrison100% (2)
- Motorcycle Road Trips (Vol. 34) Roads & Road Houses Compilation - Mid Atlantic Back Roads Made For Motorcyling & Tour de Gastronomy: Backroad Bob's Motorcycle Road Trips, #34Da EverandMotorcycle Road Trips (Vol. 34) Roads & Road Houses Compilation - Mid Atlantic Back Roads Made For Motorcyling & Tour de Gastronomy: Backroad Bob's Motorcycle Road Trips, #34Nessuna valutazione finora
- Top Thrill Dragster Inspection 5.14.21Documento2 pagineTop Thrill Dragster Inspection 5.14.21srchex100% (1)
- Murano 2005 EcDocumento702 pagineMurano 2005 Eculisse_Nessuna valutazione finora
- Volkswagen Golf Variant New Comfortline 1.4 TSI 125HP DSG 7: PackagesDocumento3 pagineVolkswagen Golf Variant New Comfortline 1.4 TSI 125HP DSG 7: PackagesPetru CorduneanuNessuna valutazione finora
- VW Golf 5 2003 WD EngDocumento2.600 pagineVW Golf 5 2003 WD EngregNessuna valutazione finora
- A.P Travelling Allowance RulesDocumento61 pagineA.P Travelling Allowance RulesShashi KumarNessuna valutazione finora
- IPL, Husqvarna, R 152SV, 96141013408, 2012-03Documento5 pagineIPL, Husqvarna, R 152SV, 96141013408, 2012-03branest2Nessuna valutazione finora
- Eaton Hydraulics 2000 Steve Skinner, Eaton Hydraulics, Havant, UKDocumento64 pagineEaton Hydraulics 2000 Steve Skinner, Eaton Hydraulics, Havant, UKdoanmdatNessuna valutazione finora
- XCMG Xct25l5 y ArsanDocumento6 pagineXCMG Xct25l5 y ArsanNaufal Raihan RiandiNessuna valutazione finora
- Grove RT750Documento18 pagineGrove RT750Thibeault MesiliNessuna valutazione finora
- (G108) - H-PM-US-EN - (10-2007) Manual de Partes (G108)Documento514 pagine(G108) - H-PM-US-EN - (10-2007) Manual de Partes (G108)Ramon Arredondo100% (2)
- Toyota - Engine Immobiliser PDFDocumento100 pagineToyota - Engine Immobiliser PDFTomas Ignacio Scagliotti94% (17)
- Motor Vehicle - Extended WarrantyDocumento11 pagineMotor Vehicle - Extended WarrantyLejith NairNessuna valutazione finora
- Grader Operation TipsDocumento47 pagineGrader Operation TipsCrispin Cris Nspm100% (6)
- Otago VW Enthusiasts Club Newsletter July 2011Documento17 pagineOtago VW Enthusiasts Club Newsletter July 2011Jim YoungNessuna valutazione finora
- ASK 21 Mi: To y and To Train Whenever You WantDocumento4 pagineASK 21 Mi: To y and To Train Whenever You WantahdickwongNessuna valutazione finora
- Ligier Pulse 3Documento2 pagineLigier Pulse 3Руслана ДутчакNessuna valutazione finora
- IC Engine (L2)Documento9 pagineIC Engine (L2)abasNessuna valutazione finora
- 2011 Cayenne Owners ManualDocumento329 pagine2011 Cayenne Owners ManualElie JosephNessuna valutazione finora
- Ningbo Changer Electron Co., LTDDocumento2 pagineNingbo Changer Electron Co., LTDSPARE PARTS COMPANYNessuna valutazione finora
- 28 - SteeringDocumento44 pagine28 - SteeringVick' CastroNessuna valutazione finora
- L130D 294 Aramine Parts ManualDocumento150 pagineL130D 294 Aramine Parts ManualAlexander100% (1)
- Aircraft Performance PPLDocumento27 pagineAircraft Performance PPLHOSEIN100% (1)
- RX8 Engine ? Everything You Need To Know On The 13B-MSPDocumento45 pagineRX8 Engine ? Everything You Need To Know On The 13B-MSPkaoijfaNessuna valutazione finora
- AW139 IPD Effectivity CodesDocumento28 pagineAW139 IPD Effectivity CodesKrzysiek BaranNessuna valutazione finora
- Mercruiser 8.2L Mag HoDocumento119 pagineMercruiser 8.2L Mag HoLucas Oliveira100% (1)
- GS Auto Cat 2015 - Web PDFDocumento400 pagineGS Auto Cat 2015 - Web PDFskyNessuna valutazione finora
- Magnetic LevitationDocumento10 pagineMagnetic LevitationYasseen AbdElwahabNessuna valutazione finora
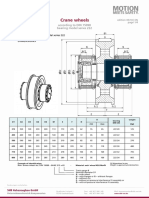
- Datasheet Crane Wheels DIN15090Documento4 pagineDatasheet Crane Wheels DIN15090ayavuzbvsNessuna valutazione finora
- A320 Operational Test of The Taxi and Take Off LightsDocumento2 pagineA320 Operational Test of The Taxi and Take Off LightstigershuchangNessuna valutazione finora
- Nebraska Driver's: Practice ExamDocumento2 pagineNebraska Driver's: Practice ExamAmela RamićNessuna valutazione finora