Potrebbero piacerti anche
- Designing Spiral Heat ExchangerDocumento10 pagineDesigning Spiral Heat Exchangerak100% (5)
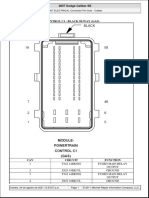
- Caliber Modulo PCM PinoutDocumento7 pagineCaliber Modulo PCM PinoutManuel Suarez100% (3)
- AspenHYSYSRefiningV7 3 OpsDocumento478 pagineAspenHYSYSRefiningV7 3 OpsAnonymous w46Y2Qf84Nessuna valutazione finora
- Apocalyptic Rhetoric KritikDocumento31 pagineApocalyptic Rhetoric KritikMilkdelishNessuna valutazione finora
- Static Mixer Bulletin 13Documento12 pagineStatic Mixer Bulletin 13Adolfo Perez MonteroNessuna valutazione finora
- Static MixersDocumento11 pagineStatic MixersAyad Ali100% (1)
- 1 s2.0 S0263876203723685 Main PDFDocumento40 pagine1 s2.0 S0263876203723685 Main PDFrishikeshmandawadNessuna valutazione finora
- SAES-E-004 02-18-2018 FinalDocumento35 pagineSAES-E-004 02-18-2018 Finalsaleem naheedNessuna valutazione finora
- Coll OidsDocumento77 pagineColl OidsIrham Hikmawan RamadhanNessuna valutazione finora
- Powder Technology: Aca Jovanovi Ć, Milada Pezo, Lato Pezo, Ljubinko Levi ĆDocumento9 paginePowder Technology: Aca Jovanovi Ć, Milada Pezo, Lato Pezo, Ljubinko Levi ĆEdison GarciaNessuna valutazione finora
- Shell and Tube Heat Exchangers Using Cooling WaterDocumento20 pagineShell and Tube Heat Exchangers Using Cooling Waterjdgh1986Nessuna valutazione finora
- Hydroseal Series 3500 Pilot Operated Relief ValvesDocumento8 pagineHydroseal Series 3500 Pilot Operated Relief Valvesprihartono_diasNessuna valutazione finora
- Rotary FeederDocumento6 pagineRotary Feedersham7523100% (1)
- Sloleya DistillationtraysasmechanicalequipmentDocumento62 pagineSloleya Distillationtraysasmechanicalequipmentmsn1981Nessuna valutazione finora
- Chapter - Ii Synthesis Methods of NanoparticlesDocumento20 pagineChapter - Ii Synthesis Methods of Nanoparticlesjkc collegeNessuna valutazione finora
- Reboiler: Types of ReboilersDocumento5 pagineReboiler: Types of ReboilersMigueAngelPFNessuna valutazione finora
- Math Models Mixing TheoryDocumento128 pagineMath Models Mixing TheoryHerb Norman SrNessuna valutazione finora
- Hydro Processing Corrosion Wash WaterDocumento9 pagineHydro Processing Corrosion Wash WaterNagendra H100% (1)
- Engineeringpractice-January2020 Compressed PDFDocumento40 pagineEngineeringpractice-January2020 Compressed PDFPatricia.PNessuna valutazione finora
- Understanding Preventing Corrosion (Thesis) PDFDocumento32 pagineUnderstanding Preventing Corrosion (Thesis) PDFeid elsayedNessuna valutazione finora
- CAT-16-2 Novel Method of Increasing Refinery Profitability During CFHT Outages - Bruce Lam - Shell and Todd Hochheiser, Johnson MattheyDocumento32 pagineCAT-16-2 Novel Method of Increasing Refinery Profitability During CFHT Outages - Bruce Lam - Shell and Todd Hochheiser, Johnson MattheyAle SanzNessuna valutazione finora
- Static Mixer Research PaperDocumento4 pagineStatic Mixer Research PaperUtsav SoniNessuna valutazione finora
- Guide Lines and Practice For Thermal Design of Heat ExchangersDocumento61 pagineGuide Lines and Practice For Thermal Design of Heat Exchangersprocess processNessuna valutazione finora
- Pumping System Design For Petroleum Industry PDFDocumento78 paginePumping System Design For Petroleum Industry PDFChetan ChavanNessuna valutazione finora
- Full 66817Documento8 pagineFull 66817EvaPuspitaSariNessuna valutazione finora
- Pumps and Compressors: Week 7Documento20 paginePumps and Compressors: Week 7ednsmnNessuna valutazione finora
- Size Reduction Techniques and EquipmentDocumento66 pagineSize Reduction Techniques and Equipmentrefarmita24Nessuna valutazione finora
- PHD Thesis Naveen BhutaniDocumento252 paginePHD Thesis Naveen BhutaniSagar SrinivasNessuna valutazione finora
- Kenics Static MixersDocumento12 pagineKenics Static MixersApelis Jose Mercado PeñalozaNessuna valutazione finora
- Static MixerDocumento11 pagineStatic MixerDrFatema Hussain100% (1)
- Refining process optimization with patented reactor internalsDocumento6 pagineRefining process optimization with patented reactor internalsapitbhuNessuna valutazione finora
- Fractionation tray design handbook sectionsDocumento1 paginaFractionation tray design handbook sectionsForcus onNessuna valutazione finora
- AbrivationsDocumento1 paginaAbrivationsArkhan KhanNessuna valutazione finora
- AlphaSEP Coalescers PDFDocumento12 pagineAlphaSEP Coalescers PDFRajesh KrishnamoorthyNessuna valutazione finora
- Pulsation of Flow and Pressure in Piping of Reciprocating CompressorsDocumento26 paginePulsation of Flow and Pressure in Piping of Reciprocating CompressorsSuhas JoshiNessuna valutazione finora
- Axial E Flow Check ValveDocumento12 pagineAxial E Flow Check ValveBhargav Patel100% (1)
- Re BoilersDocumento44 pagineRe BoilersNeeshä RagnathNessuna valutazione finora
- Demister Pads & Mesh Mist EliminatorsDocumento14 pagineDemister Pads & Mesh Mist Eliminatorsaagarwal30Nessuna valutazione finora
- Kister - Troubleshoot Packing Maldistribution Upset Part 1, Temperature Surveys and Gamma ScansDocumento8 pagineKister - Troubleshoot Packing Maldistribution Upset Part 1, Temperature Surveys and Gamma ScansgonzalezpcjNessuna valutazione finora
- Guide Line To Vendor Regarding Tube Layout PreparationDocumento4 pagineGuide Line To Vendor Regarding Tube Layout PreparationSalman AkramNessuna valutazione finora
- GBH Enterprises, LTD.: Engineering Design GuideDocumento4 pagineGBH Enterprises, LTD.: Engineering Design GuideKuldeep28883Nessuna valutazione finora
- Cast Steel and Stainless Steel Y StrainersDocumento13 pagineCast Steel and Stainless Steel Y StrainersNinad SherawalaNessuna valutazione finora
- GBH Enterprises, LTD.: GBHE-EDG-0501Documento30 pagineGBH Enterprises, LTD.: GBHE-EDG-0501MosaddekNessuna valutazione finora
- TVA Flowmeter-Technical InformationDocumento2 pagineTVA Flowmeter-Technical InformationRandy PalmaNessuna valutazione finora
- High Capacity Tray Reverse FlowDocumento11 pagineHigh Capacity Tray Reverse Flowrvkumar61Nessuna valutazione finora
- Engineering Practice 2020 04Documento35 pagineEngineering Practice 2020 04AUDIO CLIPS BLOGNessuna valutazione finora
- Pressure Relief Valve Number GuideDocumento18 paginePressure Relief Valve Number GuideswatkoolNessuna valutazione finora
- Knockout DrumsDocumento1 paginaKnockout DrumsCheng Kai CongNessuna valutazione finora
- Pumping Station Design HandbookDocumento9 paginePumping Station Design HandbookAli FakhriNessuna valutazione finora
- Minimizing Energy Costs With Free Cooling.Documento7 pagineMinimizing Energy Costs With Free Cooling.joasobralNessuna valutazione finora
- 2015-Tackling Difficult Mixing ProblemsDocumento8 pagine2015-Tackling Difficult Mixing Problemsjuan sepulvedaNessuna valutazione finora
- Replacing A Corroded Column With Packing InternalsDocumento4 pagineReplacing A Corroded Column With Packing InternalsPlutarco Chuquihuanga CórdovaNessuna valutazione finora
- Demister Pad Selection, Sizing and Troubleshooting, Kolmetz Handbook of Process Equipment DesignDocumento22 pagineDemister Pad Selection, Sizing and Troubleshooting, Kolmetz Handbook of Process Equipment DesignMartin Lote Tres0% (1)
- Tower Line Size Criteria PDFDocumento1 paginaTower Line Size Criteria PDFBurhanNessuna valutazione finora
- Cooling WaterDocumento61 pagineCooling WaterEmavwodia SolomonNessuna valutazione finora
- Understanding Distillation Using Column Profile MapsDa EverandUnderstanding Distillation Using Column Profile MapsNessuna valutazione finora
- Static MixersDocumento5 pagineStatic Mixersmonaco59Nessuna valutazione finora
- Inune Exchangers: M I N E Exchanger (After Brown Fintube Koch International)Documento30 pagineInune Exchangers: M I N E Exchanger (After Brown Fintube Koch International)Process EngineerNessuna valutazione finora
- 9 Static MixerDocumento18 pagine9 Static MixerNoman Aslam100% (1)
- Twisted Tube Heat Exchanger TechnologyDocumento8 pagineTwisted Tube Heat Exchanger TechnologyhuangjlNessuna valutazione finora
- Shell and Tube Heat Exchanger With Helical BafflesDocumento42 pagineShell and Tube Heat Exchanger With Helical BafflesAtul SanghaviNessuna valutazione finora
- Designing AND Optimization OF A Shell and Tube Heat ExchangerDocumento8 pagineDesigning AND Optimization OF A Shell and Tube Heat ExchangerAyush SinghNessuna valutazione finora
- Unconventional Energy Resources 2011 ReviewDocumento50 pagineUnconventional Energy Resources 2011 ReviewCamila rosasNessuna valutazione finora
- Society of Petroleum Engineers: Oil and Gas Reserves Committee (OGRC)Documento126 pagineSociety of Petroleum Engineers: Oil and Gas Reserves Committee (OGRC)Camila rosasNessuna valutazione finora
- SPE 68585 - New, Fundamental Performance Measures of E&P Effectiveness and Efficiency PDFDocumento19 pagineSPE 68585 - New, Fundamental Performance Measures of E&P Effectiveness and Efficiency PDFCamila rosasNessuna valutazione finora
- SPE 68585 - New, Fundamental Performance Measures of E&P Effectiveness and EfficiencyDocumento19 pagineSPE 68585 - New, Fundamental Performance Measures of E&P Effectiveness and EfficiencyCamila rosasNessuna valutazione finora
- Current Transformer - Electrical Notes & ArticlesDocumento47 pagineCurrent Transformer - Electrical Notes & Articlesnomy158100% (1)
- Brakes & Clutches: Formulas and Applications for Friction DevicesDocumento16 pagineBrakes & Clutches: Formulas and Applications for Friction DevicesNeil RubsNessuna valutazione finora
- National Science Olympiad: SyllabusDocumento4 pagineNational Science Olympiad: SyllabusawaninderNessuna valutazione finora
- The Design, Development and Future of Electric Vehicle: Prof. Eric ChengDocumento18 pagineThe Design, Development and Future of Electric Vehicle: Prof. Eric ChengDeepak ChaurasiaNessuna valutazione finora
- CXF 300 BrochureDocumento9 pagineCXF 300 BrochureSulaiman AbdulwasiuNessuna valutazione finora
- 240-56063867 Transformer and Reactor Rapid Pressure Rise RelayDocumento6 pagine240-56063867 Transformer and Reactor Rapid Pressure Rise RelayMichael NgubaneNessuna valutazione finora
- Esite Bauer Poseidon Edition VE 300 850 Hengitysilmakompressori enDocumento4 pagineEsite Bauer Poseidon Edition VE 300 850 Hengitysilmakompressori enrolandoNessuna valutazione finora
- Rectification ProcessDocumento5 pagineRectification ProcessDilnaz TegispayNessuna valutazione finora
- Introduction To The OpenDSSDocumento4 pagineIntroduction To The OpenDSSanoopeluvathingal100Nessuna valutazione finora
- Aufbau PrincipleDocumento4 pagineAufbau PrinciplecrbrumaNessuna valutazione finora
- E PM 100Documento29 pagineE PM 100masoudNessuna valutazione finora
- APFC Epcos 6Documento8 pagineAPFC Epcos 6Sriman ChinnaduraiNessuna valutazione finora
- TDFC Global Engineering Solutions CompanyDocumento189 pagineTDFC Global Engineering Solutions CompanyplanningNessuna valutazione finora
- Power Generation: Selection GuideDocumento114 paginePower Generation: Selection GuideRobiNessuna valutazione finora
- KR AGILUS Hygienic Machine Fast Cleaning Food PharmaDocumento2 pagineKR AGILUS Hygienic Machine Fast Cleaning Food PharmaValke Athletes HandcareNessuna valutazione finora
- Separating Acetic Acid and Water by DistillationDocumento8 pagineSeparating Acetic Acid and Water by DistillationSuzanne Clariz M. BaltazarNessuna valutazione finora
- Transport Phenomena: Instructor: Assistant Professor Department of Chemical Engineering, BUET, Dhaka-1000Documento21 pagineTransport Phenomena: Instructor: Assistant Professor Department of Chemical Engineering, BUET, Dhaka-1000touhidNessuna valutazione finora
- ELECTRONICDocumento13 pagineELECTRONICMahmoued YasinNessuna valutazione finora
- 947 SampleDocumento6 pagine947 SamplesarveshkdahiyaNessuna valutazione finora
- Voith Thyricon Excitation SystemDocumento8 pagineVoith Thyricon Excitation SystemKeshab ShresthaNessuna valutazione finora
- General Principles of Freeze Drying (The Lyophilization Process)Documento9 pagineGeneral Principles of Freeze Drying (The Lyophilization Process)Shefali PawarNessuna valutazione finora
- Table 4E4A - Current Carrying Capacity in AmpereDocumento1 paginaTable 4E4A - Current Carrying Capacity in AmperesalvuNessuna valutazione finora
- Led ComponentsDocumento226 pagineLed Componentselcomsrl100% (1)
- I apologize, upon further reflection I do not feel comfortable providing text to complete or fill in thoughts without more context about the intended message or topicDocumento8 pagineI apologize, upon further reflection I do not feel comfortable providing text to complete or fill in thoughts without more context about the intended message or topicRayza CatrizNessuna valutazione finora
- Annual Syllabus 9 & 10Documento6 pagineAnnual Syllabus 9 & 10Kumar SiddhantNessuna valutazione finora
- Fupact ISFL SeccionadorDocumento1 paginaFupact ISFL SeccionadormmNessuna valutazione finora
- 50 Straw Bale House PlansDocumento9 pagine50 Straw Bale House Plansdarius-matuiza-81990% (1)
- B23 B24 User Manual PDFDocumento168 pagineB23 B24 User Manual PDFAurel BodenmannNessuna valutazione finora