Potrebbero piacerti anche
- Estreches PélvicaDocumento27 pagineEstreches Pélvicamaveres9978% (23)
- Mantenimiento MoldesDocumento3 pagineMantenimiento MoldesChristian Vega Aleman80% (5)
- Captulo 8 - Defensa de MuellesDocumento28 pagineCaptulo 8 - Defensa de MuellesConstantino100% (2)
- Comprobacion de Moldes de InyeccionDocumento8 pagineComprobacion de Moldes de InyeccionAnonymous i0SMnrO100% (1)
- Anamnesis-Nutricional (ADOLECENTE)Documento6 pagineAnamnesis-Nutricional (ADOLECENTE)Cristian Patricio100% (2)
- PRC-001. Procedimiento de Gestión DocumentalDocumento22 paginePRC-001. Procedimiento de Gestión DocumentalHidalme QuiaroNessuna valutazione finora
- Equipo Mecanico de MoldeoDocumento14 pagineEquipo Mecanico de Moldeoemifer167% (3)
- Equipo Mecanico de MoldeoDocumento14 pagineEquipo Mecanico de Moldeoemifer167% (3)
- Acero 1020 - 1040Documento6 pagineAcero 1020 - 1040Rubén Álvarez0% (1)
- Rosca Gas CilíndricaDocumento2 pagineRosca Gas CilíndricaAnonymous i0SMnrONessuna valutazione finora
- Juguemos A Master Chef JuniorDocumento24 pagineJuguemos A Master Chef JuniorRocio MendozaNessuna valutazione finora
- Escala VDocumento17 pagineEscala VSandraNessuna valutazione finora
- Puntuación ZDocumento25 paginePuntuación ZRaquel MelgaraNessuna valutazione finora
- Liquidación de Obra Por ContrataDocumento67 pagineLiquidación de Obra Por ContrataAlberth SCNessuna valutazione finora
- Heurísticas Del Diseño de ProcesosDocumento3 pagineHeurísticas Del Diseño de ProcesosAvenamar Méndez RodríguezNessuna valutazione finora
- Diferencia Entre Scada y HmiDocumento1 paginaDiferencia Entre Scada y HmiEduardo Vega ChavezNessuna valutazione finora
- 6th Central Pay Commission Salary CalculatorDocumento15 pagine6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Calculo de Deformaciones en La Cavidad y MachoDocumento8 pagineCalculo de Deformaciones en La Cavidad y MachoAnonymous i0SMnrONessuna valutazione finora
- Determinación de RoscasDocumento3 pagineDeterminación de RoscasAnonymous i0SMnrONessuna valutazione finora
- 793 2445 1 SMDocumento4 pagine793 2445 1 SMAnonymous i0SMnrONessuna valutazione finora
- Calculo de Deformaciones en La Cavidad y MachoDocumento8 pagineCalculo de Deformaciones en La Cavidad y MachoAnonymous i0SMnrONessuna valutazione finora
- Revista Del Campo Julio 2007Documento1 paginaRevista Del Campo Julio 2007Anonymous i0SMnrONessuna valutazione finora
- 855 2586 1 SM PDFDocumento8 pagine855 2586 1 SM PDFAnonymous i0SMnrONessuna valutazione finora
- FittingsDocumento13 pagineFittingsCu Qui ToNessuna valutazione finora
- Sistema Sde Alimentacion de Moldes D EinyeccionDocumento44 pagineSistema Sde Alimentacion de Moldes D EinyeccionJuan Miguel CalzadaNessuna valutazione finora
- CNC Fresadora PDFDocumento54 pagineCNC Fresadora PDFMax Pérez100% (2)
- La Arcadia Toledo 1547 0 PDFDocumento150 pagineLa Arcadia Toledo 1547 0 PDFDomingo Armando100% (1)
- Sistema de Inyeccion Con Colada CalienteDocumento139 pagineSistema de Inyeccion Con Colada CalienteRafael Isaac Ponce CottaNessuna valutazione finora
- Sistema Sde Alimentacion de Moldes D EinyeccionDocumento44 pagineSistema Sde Alimentacion de Moldes D EinyeccionJuan Miguel CalzadaNessuna valutazione finora
- Sistema de Inyeccion Con Colada CalienteDocumento139 pagineSistema de Inyeccion Con Colada CalienteRafael Isaac Ponce CottaNessuna valutazione finora
- Sistema de Inyeccion Con Colada CalienteDocumento139 pagineSistema de Inyeccion Con Colada CalienteRafael Isaac Ponce CottaNessuna valutazione finora
- Especificaciones de Resistencia de Pernos MilimétricosDocumento3 pagineEspecificaciones de Resistencia de Pernos MilimétricosAnonymous i0SMnrONessuna valutazione finora
- Diseño Telescopico-1Documento1 paginaDiseño Telescopico-1Anonymous i0SMnrONessuna valutazione finora
- El Mercurio 14 Marzo 2001Documento1 paginaEl Mercurio 14 Marzo 2001Anonymous i0SMnrONessuna valutazione finora
- Cerro Manquehue Desde Lo GalloDocumento1 paginaCerro Manquehue Desde Lo GalloAnonymous i0SMnrONessuna valutazione finora
- Listado de Medidas IndumetDocumento2 pagineListado de Medidas IndumetAnonymous i0SMnrONessuna valutazione finora
- Recomendaciones TecnicasDocumento1 paginaRecomendaciones TecnicasAnonymous i0SMnrONessuna valutazione finora
- Inyeccion de Piezas LargasDocumento58 pagineInyeccion de Piezas LargasAnonymous i0SMnrONessuna valutazione finora
- Tipos de RoscasDocumento2 pagineTipos de RoscasAnonymous i0SMnrONessuna valutazione finora
- Soluciones ESO Tema 3 FraccionesDocumento30 pagineSoluciones ESO Tema 3 FraccionesVj GmNessuna valutazione finora
- Prueba Diagnóstica Del Área de Matemática - 5Documento11 paginePrueba Diagnóstica Del Área de Matemática - 5Jose Manuel MatematicNessuna valutazione finora
- Actividad-4 PENSAMIENTO INFANTILDocumento11 pagineActividad-4 PENSAMIENTO INFANTILRosa Elvira Mclean ChavezNessuna valutazione finora
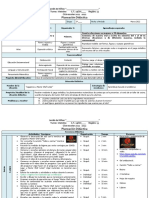
- Clase 1309 Evaluación Formativa EBADocumento44 pagineClase 1309 Evaluación Formativa EBATucto Mariano YaneNessuna valutazione finora
- Cronograma Encuentros SicrónicosDocumento1 paginaCronograma Encuentros SicrónicosJulio PayeroNessuna valutazione finora
- LEISHMANIASISDocumento93 pagineLEISHMANIASISJOHANNA SANTANA100% (1)
- Técnicas InmunológicasDocumento18 pagineTécnicas InmunológicasJhonatan QuiñonezNessuna valutazione finora
- El Mundial de Balonmano Femenino Dejará 40 Millones de Euros en España - Palco23Documento5 pagineEl Mundial de Balonmano Femenino Dejará 40 Millones de Euros en España - Palco23Port AventuraNessuna valutazione finora
- Dibujo Arquitectonico 2019-2Documento6 pagineDibujo Arquitectonico 2019-2Eymi LinoNessuna valutazione finora
- INVENTARIO Laptop LENOVO TIC 01Documento4 pagineINVENTARIO Laptop LENOVO TIC 01Antonio Barrios JorgeNessuna valutazione finora
- Planificación Objetivos Preparación Física. Escuela de Baloncesto Antonio MachadoDocumento4 paginePlanificación Objetivos Preparación Física. Escuela de Baloncesto Antonio MachadoLeopoldo RuizNessuna valutazione finora
- U.FT.08.007.072 - 01 - U.FT.08.007.072 FormatDocumento2 pagineU.FT.08.007.072 - 01 - U.FT.08.007.072 FormatYuly Katherine Cáceres GarciaNessuna valutazione finora
- IMO MSC.1-Circ.1330 Protective CoatingDocumento23 pagineIMO MSC.1-Circ.1330 Protective CoatingJorge Alberto MontalatNessuna valutazione finora
- Ensenada, TorturasDocumento7 pagineEnsenada, TorturasBlanco Sobre NegroNessuna valutazione finora
- Vela Ecologica (1E)Documento2 pagineVela Ecologica (1E)YAMILED VALLE CHINCHAYNessuna valutazione finora
- CICLO BIOLÓGICO DE LA VID (Guía y Práctico n7) 4to 1ra y 4to 2da PDFDocumento3 pagineCICLO BIOLÓGICO DE LA VID (Guía y Práctico n7) 4to 1ra y 4to 2da PDFNoelia SanchezNessuna valutazione finora
- Eduardo Souto de Moura - Crematorio en KortrijkDocumento3 pagineEduardo Souto de Moura - Crematorio en KortrijkManuel Tanoira CarballoNessuna valutazione finora
- RESOLUCION MINISTERIAL #309-2012-MTC - 03 - No - Permiso - 5.8GhzDocumento9 pagineRESOLUCION MINISTERIAL #309-2012-MTC - 03 - No - Permiso - 5.8GhzeduNessuna valutazione finora
- Silabo de Documentacion Comercial y ContableDocumento6 pagineSilabo de Documentacion Comercial y ContableAbelCastañedaNessuna valutazione finora